基于STL模型的雙面數控漸進成形干涉檢查與修正
2019-12-17 06:48:38肖冬選姜在寬
中國機械工程 2019年23期
朱 虎 肖冬選 姜在寬
1.沈陽航空航天大學機電工程學院,沈陽,1101362.慶南大學機械自動化工學部,昌原,51767
0 引言
金屬板材數控漸進成形技術是一種新的板材無模成形技術[1]。該技術不采用模具也可成形加工出具有復雜幾何形狀的板材件,非常適合于小批量多品種生產[2],并可廣泛應用于醫療器械、交通運輸和航空航天等領域[3]。
雙面數控漸進成形是數控漸進成形技術的一種[4-5],不同于現行的采用一個成形工具頭的單點數控漸進成形,雙面數控漸進成形在成形過程中采用的是一主一副兩個工具頭,其中主工具頭起主擠壓作用,副工具頭作為局部動態支撐,對板材起支撐作用,并且兩工具頭分別位于板材兩側,在整個成形過程中兩工具頭做同步協同運動[6-7]。然而,在雙面數控漸進成形過程中,由于分別位于板材兩側的兩工具頭需要時刻保持同步協同的運動關系和一定的相對位置關系,使得工具頭與板材之間發生干涉的概率加大,因此在生成雙面數控漸進成形軌跡時有必要解決擠壓工具與工件的干涉問題。LINGAM等[8]對由成形力引起的工具頭和板材變形進行補償并生成了成形軌跡,但對于工具頭與板材之間由于位置不當引起的干涉問題,僅考慮將設計件的開口干涉部位設計為大于成形工具頭半徑的圓角的方法,并沒有提出實際有效的干涉修正方案。隨后,LINGAM等[9]又提出了基于STEP數據模型的、具有主/副工具頭切換功能和干涉檢查等功能的雙面數控漸進成形軌跡生成方法,但研究中并未考慮不具有拓撲信息的STL模型,且副工具頭軌跡僅通過調整模型來避免干涉,未能從根本上解決干涉問題。此外,雖然有基于STL模型的關于單點數控漸進成形的工具頭與工件之間干涉問題的研究[10],但不能應用于采用兩個工具頭的雙面漸進成形中工具頭與工件之間的干涉處理問題。
總之,到目前為止,針對兩個同步協同運動的工具頭與工件之間干涉檢查與修正問題的研究不夠完善,特別是以STL模型為輸入模型的關于雙面數控漸進成形干涉檢查與修正問題的研究尚未見文獻報道。針對這一問題,本文提出一種基于STL模型的雙面數控漸進成形工具頭與工件之間的干涉檢查與修正方法,為雙面數控漸進成形技術的后續研究提供一種思路。
1 主工具頭軌跡干涉處理
