發泡陶瓷窯爐結構的選擇
2019-12-19 02:05:13韓東來胡乃友趙志榮
佛山陶瓷 2019年11期
韓東來 胡乃友 趙志榮
摘 要:隨著建筑業的發展,建筑節能是我國節能工作的重點之一,因此外墻外保溫已成為建筑節能的主流產品。目前在建筑領域廣泛使用有機外墻外保溫材料,普遍存在著易燃的致命缺陷。發泡陶瓷材料起到了建筑節能的高效果,且本身的高強度及防火保溫性能也切底解決了保溫材料易燃的問題;因此發泡陶瓷越來越受到行業人士的關注,成為未來的發展趨勢。究竟是輥道窯生產發泡陶瓷節能,還是隧道窯生產發泡陶瓷節能,成為了這幾年討論的熱點話題。
關鍵詞:發泡陶瓷板;隧道窯;節能降耗;窯爐結構
1 背 景
根據住房和城鄉建設部統計,建筑能耗占我國能源消費總量28%以上。在我國既有的約400億平方米建筑中,近99%屬于高耗能建筑,單位建筑面積的能源利用率僅為 28%,在此背景下,采用新型保溫隔熱材料降低建筑能耗,減少對環境的污染, 在經濟社會發展中占據重要地位。 根據國家《建材工業“十二五”發展規劃》,僅保溫防火材料領域的就有1.6萬億的市場需求。 即使只有5%采用泡沫陶瓷,市場規模將達 800 億;達到100億規模。 據此數據,國內至少要達到日產量 400 m3泡沫陶瓷保溫板材生產線300條,才能滿足市場需求。因此作為 A1 級的防火保溫材料,泡沫陶瓷外墻外保溫板和內隔墻保溫板都具有廣闊的市場前景,利國利民。
發泡陶瓷是一種全新的綠色節能環保產品,具有防火、保溫、防水、防凍、無毒、不老化、防靜電、機械強度高、絕熱性能好、使用壽命長等特點。當前,我國發泡陶瓷年產量嚴重不足,絕大多數產品用于化工絕熱領域,用于建筑保溫的就更少,這就為發泡陶瓷用于建筑領域提供了發展先機。發泡陶瓷與同類建材產品相比,有無可比擬的優勢,具有很強的市場競爭力。
發泡陶瓷越來越受到行業內人士的重視,究竟是輥道窯生產發泡陶瓷節能,還是隧道窯生產發泡陶瓷節能,成為了這幾年討論的熱點話題。
