煙絲長度及其混料配比對細支卷煙質量特性的影響
2019-12-13 06:23:24孫東亮張大波張莎莎楊健榮史艷霞席年生公茂剛姚光明
煙草科技 2019年11期
孫東亮,張大波,李 艷,張莎莎,宿 朋,魯 平,楊健榮,史艷霞,席年生,公茂剛,姚光明
1. 山東中煙工業有限責任公司濟南卷煙廠,濟南市高新東區科航路2006 號 250104
2. 中國煙草總公司鄭州煙草研究院,鄭州高新技術產業開發區楓楊街2 號 450001
3. 河南中煙工業有限責任公司技術中心,鄭州市經濟技術開發區第三大街8 號 450000
與常規卷煙相比,細支卷煙直徑小且存在過程損耗高、生產效率低、吸阻波動大、滿足感不強以及梗絲難以摻配使用[1]等共性問題。堵勁松等[2]認為煙絲長度與卷煙物理指標的關聯性存在分界點,分界點兩側長度對物理指標的影響趨勢相反;姚二民等[3]證實煙絲結構對物理指標的影響程度由大到小依次為圓周、單支質量、硬度標準偏差、含末率、吸阻和硬度;而邵寧等[4]認為煙絲結構對物理指標的影響與卷煙檔次有關,低檔卷煙應提高中長絲比例、減少碎絲率,而中高檔卷煙則應降低長絲率。同時,白曉莉等[5]認為天然煙絲組織干癟、排列緊密,膨脹絲的組織光滑膨大,兩者的熱穩定性差別不大;趙佳成等[6]則認為煙絲寬度與煙絲結構具有較大的關聯性。因此,解決細支卷煙的共性難題,必然涉及煙絲的長度和寬度問題[7]。細支卷煙的直徑小,相同尺寸的煙絲占煙支內空間的比例變大,導致進一步放大了煙絲寬度、長度對細支卷煙質量的影響,這種影響包括對煙支中煙絲分布的影響、對抽吸過程燃燒性的影響、對測試氣流通過狀態的影響等[8-13]。所以煙絲寬度、長度與細支卷煙規格的匹配性,是解決細支卷煙共性問題的重要研究方向。因此分別研究了不同煙絲寬度、長度及長度混料配比對細支卷煙的煙絲分布、物理指標、主流煙氣指標的影響,旨在找到適宜細支卷煙質量的煙絲寬度和長度配比,從而為煙絲結構調控技術及其裝備的開發提供依據。
1 材料與方法
1.1 材料與設備
1.1.1 試驗材料
TS(XY)牌號細支卷煙(三價類,烤煙型)的配方葉組,配套煙用材料若干。
1.1.2 儀器與設備