對于一個板材件,主工具頭接觸的板材件表面稱為主成形面,副工具頭接觸的板材件表面稱為支撐面。本文由主成形面生成主工具頭成形軌跡,并以此生成副工具頭成形軌跡。根據主成形面生成主副工具頭成形軌跡的方法有兩種:第一種方法為利用水平面切割主成形面,生成主工具頭刀觸點CC1,并由主工具頭刀觸點CC1向法向量方向偏置主工具頭半徑R1距離,得到主工具頭刀位點CL1;再由主工具頭刀位點CL1根據兩工具頭半徑(R1和R2)以及板材件變形厚度t求得副工具頭刀位點,進而生成主副工具頭的成形軌跡(圖1a)。第二種方法為將主成形面等距偏置主工具頭半徑R1距離,生成主工具頭球心所在的主刀位面,并利用水平面切割主刀位面生成主工具頭刀位點,再由主工具頭刀位點求得副工具頭刀位點 (圖1b)。
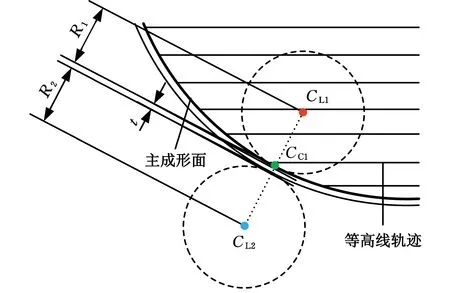
(a)刀觸點法
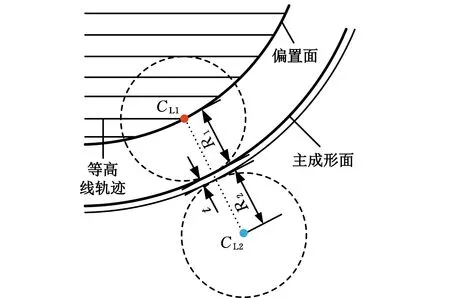
(b)刀位面法圖1 主副工具頭軌跡生成Fig.1 Main and vice forming toolpath generation
第一種方法以等高切割主成形面所得交點作為主刀觸點,由此反求主刀位點,進而求得副刀位點。該方法計算簡單,但由于求得的主副工具頭刀位點均不在同一水平面內,因此加工工藝性較差。第二種方法以等高切割主成形面的偏置面(主刀位面)得到主刀位點,進而求得副刀位點。該方法可避免主工具頭與板材成形特征和非成形特征間干涉問題的產生,且因每層刀位點在同一水平面內,加工工藝性相對較好,但由此求得的副刀位點依然具有不在同一水平面內的問題。
綜合以上兩種成形軌跡生成方法的優劣,本文選擇不會產生主工具頭干涉問題且加工工藝性較好的偏置刀位面的軌跡生成方法,即第二種方法。其中,成形特征的主成形面按頂點偏置的方式生成主工具頭刀位面,其中頂點偏置采用向量平均法來實現。
2 副工具頭軌跡干涉檢查與修正
副工具頭的刀位點是由主工具頭刀位點沿其法矢量的反方向進行偏置生成的,生成時并沒有排除干涉發生的可能性,因此副工具頭與板材之間可能存在干涉問題。副工具頭與板材件的干涉主要有兩種類型:一種類型是工具頭與板材非成形特征區的干涉,另一種類型是工具頭與板材成形特征區的干涉。
2.1 工具頭與非成形特征區域板材的干涉
小成形角區域與大成形角區域之間的干涉主要集中在圖 2所示的非成形特征區域與成形特征區域的相鄰過渡位置。LINGAM等[8]采用對模型倒圓角的方式修正板材件開口和底部位置工具頭過度擠壓的問題,但并沒能從本質上解決該干涉問題。
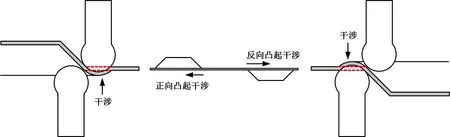
圖2 非成形特征區域干涉Fig.2 Inference in none forming features area
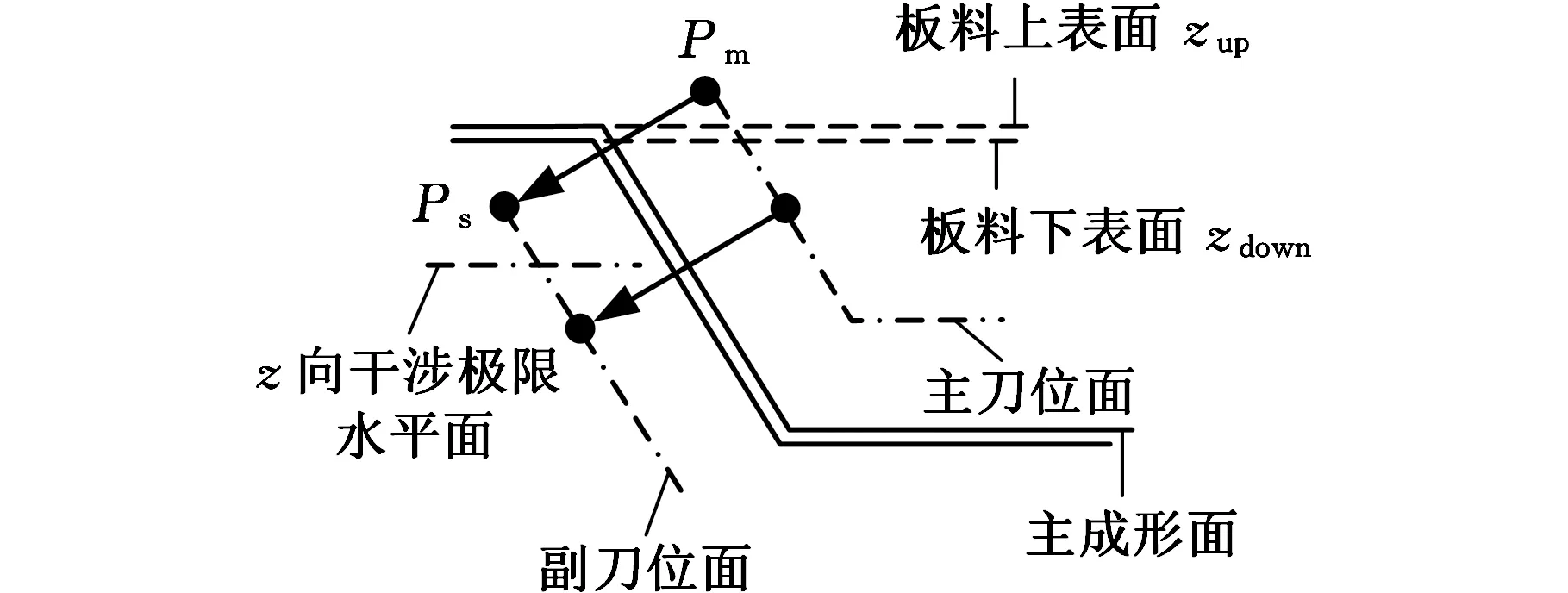