隧道窯屬于連續性生產的熱工設備,廣泛用于陶瓷制品的燒成工序。隧道窯具有生產產量大、質量控制較穩定、溫差較小等特點。隧道窯燒成泡沫陶瓷, 相比于其它窯爐結構來說,能夠承受更大的重量,具有更好的產品質量穩定性。同時,在隧道窯燒成泡沫陶瓷過程中,坯體進入窯內煙氣排放溫度區數量少且均勻。因此煙氣排放較少且較 均一,不會呈現集中排放。對均一量較少的煙氣處理 ,環保設備投入較小、煙氣處理效果較好。
輥道窯燒成是在隧道窯基礎上發展起來,廣泛應用于建筑、日用陶瓷制品的生產。因輥道窯具有燒成速度快、燒成周期短、燒成溫差小等特點,已成為國內建筑陶瓷廣泛使用的燒成設備。這兩年陸續上線了用輥道窯來燒制發泡陶瓷,總體來說產量上不去,燒成周期降低不下來,效果不怎么理想。
2 使用輥道窯和隧道窯的產量區別
2.1 生產3000 mm×1200 mm×120mm大規格的隔墻板
假設生產3000 mm×1200 mm×120 mm大規格的隔墻板,用(L)450 mm×(H)150 mm×(W)80 mm的圍板,
每塊毛坯:3060 mm×1260 mm×150 mm =0.578 m3
每塊凈產品:3000 mm×1200 mm×120 mm =0.432 m3
2.1.1 用輥道窯來燒制發泡陶瓷產量計算依據
假設輥道窯長度327.6m,圍板到碳化硅橫梁的距離留40 mm的,則寬度方向為(1260+160+80)=1500 mm,前后2塊板之間距離留50 mm,滿窯坯體為211塊。長度方向(3060+160+80)=3300 mm,前后2塊板之間距離留50 mm,滿窯坯體98塊。
輥道窯產品橫進內寬要做成3600 mm,產品豎進窯爐內寬可以做成1800 mm。
2.1.2 用隧道窯來燒制發泡陶瓷產量計算依據
假設隧道窯長度327.6 m,窯車可以用3200 mm×1820 mm的,窯爐內窯車容量為180輛,內寬做成3600 mm。
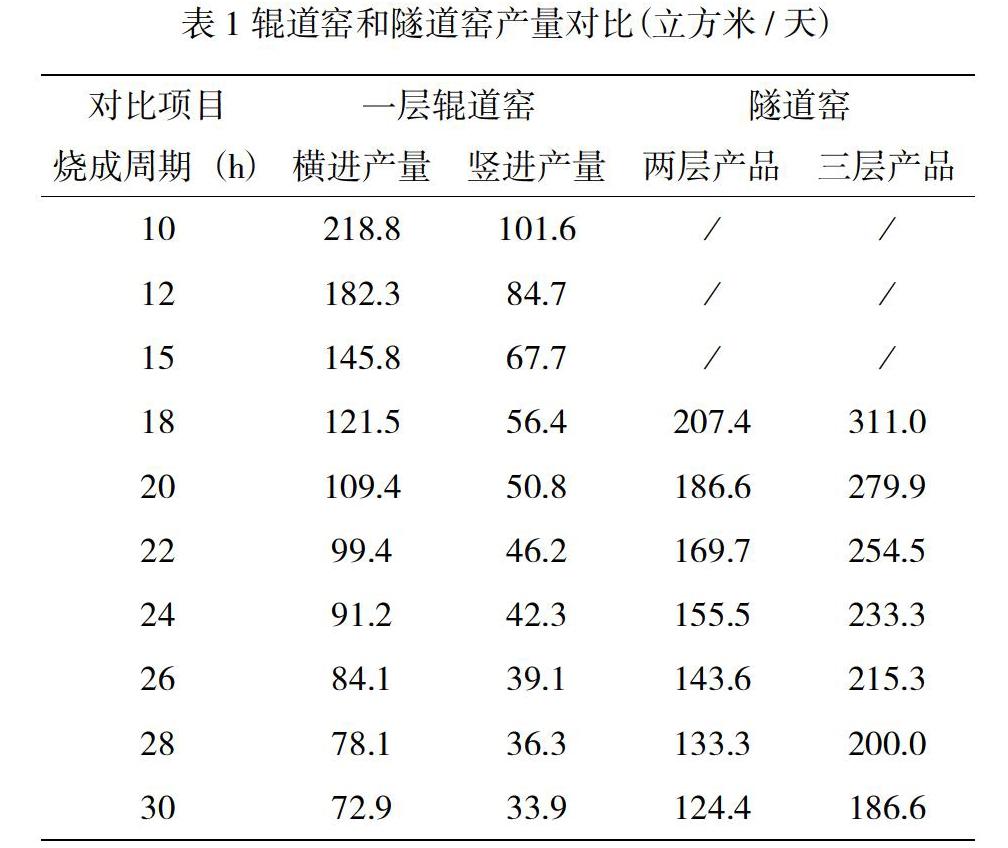