TQ-2 葉片分選篩(鄭州嘉德機電科技有限公司);PROTOS 1-8 卷煙機(德國HAUNI 公司);Quantum NEO 綜合測 試 臺(英 國CERULEAN 公司);SM400 直線型吸煙機(英國FILTRONA 公司);FED240 多功能熱風循環烘箱(德國BINDER公司);EV-2515 葉絲寬度影像測量儀(珠海怡信測量科技有限公司);YDX-II 卷煙端部落絲測定儀(中國科學院安徽光學精密機械研究所);JMQ-3型卷煙含末率測定儀(鄭州煙草研究院);PB153-S/FACT 電子 天 平(感 量:0.001 g,瑞 士METTLER-TOLEDO 公司);MW3220 水分密度儀(德國TEWS 公司)。
1.2 方法
1.2.1 樣品煙絲的制備
1.2.1.1 煙絲長度段的劃分
《葉絲整絲率、碎絲率的測定方法(YC/T 178-2003)》中將煙絲分為≤1.0 mm(碎絲)、1.0~2.5 mm(短絲)、2.5~3.5 mm(中絲)和>3.5 mm(長絲)4個長度段。如采用此法制備各長度段煙絲樣品,一是篩分速度慢,難以在生產中直接復制推廣;二是篩分出的碎絲極少,且無法直接卷制成煙支;三是長絲比例過高(>65%),在卷制過程中長絲造碎后會極大干擾其他長度段煙絲對卷煙質量的影響,導致卷煙質量不確定性增加。且基于該方法進行煙絲結構與質量特性關系的研究,只能用數學建模方式展開[2-5],結論差異大且難以再現。
因此,將TQ-2 葉片振動分選篩的篩網規格更改為22.0、6.80、4.32、2.29 mm。其中22.0 mm 篩網主要用于提高篩分效率,其網上煙絲并入6.80 mm篩網的網上煙絲。從而可將煙絲長度分為≤2.29 mm、2.29~4.32 mm、4.32~6.80 mm 和>6.80 mm 共4 個長度段。
1.2.1.2 不同長度段煙絲的制備
將TS(XY)細支卷煙所用配方葉組,分別加工為寬度0.75、0.85、0.95 mm 的煙絲。用改造后的TQ-2 葉片振動分選篩對3 種寬度煙絲分別篩分,分別制得4 種長度段煙絲,共制備12 種不同寬度、長度段的煙絲樣品。稱量其質量并計算各長度段煙絲的原配比(質量分數),結果見表1。
1.2.1.3 不同長度段混料煙絲的制備