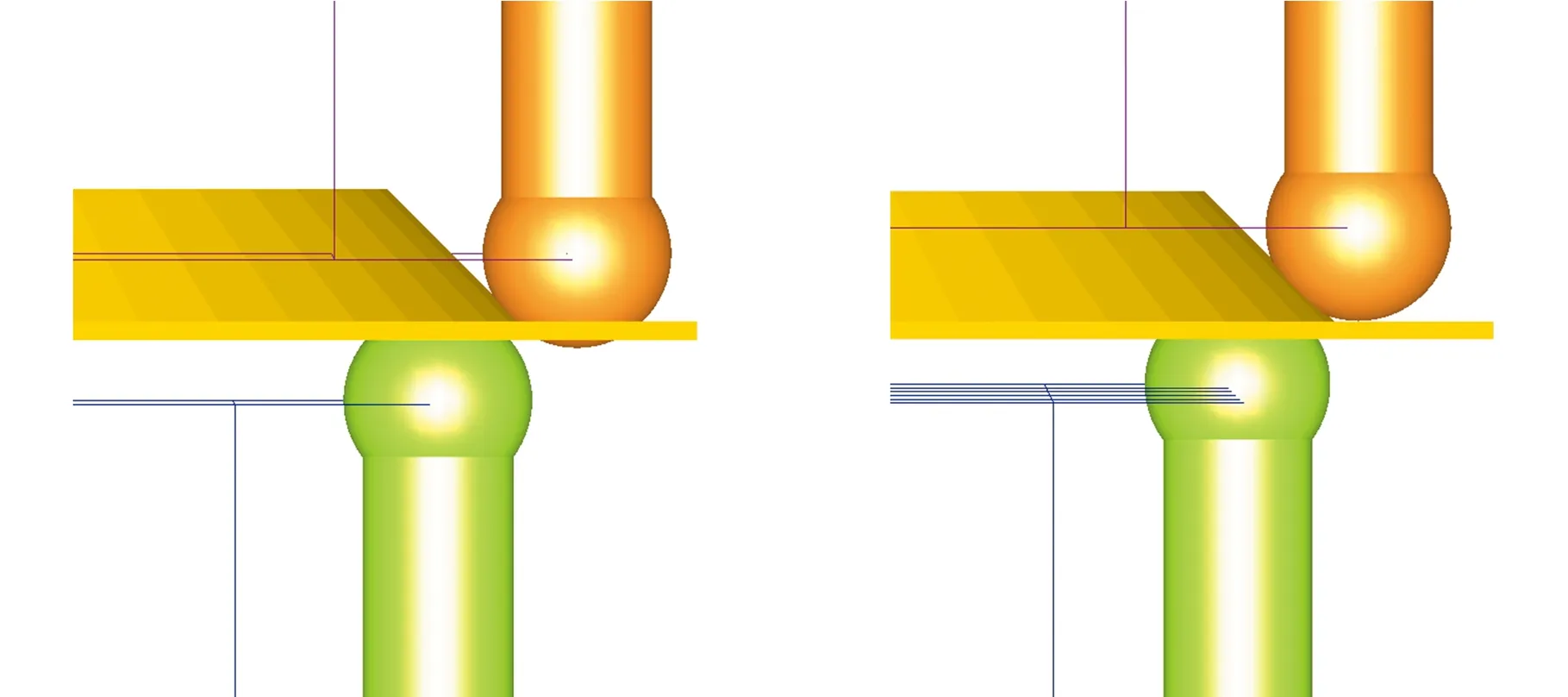
過渡位置主要為板材件開口位置,該位置軌跡干涉檢查方法為判斷副工具頭刀位點是否超出z向干涉極限水平面。如圖 3所示,當成形區域位于反向凸起特征上時,z向干涉極限水平面為從板料下表面(zdown)向下、與下工具頭的距離為半徑R2的水平面(zdown-R2);當成形區域位于正向凸起特征上時,z向干涉極限水平面為從板料上表面(zup)向上、與上工具頭的距離為半徑R1的水平面(zup+R1)。
干涉軌跡的修正處理通過刀位點平移和刀位點截交替換兩個環節完成。如圖 3a所示,刀位點平移是將超出z向干涉極限水平面的副刀位軌跡點Ps進行z向(向上或向下)平移,使其落在z向干涉極限水平面之上,平移后副刀位點變化為Psp,如圖 3b所示。
(a)平移前
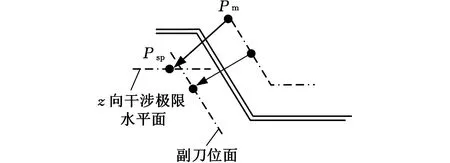
(b)平移后圖3 刀位點平移Fig.3 Cutter location points translation
刀位點截交替換過程如圖4所示,將平移處理后所得的副刀位點Psp沿PspPmp的方向進行偏移。首先作與該副刀位點Ps(圖4a)對應的主刀位點Pm在z向干涉極限水平面上的投影點Pmp,并作直線PspPmp,求出直線PspPmp與副刀位面的交點Psc,并利用該交點Psc替換原干涉的副刀位軌跡點Ps。刀位點截交替換后,主副工具頭的同步性可能會降低,但該不同步的錯移問題相比于干涉引起的形狀誤差導致的精度降低可以忽略不計,即以降低主副工具頭同步性為代價保證了成形質量和精度問題,避免了成形過程中產生的干涉問題。圖 3和圖 4所示副刀位面由成形特征主成形面沿三角面片法向量的相反方向偏置t+R的距離所得,其中t為任意成形位置的板材按正弦減薄規律減薄后的厚度,R為工具頭半徑,當位于反向凸起特征上時R=R2,位于正向凸起特征上時R=R1。
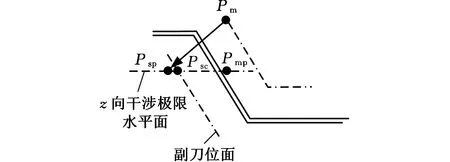
(a)二維圖
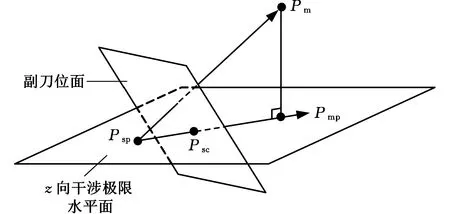
(b)三維圖圖4 刀位點截交替換Fig.4 Cutter location points intersecting replace
刀位點截交替換的難點在于求解副刀位點的替換點Psc時,副偏置刀位面中與線段PspPmp相交的三角面片的確定。本文是采用直線與三角面片相交測試的標量三重積法[11]確定副刀位面中與Psp和Pmp連線相交的三角面片并求得交點的。如圖 5所示,對于給定的任意三角形ABC以及經過點P(主刀位點投影點)、Q(副刀位點調整點)的直線,若直線與三角形所在平面的交點S位于三角形ABC的內部,則直線與三角形相交。所以,可根據計算線與面的交點S,并通過判斷點與三角形的包含關系來確定直線與三角形是否相交。
