660MW 蒸汽輪機中壓內缸鑄件研發
2019-12-04 03:21:42羅永建陳得潤龔明建
中國鑄造裝備與技術 2019年6期
關鍵詞:工藝
羅永建,馬 斌,馬 進,陳得潤,龔明建
(共享鑄鋼有限公司,寧夏銀川 750021)
近年來,隨著我國電力工業的飛速發展,大量超(超)臨界機組相繼投運,諸多新型耐熱鋼用于制造鍋爐、汽輪機的高溫部件。相對于亞臨界及以下參數的機組,超(超)臨界機組的蒸汽溫度/壓力大大提高。目前,我國的超臨界機組蒸汽參數主要為24MPa/53 8℃/566℃和24MPa/566℃/566℃,超超臨界機組蒸汽參數為(25~28)MPa/600℃/600℃。隨著節能減排要求的提高,國內已開始建造29MPa/605℃/623℃超超臨界機組,啟動700℃先進的超超臨界機組(A-USC-AdvancedUltraSupercritical)的研發。隨著機組蒸汽參數的提高,對機組高溫部件用鋼提出了更高的新要求,尤其是材料的高溫強度、高溫抗腐蝕、抗氧化能力以及冷/熱加工性能等,因此高溫部件用鋼及其制造技術成為發展超(超)臨界機組的技術核心[1]。
660MW 超超臨界蒸汽輪機機組是中國乃至世界火電領域技術較先進、環保、高效的機型,此機組的中壓內缸鑄件的技術難點在于結構復雜、壁厚比變化大,且材質屬于新型高合金耐熱鋼,內在質量要求極高,同時要求鑄件耐高溫、高壓,防腐蝕,抗沖擊,不允許內部缺陷超標,確保性能達到超超臨界工作環境的要求,屬于典型的高新技術產品。目前,此類鑄件主要依賴于進口,其采購成本高,且受制于國外。實現此類鑄件的國產化對于提高大型關鍵設備的自產化程度和國家裝備制造業水平,推動能源節約和可持續發展具有重要意義。
1 鑄件研發過程
1.1 產品簡介
本文研發鑄件為中壓內缸,為CB2 材質(ZG13Cr9Mo2Co1NiVNbNB),屬于高合金耐熱鋼鑄件,鑄件三維圖見圖1,其中上半凈重25.8t,三維尺寸為3625mm×3100mm×1447mm,下半凈重30.4t,三維尺寸為3675mm×3500mm×1550mm。
鑄件成分要求嚴格,具體主要成分要求見表1。
鑄件成品分析時,應該進行氣體含量分析,并提供O2和H2的實測結果。Al、Ti 的實際含量以≤0.01%為目標,Sn 和Cu 含量應該檢測并報告。
鑄件性能要求比較高,詳細的性能要求見表2。

圖1 中壓內缸鑄件三維圖

表1 主要成分表 ωB/%

表2 鑄件的常溫力學性能

表3 鑄件的高溫力學性能
另外對鑄件焊補區域,應分散抽取至少5 處進行硬度檢測,當焊補區域少于5 處時,對所有焊補區進行硬度檢測。且鑄件上的每一處結構焊縫都應該進行硬度(HV)檢驗。如果焊縫直徑≥300mm,應沿圓周選180 度對稱兩點進行硬度檢查。最終焊接區硬度應該≤350HV(335HB)。
1.2 鑄造工藝設計
本鑄件的結構復雜,法蘭和缸壁壁厚變化大,內腔有三個氣道,熱節主要分布在鑄件結合面法蘭和壁厚變化處。鑄件下半部分管子較多,且管子法蘭處具有集中熱節,熱節具體位置如圖2 所示,因此產品底部拉筋及管壁補縮存在困難。