取表1 中12 種樣品煙絲,按表2 方案制備出不同長度組合的混料煙絲樣品。表2 中,各長度段煙絲配比均設Ⅰ、Ⅱ、Ⅲ、Ⅳ共4 個水平,其中>6.80 mm長度段煙絲作為預定煙絲調控的主對象[4],其調控水平從Ⅰ水平到Ⅳ水平依次取:原配比、2/3 原配比、1/3 原配比和無添加,且其對應的混料煙絲依次 編 為A#、B#、C#、D#;≤2.29 mm、4.32~6.80 mm 長度段的煙絲混料的水平間距設為3%。而原配比最大的2.29~4.32 mm 長度段煙絲,待其他3 種長度段煙絲配方比確定后,按照約束性混料試驗[14]的配方比例之和100%予以補足。
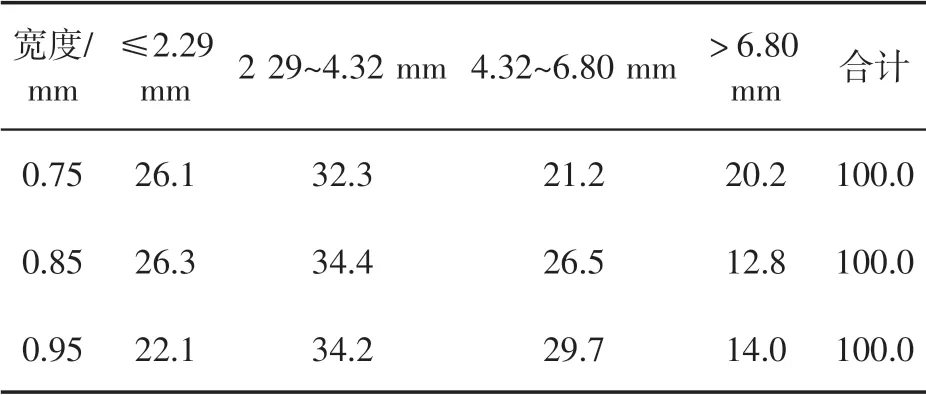
表1 12 種不同寬度、長度段煙絲原配比(質量分數)Tab.1 Original proportions of cut tobacco of different widths and lengths(by mass) (%)
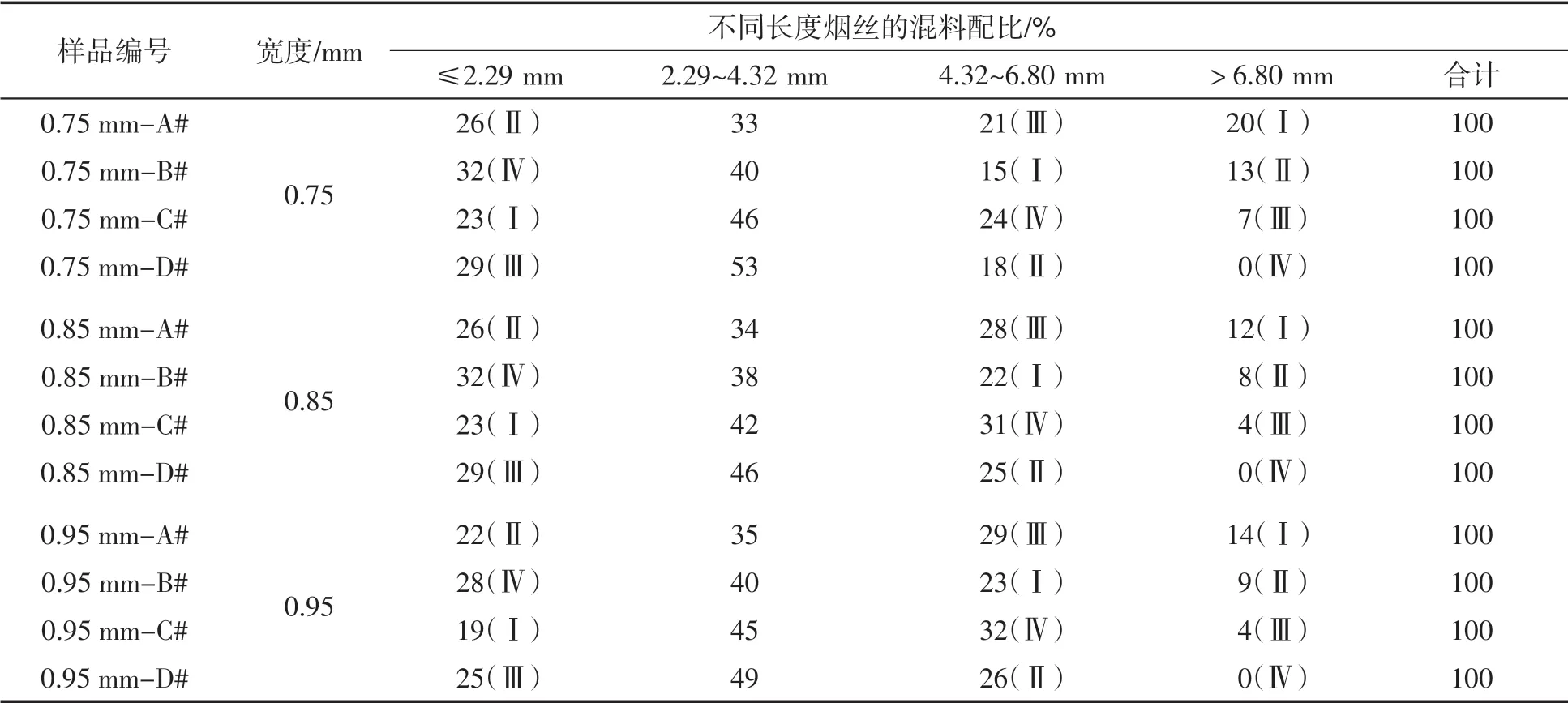
表2 煙絲長度段的混料方案①Tab.2 Blending design of cut tobacco length
1.2.2 細支卷煙樣品的制備
1.2.2.1 不同長度段煙絲的細支卷煙樣品制備取表1 中寬度0.85 mm 的4 種長度段煙絲樣品,按同一卷制參數分別卷制97(30+67)mm×17.0 mm×550 mg 的4 個細支卷煙樣品,按長度段≤2.29 mm、2.29~4.32 mm、4.32~6.80 mm 和>6.80 mm的順序依次編號為1#、2#、3#和4#。其中卷煙機平準盤為深度2.5 mm 的等槽結構。
1.2.2.2 不同長度段混料煙絲的細支卷煙樣品制備取表2 中12 種煙絲樣品,按同一卷制參數分別卷制97(30+67)mm×17.0 mm×550 mg 的12 個細支卷煙樣品,其編號同表2 中煙絲樣品編號。其中卷煙機平準盤為深度2.5 mm 的等槽結構。
1.2.2.3 樣品平衡
所有樣品均置入(22±2)℃、相對濕度(60±5)%環境中平衡48 h 待用。
1.2.3 樣品的檢測與分析
(1)取1#~4#細支卷煙樣品,按照《YC/T 476—2013 煙支煙絲密度測定 微波法》和《GB/T 22838—2009 卷煙和濾棒物理性能的測定》以及《GB5606.5 卷煙 第5 部分:主流煙氣》的要求,測量其煙支密度以及物理指標各5 次。煙支密度分別計算煙支軸向各序點密度的均值和標準偏差的平均值;物理指標分別計算其均值和標準偏差的平均值。測量其主流煙氣指標2 次,計算各主流煙氣指標的均值,并用指標轉換、均值比較、極差比較等直觀分析方式[15],考察煙絲長度對煙支密度、物理指標、主流煙氣指標的影響。