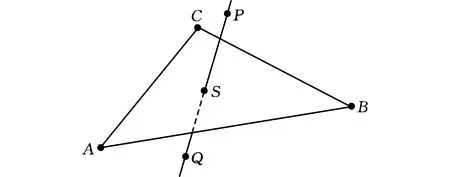
圖5 直線與三角面片相交的標量三重積法Fig.5 Scalar triple product of the intersection of the line and triangular face
由于副刀位面由三角面片組成,而三角面片的數量根據STL模型的離散精度的不同而不同,所以直接計算直線與三角面片所在面的交點S的位置,并判斷交點與三角形的位置關系比較繁瑣。因STL模型中三角面片的存儲方式比較規則,其(三角面片)頂點以逆時針(或順時針)為存儲順序方向,所以可依據得到的副刀位面中三角面片的存儲順序特性進行判別交點S與三角形的位置關系。若三角面片ABC頂點是依據逆時針排列的,且交點S始終位于三角形各邊AB、BC、CA的左邊,則點S位于三角形內部。同理,若三角形各頂點按順時針排列且點S位于各邊的右邊,則交點S位于三角形外部。
以主刀位點投影點P,副刀位點調整點Q,符合相交關系的三角面片的三個頂點A、B、C組成向量PQ、PA、PB、PC,得到下式所示的標量三重積(向量的混合積):
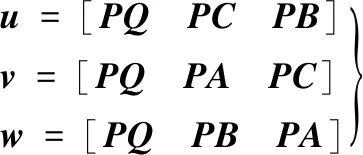
(1)
根據求出的向量混合積u、v、w的值以及三角形ABC的三個頂點坐標A(xa,ya,za)、B(xb,yb,zb)、C(xc,yc,zc),由下式求得交點S坐標在三角形ABC各頂點上所占權重比系數:
(2)
得到直線與三角面片的交點S(xr,yr,zr)的坐標如下:
(3)
另外,以主副刀位點的投影點組成的直線PQ與副刀位面上三角面片進行相交測試時,滿足與PQ所在直線相交且交點在三角面片內部的情況,可能因模型中存在多特征或模型形狀復雜而不唯一。這種情況下,需要在遍歷三角面片集進行求交判斷時對各個交點進行記錄,并根據各交點坐標求出其與副刀位點的投影點間的距離,取距副刀位點的投影點最近的交點作為副刀位點干涉修正的替代點。
2.2 工具頭與成形特征區域板材的干涉
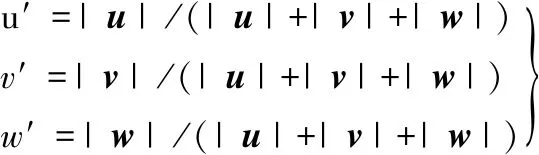
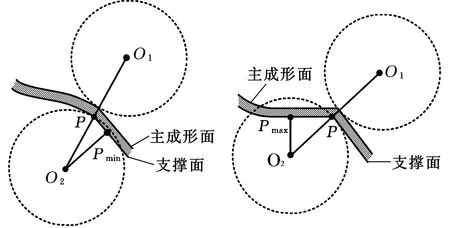
