300噸短管端部加厚設備研究
2019-12-19 09:03:24
中國設備工程 2019年22期
關鍵詞:設備
(河北省地礦局第一地質大隊,河北 邯鄲 056001)
1 短管端部加厚設備國內外現狀和發展趨勢
國外的管端端部加厚設備主要適用于石油鉆桿,不適合短管的端部加厚。且重量普遍較重,同軸度差,價格昂貴。國內在管端加厚工藝和管端加厚設備的研究較少,目前專業生產制造管端加厚設備的廠家較少,大多廠家采用四柱壓力機結構加頂鍛的結構方式,也沒有解決同心度不好的問題,且體積較大,價格也很高,對短管管端加厚也有不足之處。
2 短管端部加厚設備市場需求前景廣闊
(1)煤鉆桿加工需要短管管端加厚設備,本單位已具備生產YDG200型、YDG300型、YDG600型端部加厚設備的能力,但設備僅適用于長度在3米以上鉆桿的管端加厚,隨著業務的不斷拓展,1~2m的鉆桿在市場上有很大的需求,尤其是煤礦用圓鉆桿、三棱鉆桿大都在2m以下且大部分采用端部加厚加摩擦焊接技術,根據市場需求經市場調研認為鐓鍛力為300噸的短管端部加厚設備市場需求前景廣闊。
(2)二氧化碳致裂儲液管加工需要短管加厚設備,二氧化碳儲液管大部分規格長度小于2m,用現有端部加厚設備加工非常困難。
隨著二氧化碳致裂技術應用領域的不斷拓展,二氧化碳致裂器產品市場需求量大幅增加,我隊自2016年年底積極開發二氧化碳致裂器產品,取得了較好經濟效益和社會效益。儲液管是其中的關鍵部件,儲液管選用高強度合金結構鋼管材,分為51、95、108、114、127、133等幾種規格,根據規格不同長度一般為900~2000mm,儲液管兩端需進行加厚處理來安裝發熱裝置和定壓片,并保證螺紋連接處有足夠的強度。普通鉆桿加厚設備由于夾持部位長無法對其進行端部加厚,200噸的鐓鍛力也不能滿足大直徑儲液管(108以上規格)端部加厚要求,市場上也沒有儲液管專用的短管端部加厚設備,為滿足市場需求,急需開發一種鐓鍛力300噸的短管端部加厚設備。
3 300噸短管端部加厚設備技術方案
經過多次的探討確定此設備技術方案為:在原有的YDG300液壓鐓管機的基礎上進行改造。改造的關鍵問題是如何實現小于兩米的短管的夾持,且保證鉆桿加厚部位與鉆桿體的同心度較高。為了實現目標,此設備在夾緊方式上進行大膽創新,將模具夾具合二為一,模具油缸與夾緊油缸在徑向位置上重合,零件數量大幅減少,延續錐面徑向自定心夾緊方式,極大地節省了夾緊空間,滿足了300噸短管端部加厚設備設計需求。具體方案如下:
3.1 300噸短管端部加厚設備技術指標如下
鐓鍛缸:Φ420×Φ240—550
最大鐓鍛力:3000kN
夾緊缸:Φ500×Φ420×Φ340—110
最大通徑:135mm
最大系統壓力:31.5MPa
最大工作壓力:26MPa
液壓泵電機 型號:Y250M-4
功率:55kW
轉速:1480r/min
液壓柱塞泵型號: HY140Y-RP
3.2 300噸短管端部加厚設備采用設計方案