(2)取3 種寬度的A#~D#細支卷煙樣品,檢測與分析方法同上,考察寬度、長度配比對煙支密度、物理指標、主流煙氣指標的影響。
(3)綜合實驗結果,篩選出相對較優的煙絲寬度、長度組合,并對優化方案進行生產驗證。
2 結果與分析
2.1 煙絲長度及其配比對煙支中煙絲分布的影響
2.1.1 煙支密度理論值與檢測值的比較
在卷煙機平準盤的切削下,煙支中的煙絲分布必然為兩端壓實、中間填充狀態,在密度值折線圖上則表現為沿煙支軸向的“凹”形結構。采用等槽深的平準盤時,切槽的形態直接決定了密度值折線的“凹”形應為左右對稱。但樣品的煙支密度實際檢測結果與理論不符,如1#細支卷煙樣品的密度檢測值曲線與預測值折線存在明顯差異(圖1),說明沿煙支軸向序點的密度檢測值受相鄰位置物料的影響而與理論值不一致。為準確評價煙絲在煙支中的軸向分布情況,用軸向序[5,9]和[17,52]區間的密度檢測值來分別代表壓實段和填充段的密度值,并用壓實比(壓實段/填充段)來反映壓實段與填充段的煙絲分布關系。
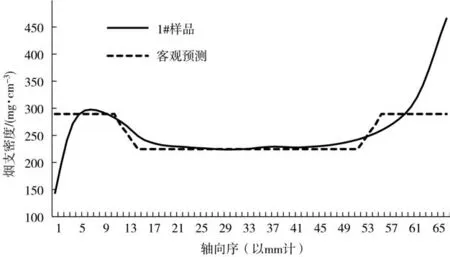
圖1 煙支密度理論值與檢測值的比較Fig.1 Comparison of density of tobacco rod between theoretical and measured values
2.1.2 煙支密度與煙絲長度的關系
1#~4#細支卷煙樣品的煙支密度分析結果見表3。表3 表明,①壓實段的煙支密度均值、標準偏差和極差均明顯高于填充段,因此平準盤的槽形結構對煙支內煙絲分布有較大影響;②在壓實段,煙支密度與煙絲長度呈負相關,且長度≤2.29 mm時煙支密度陡然增高;③在壓實段和填充段,煙支密度標準偏差均與煙絲長度正相關;④從壓實段與填充段的關系看,壓實比的均值與煙絲長度負相關,壓實比的標準偏差以2.29~4.32 mm 長度段的最低值為分界點,隨著長度的增加而先降低后增高。因此,煙絲長度越短,煙支壓實段密度和壓實比越高,且壓實段和填充段的煙絲填充量波動小,煙支端面飽滿,從而有利于卷煙濾嘴的接裝。
2.1.3 煙支密度與煙絲長度配比的關系