在成形特征內部區域的小成形角區域與大成形角區域之間的過渡處,工具頭與工件是否發生干涉(圖6),可通過判斷副刀位點Ps與支撐面F2之間位置關系來確定,圖6中,F1為主成形面,F3為主刀位面,F4為副刀位面。
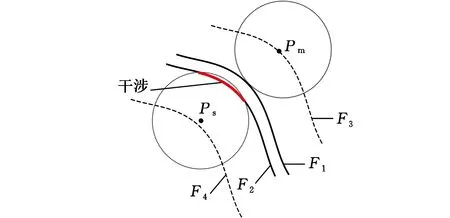
圖6 成形特征區域干涉Fig.6 The inference of the forming features area
修正方法是:求取副刀位點處與工具頭干涉的支撐面上三角面片,以所有干涉三角面片法向量的相反方向作為干涉修正方向,將副刀位點進行偏置直至不發生干涉。該修正方法能夠保證工具頭與板材接觸表面的刀觸點有且僅有一個,使得在不發生干涉的同時保證加工精度。
為確定干涉修正的偏置方向,需判斷并求取干涉位置以及與副工具頭發生干涉的三角面片。其方法是:判斷干涉副刀位點與支撐面中所有三角面片的距離,若該距離小于工具頭半徑R,說明該三角面片全部或部分在副工具頭內部,副刀位面的三角面片與副工具頭發生干涉。
圖7 三角面片的AABB包圍盒Fig.7 AABB surround box of the triangular face
根據三角面片頂點坐標可獲知其AABB包圍盒,以包圍盒進行包含測試篩選。如圖7所示,以A、B、C為頂點的三角面片ABC包圍盒的x向范圍為(xmin-R2,xmax+R2),y向范圍為(ymin-R2,ymax+R2),z向范圍為(zmin-R2,zmax+R2)。若副刀位點在包圍盒外部,則該副工具頭刀位點不發生干涉;若副刀位點在包圍盒內部,則進一步計算副刀位點與三角面片的最近點及其最近距離,判斷是否發生干涉。
當副刀位點在包圍盒內部時,工具頭與三角面片干涉判斷以及副刀位點與三角形面片的最近點及最近距離的求解采用Voronoi區域分割法。對于1個三角形所決定的1個三角形內部域、3個頂點域和3個邊域共7個Voronoi區域,若點P位于某個域內,則其對應的三角形上最近點為該域所指向的對象。如圖 8所示,若點P在頂點A的Voronoi域(VR(A))內,則其最近點為點A;若點P在邊AB的Voronoi域(VR(AB))內,則其最近點在邊AB上;若點P在三角形ABC內部的Voronoi域(VR(ABC))內,則其最近點在三角形ABC內部。同理,若點P在點B或點C的Voronoi域,則其最近點為域所屬對象的點;若點P在邊AC或邊BC的Voronoi域,則其最近點在域所屬對象的邊上。
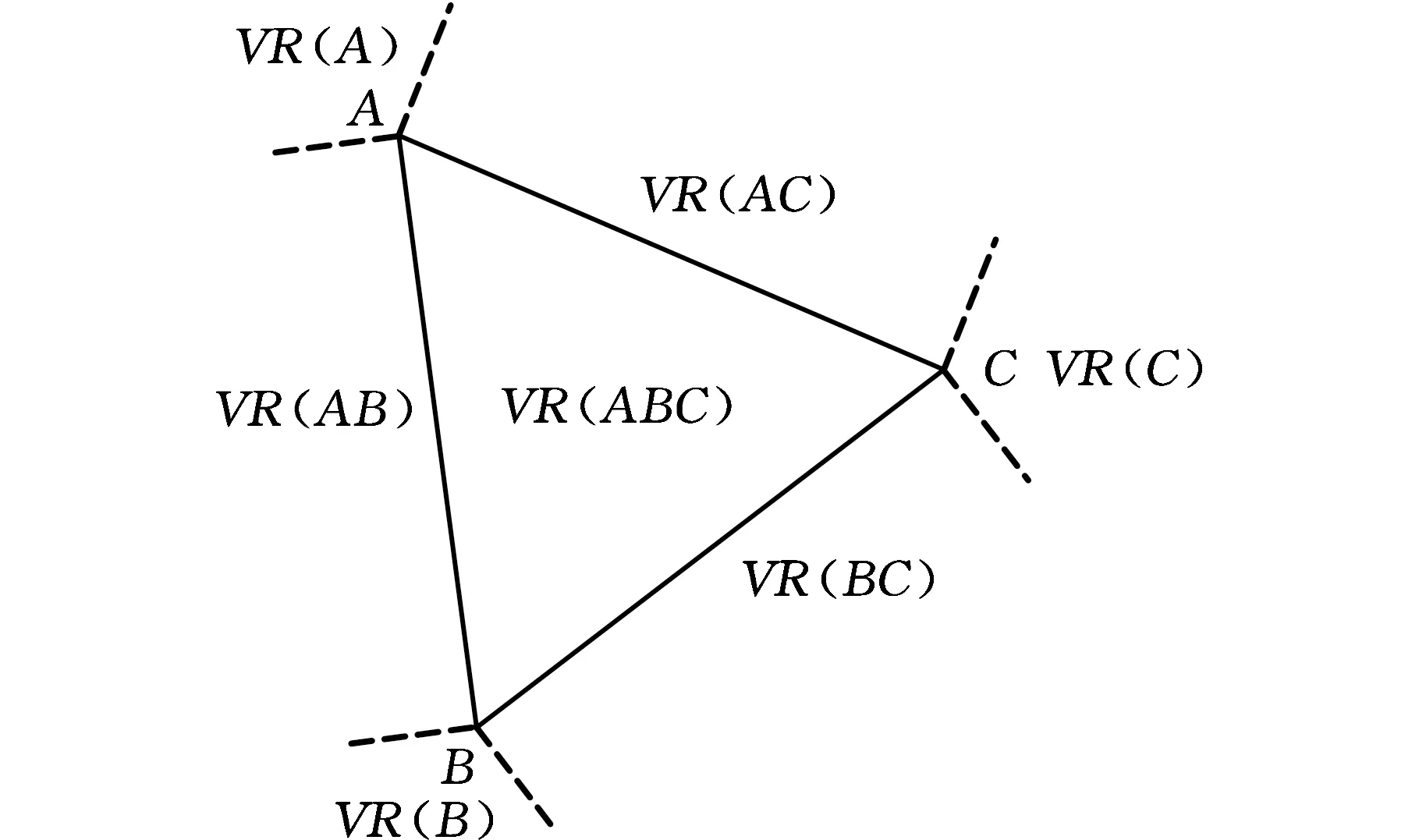
圖8 三角形的Voronoi域Fig.8 The Voronoi domain of the triangle