圖2 熱節分布圖
為確保鑄件內部組織致密性及鑄造缺陷較少,鑄件鑄造工藝設計上下半采取“墻式補貼”將熱節集中,然后在“墻式補貼”上方設置長冒口實現鑄件補縮。相對于傳統的暗冒口補縮方式,所有底部熱節均通過“墻式補貼”由明冒口直接補縮,避免了設置暗冒口后,在凝固中期表面結殼導致的暗冒口負壓現象,具有補縮效率高、補縮效果好的特點。對于比較難以補縮的豎管,采取管壁加隨形補貼;對于管口法蘭加“扳手式補貼”的綜合補縮方案。由于所有管口質量等級為1 級,要求較高,并且管口處均為獨立熱節,首先,通過設置補貼,充分補縮管壁;其次,管口處單獨設置暗冒口+“扳手式補貼”,保證管口一整圈均能補縮到位,防止收縮缺陷產生,保證管口質量等級。最終,鑄造工藝設置冒口、補貼及冷鐵的具體方案如圖3所示。
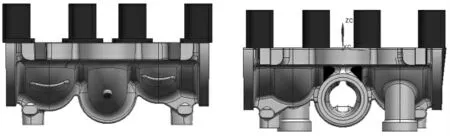
圖3 鑄造工藝圖
應用MAGMA 凝固模擬與模數計算相互驗證,設計冒口及冒口補貼尺寸規格,通過補貼和鑄件本體形成補縮通道,保證后凝固的鋼液能源源不斷的補充先凝固區域,通過設置冒口,使鑄件最后凝固部位集中在冒口,將縮松、縮孔引至冒口區域,保證形成組織致密的鑄件本體,防止出現二次縮松,鑄件凝固過程數值模擬如圖4 所示。
通過對中壓內缸鑄件結構分析,上下半主體一致,但是法蘭圓角不同,圓角處輪廓差異大,導致上下半模具不通用,傳統的解決方案是將上下半分別制作模具。考慮到分別制作模具生產成本高和周期長,設計了上、下半主體模具通用的方案,將法蘭圓角整體制作成可拆卸活塊,整體換料處理,可節約模具成本和制作周期。鑄件造型過程如圖5、6 所示。
中壓內缸氣道、管子多,結構復雜,且材質為高合金鋼,澆注過程中容易出現卷氣、夾雜、沖砂等問題。應用GS-100 澆注軟件對澆注過程進行計算,并對澆注系統設計進行優化,以保證內澆口進流速度均勻,型腔內液面上升平穩快速,避免了由于充型過快導致的卷氣、夾渣和沖砂問題,同時也避免了澆注紊流和返鋼。