3 種寬度的A#~D#細支卷煙樣品的煙支密度分析結果見表4。表4 表明,①在壓實段,煙支密度的平均值與煙絲寬度負相關,而其標準偏差與煙絲寬度正相關;②在壓實段和填充段,寬度0.85mm 的A#~D#樣品的煙支密度極差均明顯高于同一編號其他寬度煙絲的樣品,更適合煙絲調控技術的應用;③寬度0.85 mm 煙絲的A#~D#樣品,煙支密度標準偏差的平均值在填充段最小,有利于吸阻的穩定。總體看寬度0.75、0.85 mm 的C#樣品(>6.80 mm 長度段煙絲配比為原配比的1/3),壓實段的煙支密度及其壓實比高,且壓實段和填充段的煙絲填充量波動小、煙支端面較飽滿,有利于卷煙的濾嘴接裝。
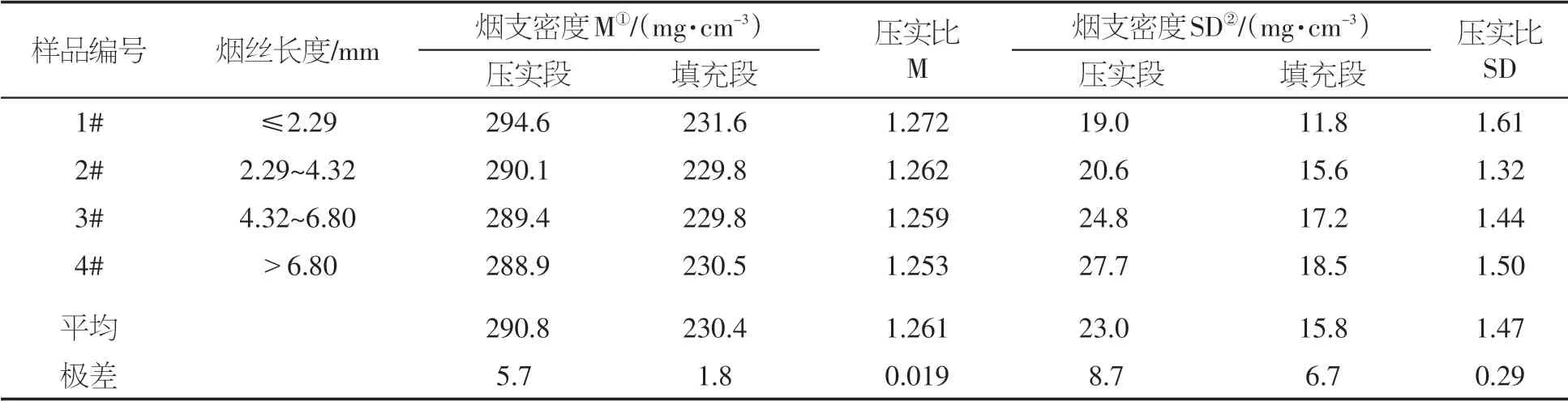
表3 1#~4#樣品的煙支密度及標準偏差Tab.3 Density and its standard deviation of tobacco rod samples No.1 to No.4
表4 與表3 相比,寬度0.85 mm A#~D#樣品的煙支密度平均值,在壓實段提升約3 mg·cm-3、在填充段降低1 mg·cm-3以上,而標準偏差的平均值在填充段和壓實段均有所降低。說明不同長度煙絲混料可減少煙支中煙絲填充量的波動,且煙支端面更飽滿,有利于濾嘴接裝和物理質量穩定。
表4 各寬度A#~D#樣品的煙支密度及標準偏差Tab.4 Density and its standard deviation of tobacco rod samples No.A to No.D with different cut tobacco widths
2.2 煙絲長度及其配比對物理指標的影響
2.2.1 煙絲長度與物理指標的關系
1#~4#細支卷煙樣品的物理指標檢測結果見表5。對表5 中均值的數據進行分析可知,①煙絲長度與含末率、端部落絲量、吸阻、硬度、濾嘴通風率均呈負相關,這與壓實段煙支密度、壓實比均負相關于煙絲長度的結論一致,可認為煙絲長度會影響煙支密度,進而對細支卷煙物理指標也有影響。②1#樣品除濾嘴通風率外,其他4 個物理指標的檢測值均陡然增高。因此通過增加≤2.29 mm煙絲比例,有助于提高煙支的硬度、吸阻和濾嘴通風率,從而可以獲得較好的輕松感、滿足感[16],但端部落絲量、含末率等指標會明顯變差。