當求出副工具頭刀位點P與三角形ABC的最近點Q之后,求出點P與點Q間的距離。若PQ間距離小于副工具頭半徑,則副工具頭可能與板材件發生干涉,干涉與否需進一步判斷干涉三角面片與理論接觸擠壓點Ppress的位置關系。
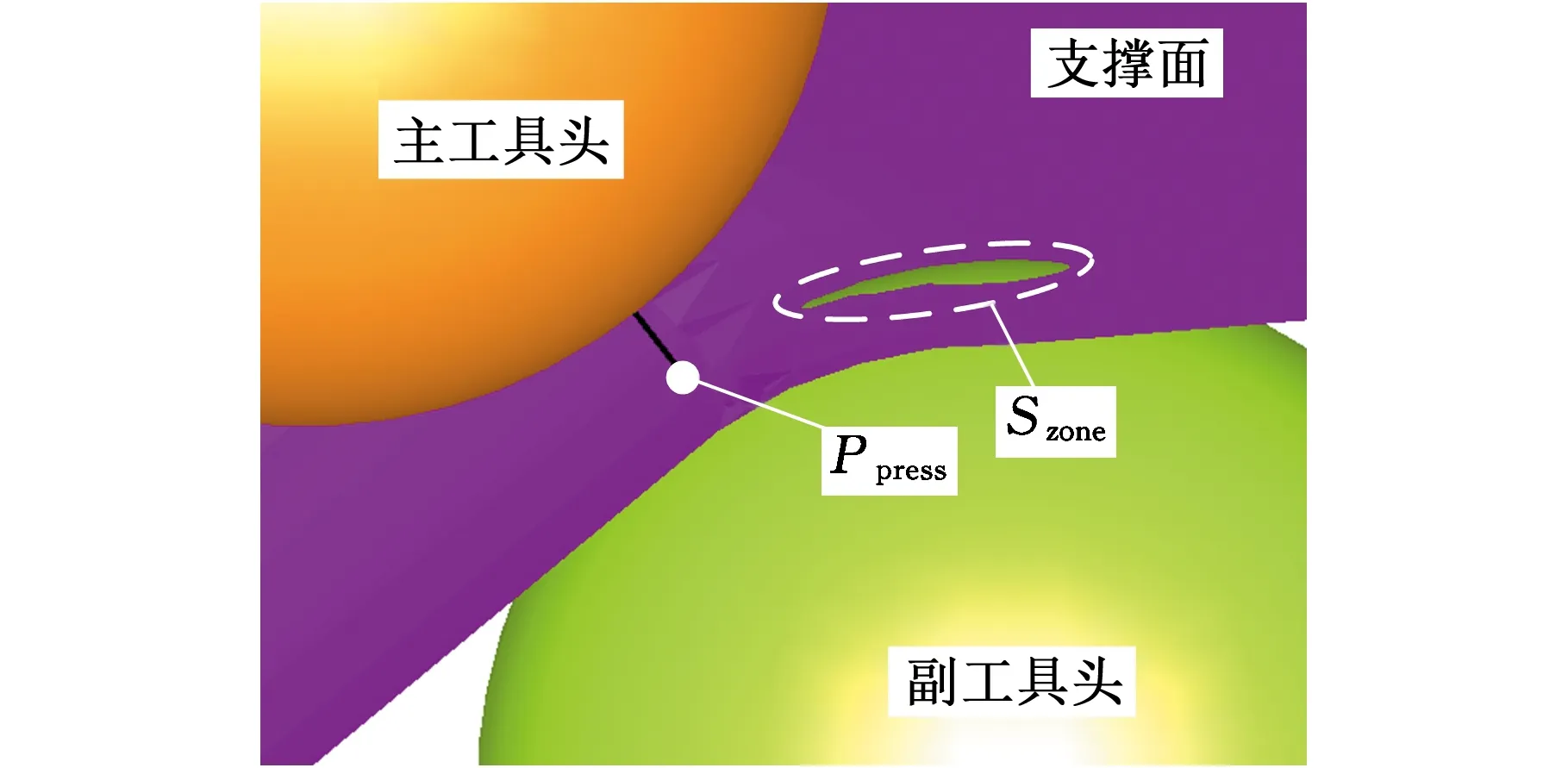
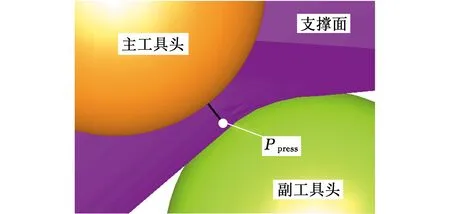
在反向凸起特征區域,如圖 9a所示,若干涉的部位Szone位于當前理論擠壓接觸點Ppress下方,則因自上而下順序進行成形加工,工具頭與待加工板材不發生干涉;如圖 9b所示,若干涉部位位于當前理論擠壓接觸點上方,即干涉部位為Szone1,則副工具頭與已成形板材件發生干涉(Szone2為當前工具頭所在位置的第二干涉部位)。相反,在正向凸起特征區域,若干涉的部位位于當前理論擠壓接觸點上方,則因自下而上順序進行成形加工,工具頭與待加工板材不發生干涉;若干涉部位位于當前理論擠壓接觸點下方,則副工具頭與已成形板材件發生干涉。
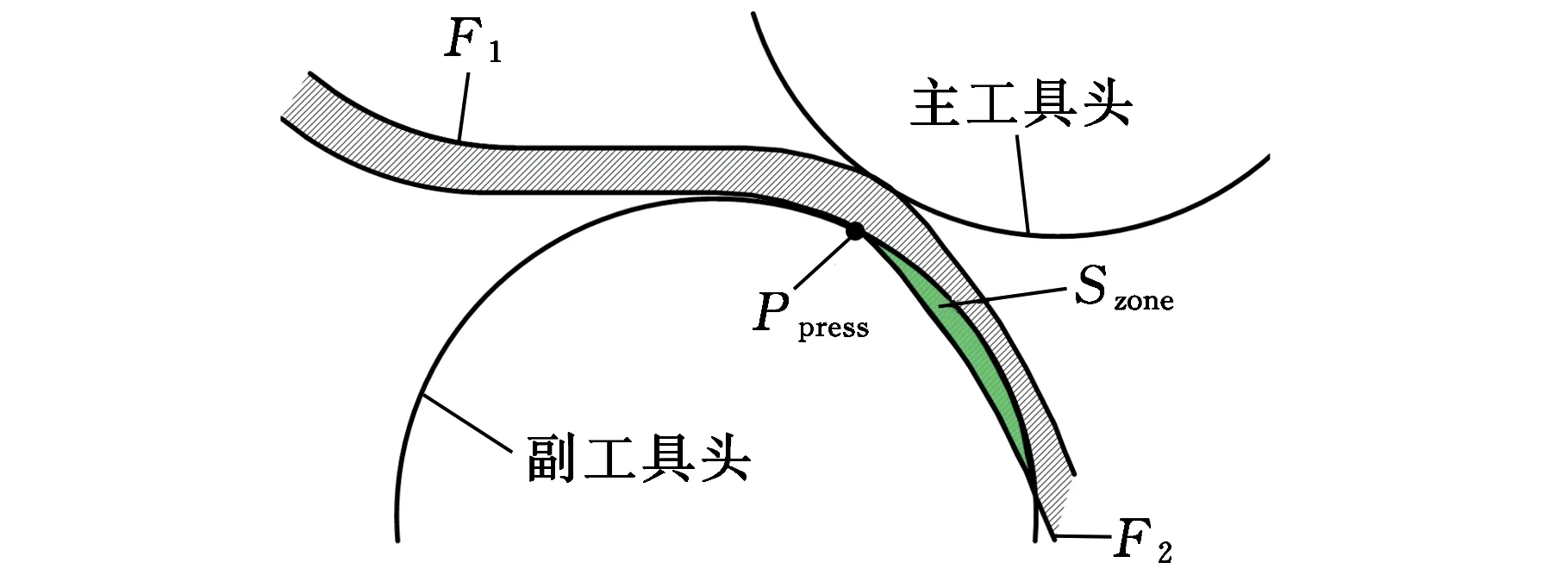
(a)斜面干涉區域
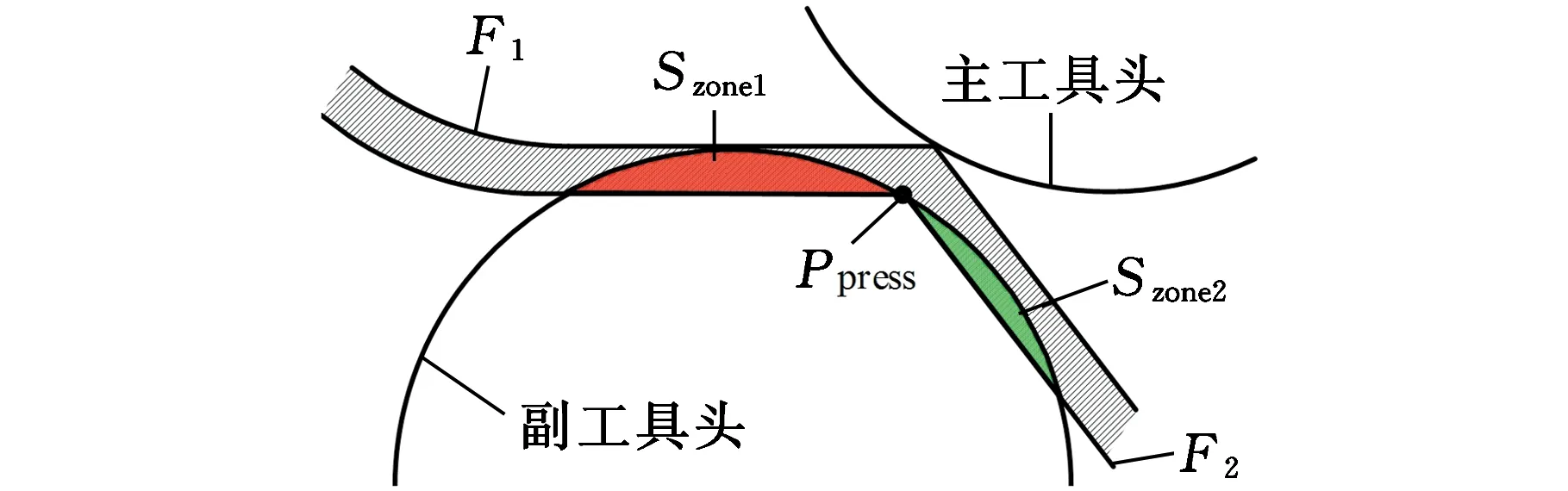
(b)棱角過渡干涉區域圖9 干涉部位Fig.9 Interference in parts
因此可將干涉類型總結為圖10所示低位干涉、等位干涉和高位干涉3種。低位干涉為干涉三角面片最近點位置低于實際接觸擠壓點的狀態,如圖10a所示,此類干涉不會對板材成形產生不良影響,無需干涉修正處理。等位干涉為干涉三角面片最近點的最高位置等于實際接觸擠壓點狀態,如圖10b所示,高位干涉為干涉三角面片最近點的最高位置高于實際接觸擠壓點狀態,如圖10c所示。等位干涉與高位干涉這兩種干涉狀態產生的干涉需要進行修正。
(a)低位干涉 (b)等位干涉
(c)高位干涉圖10 干涉類型Fig.10 Interference types
這兩種干涉問題的解決方法是:首先判斷副刀位點與支撐面三角面片的距離,若距離小于副工具頭半徑,則記錄干涉三角面片上最近點位置;然后,判斷干涉三角面片上的最近點與實際接觸擠壓點的位置關系以及干涉類型,判斷是否需要進行干涉修正;若需要進行干涉修正,則記錄當前副刀位點處所干涉的支撐面三角面片,利用各向量求平均的方法確定干涉修正方向;最后,沿著干涉修正方向進行步進偏置,偏置大小為0.01n(n= 1, 2, 3,…),直至不再發生等位干涉和高位干涉為止。
3 算法應用實例