圖4 凝固過程數值模擬
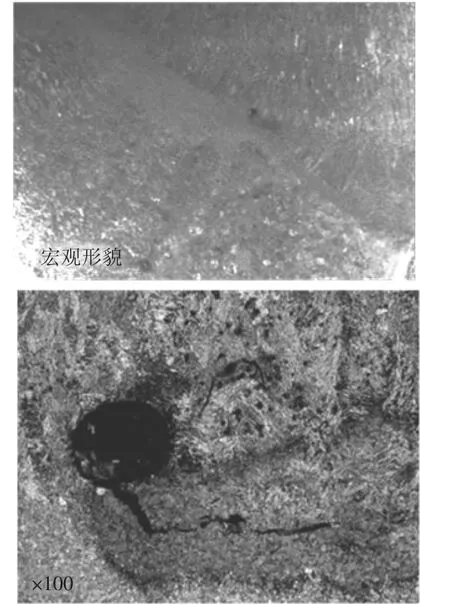
圖5 未融合導致的裂紋
1.3 熔煉工藝
CB2 材質冶煉的重點、難點主要有以下三個方面:
(1)過程中控制的元素多,需要調整的成分達14 種;
(2)各項成分要求嚴格,范圍非常窄;
(3)由于產品使用的環境非常惡劣,這就需要鑄件的性能非常穩定,即要求鋼液中的雜質要少,鋼液的純凈度要高。
由于鋼液中的合金元素多,特別是易氧化的B、Nb 元素,一旦控制不好,可能導致爐后成分不合,且鋼液——合金氧化對鑄件質量/性能影響非常大,故熔煉采取型腔吹氬及澆注過程的控制來減少鋼液/合金的氧化,其具體做法為:澆注前1小時,對其鑄型型腔進行吹氬,澆注前型腔的氧濃度在5%以下,可大大減少澆注過程中鋼液的氧化,且澆注過程中澆口杯到水口的距離在100mm以下,也能有效防止鋼液氧化。
1.4 熱處理工藝
熱處理的工藝方法及參數確定,最主要的是要明確不同熱處理方法及參數對材料顯微組織、力學性能的影響機理,尤其是高溫力學性能。以便確定最佳熱處理工藝參數,保證常溫力學性能和高溫力學性能的同時獲得;另外,此材質屬于馬氏體耐熱鋼,強度高,組織轉變應力大,在熱處理過程中還要重點研究如何減小鑄件的變形和開裂問題。為保證產品技術性能達到要求,實現技術突破,參考如圖6 所示的類似材質的的正火連續冷卻組織轉變CCT 圖,確定鑄件產品的可行熱處理工藝方式為正火加兩次高溫回火。再利用相近材質試塊和電阻熱處理試驗爐,圍繞不同的正火冷速和回火溫度及保溫時間開展大量的熱處理工藝性能試驗研究。
正火熱處理有助于充分溶解鑄件中的析出相,經奧氏體化后形成較小晶粒的奧氏體,冷卻后形成同等晶粒的馬氏體組織;一次回火會促進馬氏體中過飽和的碳以碳化物的形式析出,同時降低馬氏體位錯密度,從而降低材料的強度,提高塑性和韌性。二次回火的目的是得到足夠多的穩定的逆變奧氏體,以提高材料的塑韌性。對于這種噸位較大,壁較厚的高合金鋼產品,為了減小組織成分偏析,利于性能熱處理前的冒口切割,有時候也會在正火前增加一次高溫退火預備熱處理。
1.5 焊接工藝
由于CB2 材質含有較高的合金元素,與其配套的焊材在焊接過程中,熔池的粘性較大,其熔合區容易產生未融合及夾渣缺陷,且此類材質,對氫較敏感,容易產生延遲裂紋。整個焊接過程中,溫度以及焊接手法成為焊接控制的難點,此外,較高的預熱溫度,給焊接實施帶來很大困難。目前全世界只有極少數廠家生產此類焊材。
焊縫金屬的防氧化問題:馬氏體耐熱鋼中高合金元素含量較多,其焊材在焊接過程中熔池溫度較高,焊接過程中層間溫度不好控制。由于焊材中含有B 元素,高溫下焊縫金屬與空氣接觸,會加速B 元素的氧化。在防止氧化方面,主要從兩方面解決:一方面,對于焊絲采用特定配比保護氣進行保護,另一方面,焊接過程中,熔池凝固后,先不要進行清渣處理,待熔池溫度降低至特定溫度以下再進行清渣處理。
裂紋及未熔合缺陷的處理:焊縫熔池流動性差,粘性大是此類焊材的特性,焊接過程中焊層過厚,或缺陷兩邊融合不好,存在空穴。未融合部位容易導致應力集中,是裂紋缺陷產生的源頭。
裂紋及未融合缺陷的解剖研究:如圖5 所示,圖中類似蝌蚪狀的缺陷,為典型的未融合導致的裂紋缺陷。對于此問題,主要從焊接手法及焊接預熱方面解決。采用天然氣火焰對缺陷邊緣進行預熱,要求焊接前預熱溫度為110~130℃,焊接部位周圍100mm 范圍內需達到預熱溫度要求,當預熱溫度過高或過低時控制火焰溫度。焊接過程實時監控缺陷部位的預熱溫度,當溫度高于150℃時停止焊接,待降溫至預熱溫度要求范圍內接著焊接。始終保持所有焊接部位溫度在預熱溫度要求的范圍,焊接完成后禁止降溫。焊接手法方面:主要控制好底層焊接質量,以及缺陷兩邊融合部位的質量,防止焊層之間存在未融合缺陷,焊接過程中,選擇薄焊層焊接。打底焊按照順序進行焊接,焊道之間清渣要徹底,必要時,采用合金鉆頭打磨。
2 結論
(1)通過研究合理的凝固補縮工藝,實現了鑄件冒口的順序補縮,并策劃了經濟的模型通用方案,節省了周期和成本。
(2)采取型腔吹氬及澆注過程的控制來減少鋼液/合金的氧化。
(3)采用預備熱處理+高溫正火+高溫回火的熱處理工藝設計,并通過控制N/B 比提高CB2材質的高溫持久性能。
(4)通過特定比例氣體保護,防止焊縫金屬氧化;采用合理的焊接手法及焊接預熱方面解決未融合及裂紋。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