對表5 中標準偏差進行分析可知:①端部落絲量的標準偏差與煙絲長度負相關,即煙絲越短,端部落絲量波動越大;②1#樣品的含末率標準偏差陡然增高,說明長度≤2.29 mm 的煙絲在煙支中的組成不夠穩定;③1#、4#樣品的硬度、吸阻、濾嘴通風率的標準偏差低,其指標波動小。可見長度≤2.29 mm、>6.80 mm 的煙絲有利于重要物理指標的穩定,但長度>6.80 mm 的煙絲同時更有利于含末率和端部落絲量的穩定。因此調控煙絲結構也要保留一定比例長度>6.80 mm 的煙絲。

表5 1#~4#樣品的物理指標Tab.5 Physical indexes of samples No.1 to No.4
2.2.2 煙絲長度配比與物理指標的關系
3 種寬度A#~D#細支卷煙樣品的物理指標檢測結果見表6。對表6 中的極差進行比較可知:硬度、濾嘴通風率和吸阻的平均值,以及濾嘴通風率標準偏差這4 個指標,不同切絲寬度間指標值的極差高于相同切絲寬度不同煙絲長度間指標值的極差;而硬度標準偏差則相反。說明通過調整切絲寬度,可以調控硬度、濾嘴通風率和吸阻的大小;而通過調控不同長度煙絲的比例,則可調控硬度和吸阻的穩定性。
表6 各寬度煙絲A#~D#樣品的物理指標Tab.6 Physical indexes of samples No.A to No.D with different cut tobacco widths
對表6 中的平均值進行比較可知:①切絲寬度為0.85 mm 的A#~D#樣品,較其他切絲寬度煙絲的硬度、吸阻低,且濾嘴通風、端部落絲量和含末率較高,因而輕松感好,但經濟性差。②除含末率外,切絲寬度為0.85 mm 的A#~D#樣品有4 個指標的標準偏差均最低,指標波動小;③0.85 mm-C#樣品(>6.80 mm 長度段煙絲比例為原配比的33%),硬度、吸阻最低,端部落絲量、含末率偏低,且濾嘴通風率最高,其輕松感、經濟性均呈現較高水平。切絲寬度為0.85 mm 樣品的總體特征與個體特性的矛盾,證明其不但適合煙絲調控技術的應用,同時通過調控也能獲得較好的細支卷煙質量。
2.3 煙絲長度及其混料配比對主流煙氣指標的影響
2.3.1 煙絲長度與主流煙氣指標的關系
1#~4#細支卷煙樣品的主流煙氣指標檢測結果見圖2。圖2 表明,①主流煙氣中總粒相物、焦油量、水分、CO 量均正相關于煙絲長度,且單因素的重復方差分析結果[17-19]表明其為極顯著正相關;②除長度1#樣品外,其他長度段煙絲樣品的煙堿量基本一致。可見煙絲長度與總粒相物、焦油量、CO 量、水分的正相關性,可能與煙支燃燒狀態[20]有關,而煙支的燃燒狀態則與煙支中的煙絲分布相關。