在Windows 7環境下,利用C++、VC++和OpenGL實現了上述干涉檢查與修正算法的軟件系統的建立,并給出了算法應用實例。算法應用實例中,為清晰顯示和方便觀察,采用層間距為0.5 mm的等高線軌跡,選用半徑為5 mm的成形工具頭,選擇厚度為0.88 mm的板料。工具頭與非成形特征區域板材間的干涉修正算法應用實例如圖 11、圖 12所示。圖 11a所示為干涉修正處理前的副工具頭軌跡,副工具頭軌跡超出z向干涉極限水平面。圖 11b所示為干涉修正處理后的副工具頭軌跡,修正后的副工具頭軌跡降至z向干涉極限水平面內,并收縮至副偏置刀位面與z向干涉極限水平面的交線環上。
(a)修正前
(b)修正后圖11 副工具頭軌跡干涉修正Fig.11 Vice toolpath interference correction
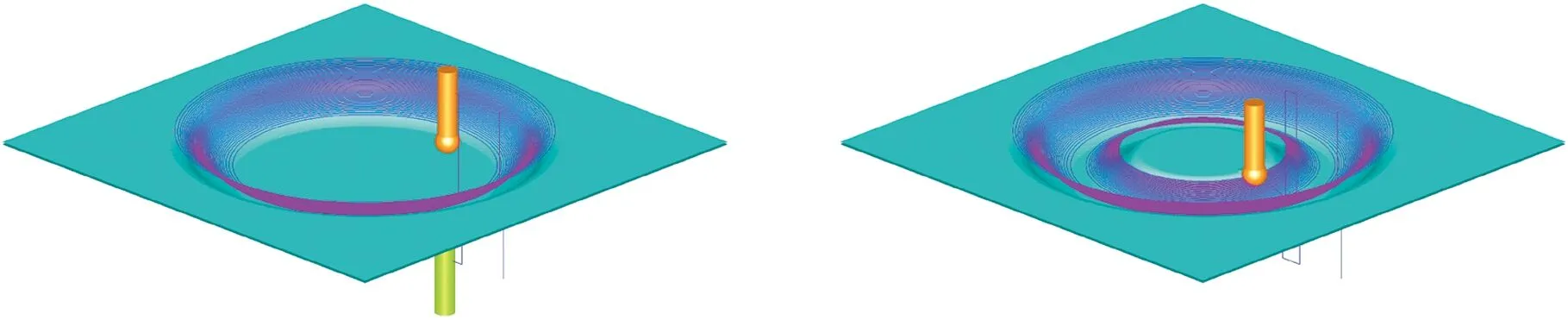
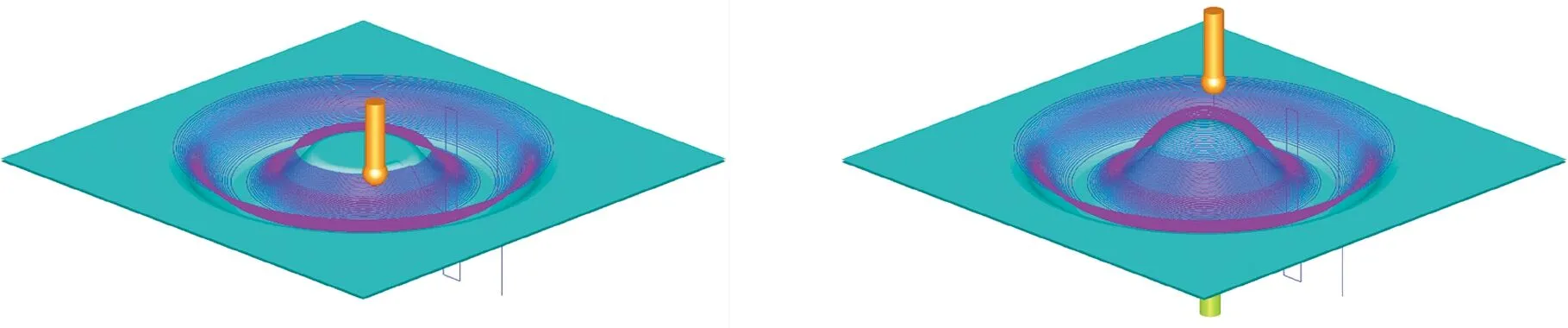
圖12所示為正向和反向凸起特征區域干涉軌跡的修正。圖12a顯示了副工具頭與板材發生的干涉,超出板材所在平面,圖12b所示為工具頭與板材干涉的修正;圖12c、圖12d分別為正向凸起特征區域的干涉與修正情況。
(a)反向凸起區域干涉修正前(b)反向凸起區域干涉修正后
(c)正向凸起區域干涉修正前(d)正向凸起區域干涉修正后圖12 干涉Fig.12 Interference
如圖13a所示,在成形特征區域(Szone)工具頭的一部分超出支撐面,發生干涉。因為工具頭與干涉區域(Szone)的最近點高于理論接觸擠壓點,是高位干涉情況,因此需要進行干涉修正。圖 13b顯示了在成形特征區域某一刀位點處,將副工具頭沿干涉區域(Szone)的均值向量方向進行偏移,進而修正了兩工具頭與支撐面之間的干涉。
(a)干涉修正前
(b)干涉修正后圖13 成形特征區域干涉修正Fig.13 Interference correction in the forming characteristic region
圖 14所示為內含式雙向凸起特征板材件的、基于干涉修正后成形軌跡的成形工具擠壓運動仿真過程,其板材擠壓運動采用了先擠壓外部的反向凸起特征后,再擠壓內部的正向凸起特征的順序。圖14示出了6個不同擠壓運動進度η下的板材件狀態,其中,圖 14a和圖 14b所示為外部反向凸起特征的擠壓運動過程,圖 14c為工具頭在特征間移動的空運動過程,圖 14d、圖 14e和圖 14f為內部正向凸起特征的擠壓運動過程。

(a)η=10% (b)η=30%
(c)η=35% (d)η=60%