(1)液壓系統采用兩臺高壓柱塞泵合流,以保證足夠的鐓鍛力和合理的鐓鍛速度,采用二通插裝閥組為液壓控制單元,實現差動夾緊、差動頂鍛、后退、松開、前進待命的動作步驟,完成一個工作循環。
(2)主機采用四柱軸向預緊方案,可保證頂鍛油缸與夾緊油缸的同軸度,在原有設備的基礎上進行了以下幾個方面的改造和優化。
①原有設備鐓鍛和夾緊由兩個油缸控制且模具與夾具是相互獨立的(如圖1)。這種結構使主機的軸向尺寸比較長,相應地要求鐓鍛的鉆桿要有足夠的長度,才能夠被夾緊。為了解決壓縮主機軸向長度這一問題,將此結構改造為鐓鍛和夾緊由一個油缸來控制。我們首先提出把模具與夾具合二為一的想法,通過把鐓鍛油缸與夾緊油缸由以前的軸向上的兩個獨立部件合二為一成為一個油缸(如圖2),這樣就很好地達到了使主機軸向尺寸縮小的目的,也就達到了鐓鍛短管的基本要求。改造后軸向尺寸縮短1米,由改造前最短鐓鍛長度2米縮小到1米左右。
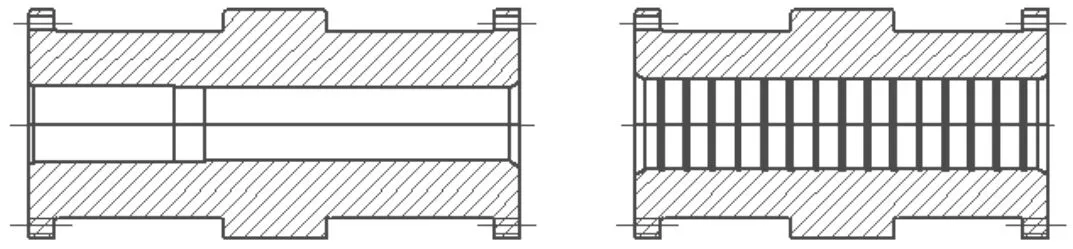
圖1 模套和夾具套
②同時,對原有設備的模具體的結構也進行了改進,原有設備模具體由四半組成,四半間是通過植入的彈簧使四塊緊緊的貼在活塞桿的內錐面上,改為四半通過T形塊掛在活塞桿的內錐面上的梯形槽內,以達到與活塞桿的聯接實現模具的開合。這樣的改進使得裝配變的簡便,原有結構安裝困難并且有一定的危險性,再有彈簧是易損件,用一段時間后需要拆換,費時費力。而改進后的結構牢固可靠,裝配簡單,不需要經常拆卸,省時省力。
③主機的四軸向預緊方案是通過拉桿把四個支座串在一起,再通過兩端的螺母把所有零件裝配在一起并施加一定的預緊力。這次的設計引入了超級螺栓多頂推預緊器的原理使用了超級螺母取代一端的六角螺母。在裝配時先將一端的螺母與拉桿裝配好后再將超級螺母的硬質墊圈和螺母主體手動安裝到拉桿上,通過擰緊環繞在螺母主體一圈的頂推螺釘,產生強大的頂推力(軸向)。
這個頂推力直接作用在硬質墊圈上。多個頂推螺釘的(軸向)頂推力和拉桿的反向作用力一起在支座上產生了一個強大的預緊力,使所有零件緊固的聯接在一起。頂推螺釘摩擦直徑小,因此,可以用相對小的扭矩來實現高的頂推力。這種結構只需手動工具即可安裝和拆卸任何尺寸的預緊器。安全、準確、經濟。采用錐面增力徑向夾緊自定心夾緊機構。電氣控制采用PLC柔性可調編程方案,便于不同規格管端加厚參數設置。冷卻系統由噴淋冷卻升級為噴霧冷卻,可大幅提高模具的使用壽命。
4 結語
此次研制的300噸短管加厚設備在原來YDG300液壓鐓管機的基礎上進行了改造和改進,傳承YDG300的結構緊湊布局合理,頂鍛速度快,同心度高,價格低廉,操作方便的優點。在主機的結構上進行了改造,使軸向尺寸大大縮減滿足了短管端部加厚的需要,同時又對部分其他結構進行了優化,使設備的裝配和使用性能有了進一步的提高,而且體積小、性價比高,達到了預期的設計效果。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00