2.3.2 煙絲長度混料配比與主流煙氣指標的關系
圖2 1~4#不同長度煙絲樣品的主流煙氣指標的值Fig.2 Test results of mainstream smoke of samples No.1 to No.4
3 種寬度A#~D#細支卷煙樣品的主流煙氣指標測試結果見表7。對表7 中的寬度間極差和長度混料間極差進行對比分析可知:①CO 量的寬度間極差明顯大于長度混料間極差;②抽吸口數的長度混料間極差略大于寬度間極差;③寬度0.85 mm的A#~D#樣品,各指標的極差均呈現最高或次高水平。說明通過調控長度配比可以控制抽吸口數,通過調控寬度可以控制水分、CO 量,且寬度0.85 mm 的煙絲所卷制的細支卷煙主流煙氣指標的調控效果較好。
對表7 中主流煙氣指標檢測值進行對比分析可知:①寬度0.95 mm 的A#~D#樣品,其抽吸口數平均值高,燃燒性較差;②寬度0.85 mm 的A#~D#樣品,總體上煙堿量高、水分高、CO 量偏低,有利于抽吸品質中滿足感和潤感的保持[16];③0.85 mm-C#樣品(>6.80 mm 長度段煙絲配比為原配比的1/3)的主流煙氣指標,抽吸口數、CO 量、總粒相物和焦油量最低或接近最低,煙堿量、水分中等,說明燃燒性好,安全性指標較好,滿足感、潤感中等[16]。
表7 各寬度A#~D#樣品的主流煙氣檢測結果Tab.7 Test results of mainstream smoke of samples No.A to No.D with different cut tobacco widths
2.4 細支卷煙的煙絲結構優化方案及生產驗證
通過對煙絲寬度、長度及長度配比對細支卷煙TS(XY)質量的影響分析可知,寬度0.85 mm 是煙絲寬度對細支卷煙質量影響的分界點,且有利于細支卷煙質量;長度>6.80 mm 煙絲的配比宜從原始配比的13.8%降低為4%(水平Ⅲ)。因此,確定優化方案見表8。表8 表明,降低超長絲(長度>6.80 mm 煙絲)、降低短碎絲(長度≤2.29 mm 段煙絲)、切絲寬度0.85 mm,是細支卷煙煙絲結構調控的重要技術方向。常見的片狀梗絲,在寬度形態上與煙絲存在根本性區別,而不利于細支卷煙質量;同時降低超長絲過程必然會導致短碎絲的增加,所以需在生產中兼顧超長絲和短碎絲間的配比平衡。因此,可將細支卷煙制絲關鍵調控技術概括為“控長、控碎、控寬(指非等寬,甚至達到片狀)”。