(e)η=80% (f)η=100%圖14 擠壓運動仿真進度Fig.14 Extrusion movement simulation progress
4 成形實驗
為進一步驗證所生成的雙面數控漸進成形無干涉軌跡的可行性,在圖 15a所示的臥式雙面數控漸進成形機上進行成形實驗。成形實驗中,進給速度為500 mm/min,成形工具為直徑為6 mm的半球形工具頭,實驗板料為0.6 mm厚的1060鋁板,所生成的等高線成形軌跡的層間距為0.2 mm,潤滑油采用機油。雙面數控漸進成形加工過程如圖15b所示。
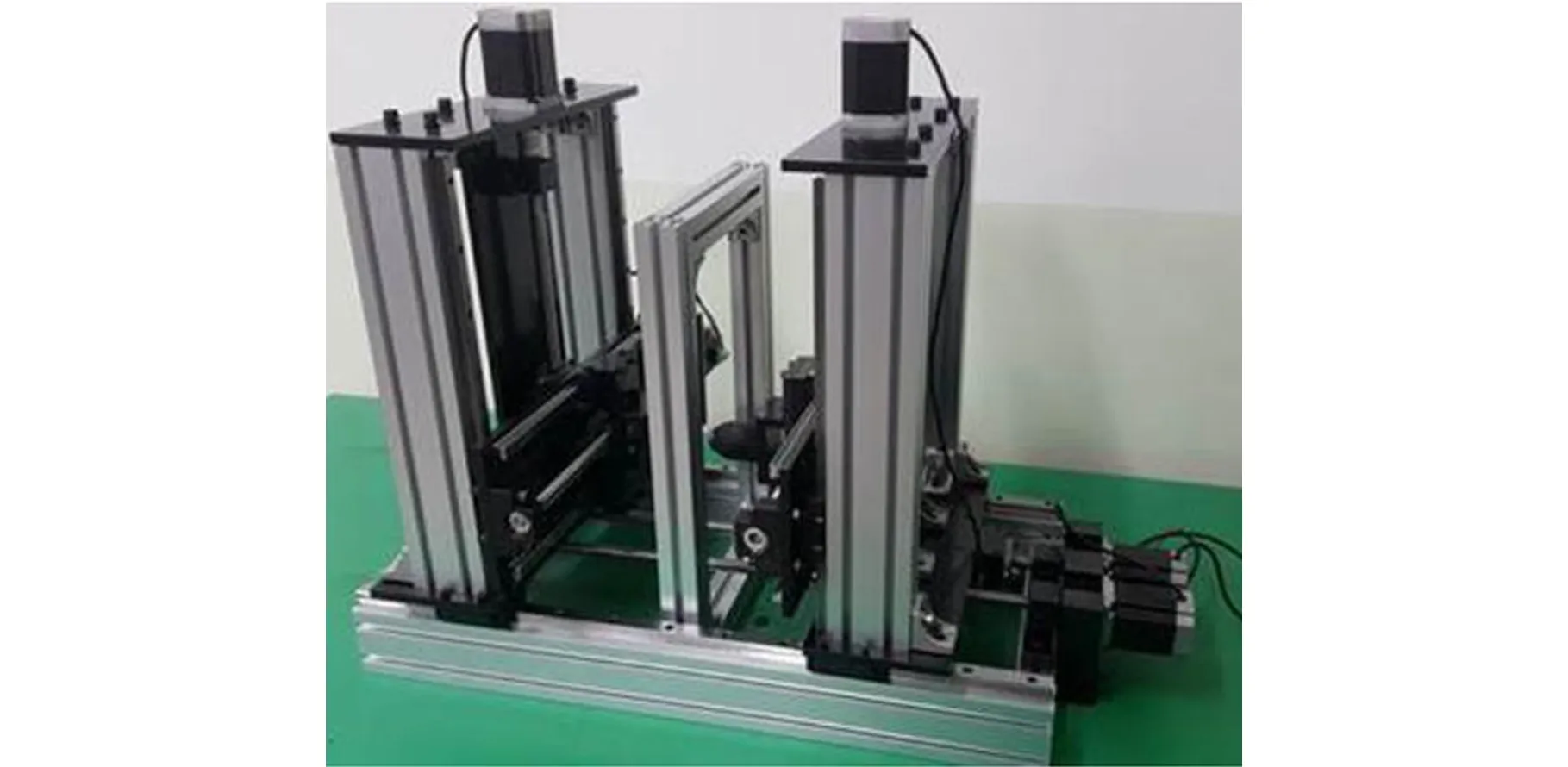
(a)臥式雙面數控漸進成形機
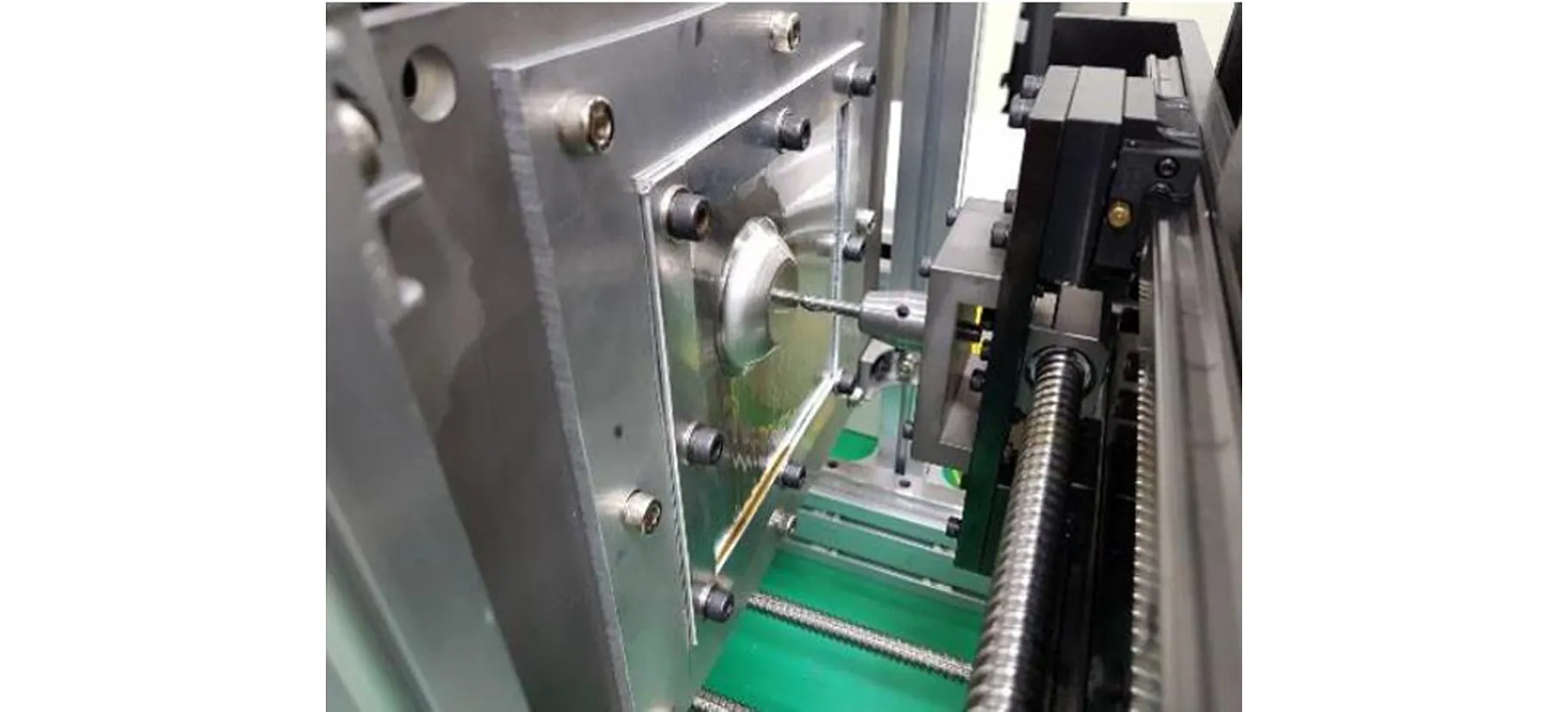
(b)成形實驗過程圖15 成形實驗Fig.15 Forming experiment
從雙面數控漸進成形實驗過程中可以觀察到,成形工具頭和工件之間未發生碰撞、破裂等干涉情況,整個成形過程順利進行。圖 16所示為成形加工所得到的實際板材件,沒有發生碰撞的痕跡和破裂,完好無損。
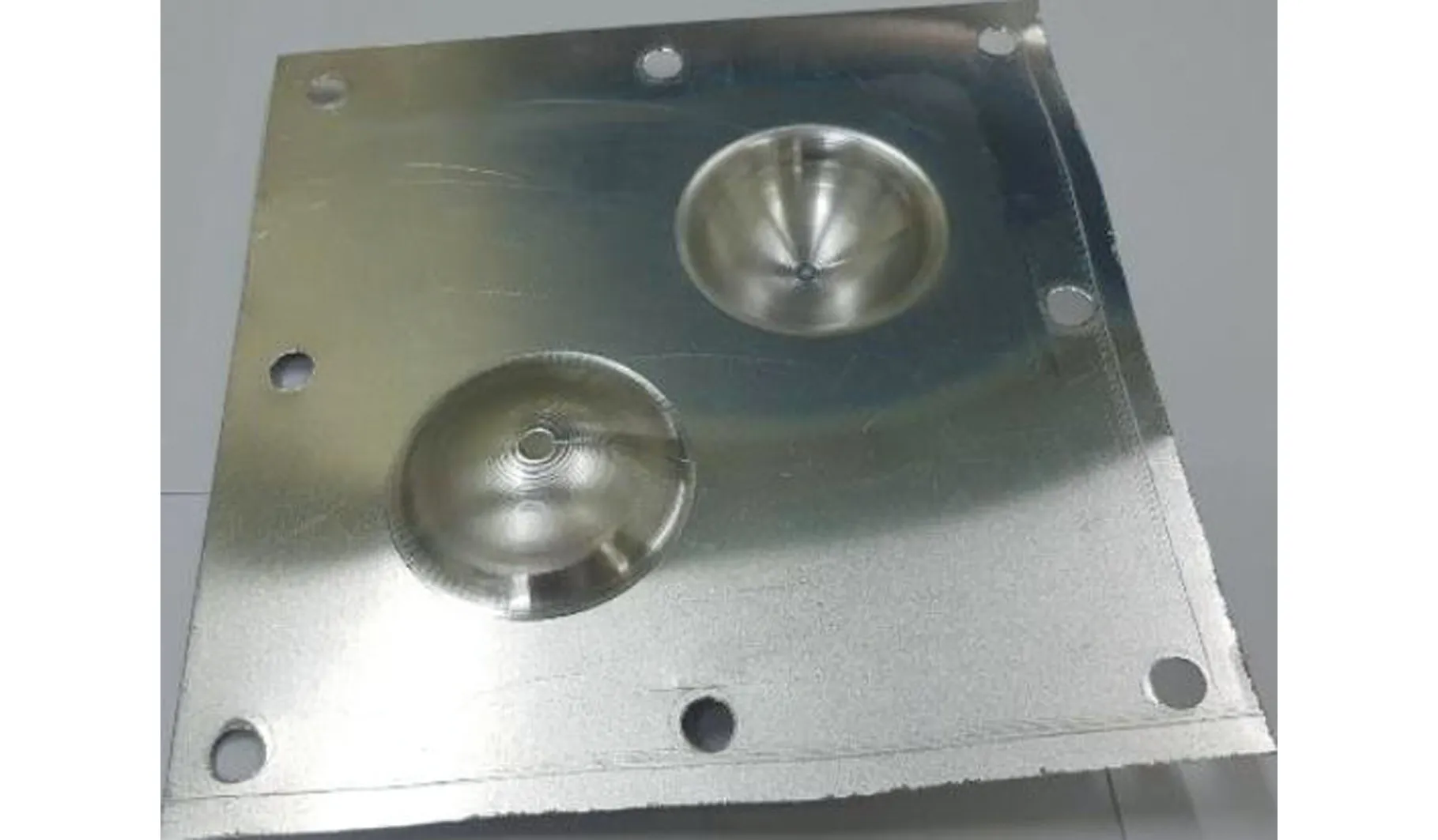
圖16 成形件Fig.16 Formed sheet metal part
5 結論
本文針對雙面數控漸進成形中兩工具頭與板材的干涉問題,提出了基于STL三角網格模型的干涉檢查與修正方法,并開發完成了相關的軟件系統。給出了能夠避免主工具頭與工件的干涉,并能夠檢查和修正副工具頭與成形特征區域及其非成形特征區域板材之間干涉的算法。內含式雙向凸起特征板材件的成形仿真過程和成形實驗結果表明,所提出的算法能夠很好地檢查出存在的干涉,進而有助于生成出無干涉的工具頭運動軌跡,使雙面數控漸進成形順利進行。
猜你喜歡
數學小靈通·3-4年級(2024年2期)2024-05-15 02:02:28
今日農業(2021年9期)2021-11-26 07:41:24
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
世界科學技術-中醫藥現代化(2020年2期)2020-07-25 02:05:36
瘋狂英語·新策略(2019年10期)2019-12-13 08:43:28
當代陜西(2019年10期)2019-06-03 10:12:04
數學小靈通·3-4年級(2017年9期)2017-10-13 08:10:54
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