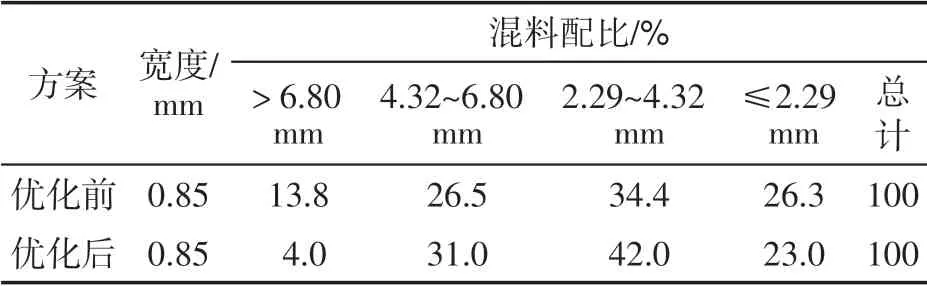
表8 適宜細支卷煙質量的煙絲結構方案Tab.8 Suitable cut tobacco structure for making slim cigarettes
以本研究的結論為依據,自主開發絲狀梗絲制造、在線超長絲篩分、烘后柔性斷絲、三級篩片等系列煙絲調控技術并進行生產應用。經鄭州煙草研究院測試和生產驗證,效果見表9[1]。由表9可以看出,煙絲調控后長度>6.80 mm 的煙絲下降幅度較大且接近優化方案,長度≤2.29 mm 的煙絲比例增高(與優化方案中并不一致),這與斷絲技術在工程應用中必然會產生的造碎有關。同時煙絲的碎絲率雖然增加0.4 百分點,但由于卷包過程的剔除率降低1.0 百分點以上,卷煙機運行提升至額定生產能力,從而單箱消耗明顯下降。同時吸阻穩定性明顯提升,硬度穩定性略有改進。
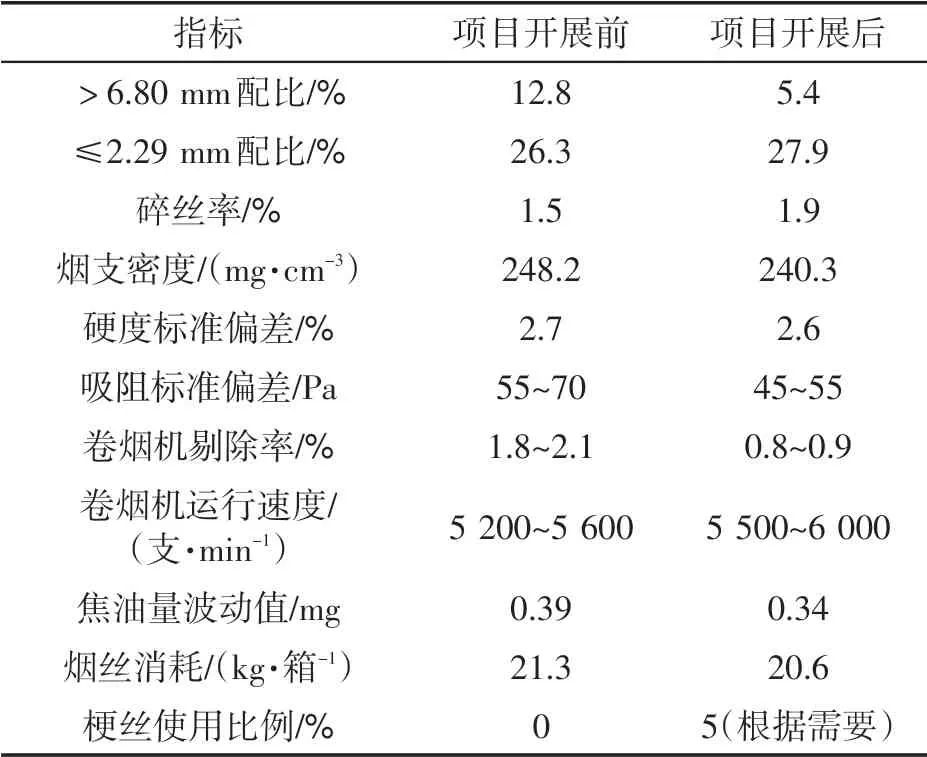
表9 生產驗證的效果Tab.9 Effects of production verification
3 結論
在本研究范圍內,①煙支壓實段密度檢測值、壓實比均與煙絲長度呈負相關,而煙支密度標準偏差與煙絲長度呈正相關;煙支吸阻、硬度、濾嘴通風率、含末率、端部落絲量等物理指標與煙絲長度負相關;TPM、焦油量、水分、CO 量與煙絲長度極顯著正相關。②寬度0.85 mm 的煙絲,呈現出良好的煙支密度、物理指標、主流煙氣指標上的可調控性,且水分高而穩定,有利于抽吸品質中潤感的保持;當長度>6.80 mm 的煙絲混料配比4.0%時,煙支壓實比高,硬度、吸阻低,濾嘴通風率高,且指標穩定性好,主流煙氣的焦油量和CO 量均相對較低,煙堿量適中。③煙絲長度影響煙支軸向密度,進而通過煙支密度影響細支卷煙的物理指標和主流煙氣指標。④通過對長度>6.80 mm和≤2.29 mm煙絲的混料配比進行控制以及梗片的絲狀處理,碎絲率增加約0.4 百分點,卷制機剔除率降低約1.0 百分點,吸阻穩定性提升,硬度略有增加,細支卷煙機運行效率有所提升。