從此表可以清楚的看到,輥道窯橫進18 h的產量121.5 m3,窯爐內寬要做到3600 mm,根據目前的生產實踐來看,用寬體窯來燒大板泡沫陶瓷的還沒有,最大的內寬目前只做到了2900mm,主要原因還是輥棒的承載力不夠。
兩層產品隧道窯22 h的產量169.7 m3,三層產品隧道窯22 h的產量達到了254.5 m3,是輥道窯橫進18 h的產量的2.1倍。
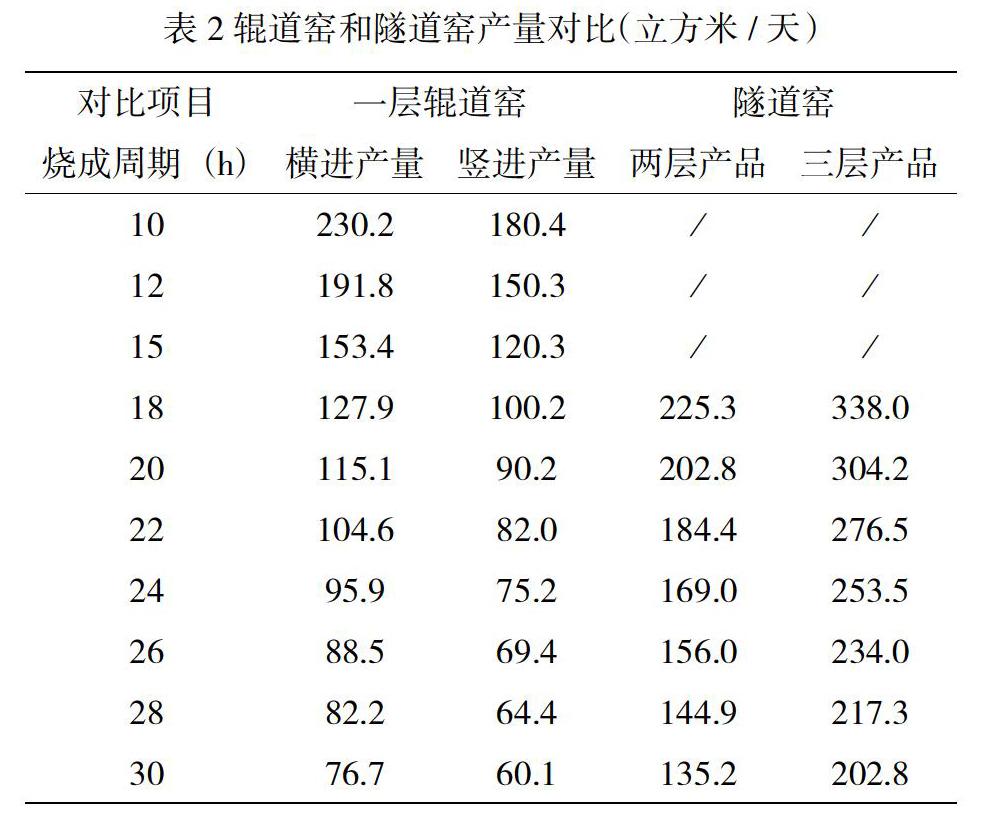
2.2 生產2400 mm×1800 mm×120 mm規格的隔墻板
假設生產2400 mm×1800 mm×120 mm規格的隔墻板,用(L)465 mm×(H)150 mm×(W)80 mm的圍板,
毛坯:2460 mm×1860 mm×150 mm =0.686 m3/塊
凈產品:2400 mm×1800 mm×120 mm =0.518 m3/塊
2.2.1 用輥道窯來燒制發泡陶瓷產量計算依據
假設輥道窯長度399m,圍板到碳化硅橫梁的距離留40 mm的,則寬度方向為(1860+160+80)=2100 mm,前后2塊板之間距離留50 mm,滿窯坯體為185塊。長度方向(2460+160+80)=2700 mm,前后2塊板之間距離留50 mm,滿窯坯體145塊。
輥道窯產品橫進內寬要做成3000 mm,產品豎進窯爐內寬可以做成2400 m。
2.2.2 用隧道窯來燒制發泡陶瓷產量計算依據
假設隧道窯長度399 m,窯車可以用2300 mm×2450 mm的,窯爐內窯車容量為163輛,內寬做成3000 mm。
從此表可以清楚的看到,輥道窯橫進18 h的產量127.9 m3,窯爐內寬要做到3000 mm,兩層產品隧道窯22 h的產量184.4 m3,三層產品隧道窯22 h的產量達到了276.5 m3,是輥道窯橫進18 h的產量的2.16倍。
從以上的分析可以看出,使用多層隧道窯來燒制發泡陶瓷,不論在大規格發泡陶瓷板上,還是在小規格發泡陶瓷板上,隧道窯在產量上都有巨大的優勢。有人會提出,可以用雙層輥道窯來燒制發泡陶瓷,由于發泡陶瓷不像墻地磚,一塊3000 mm×1200 mm×120 mm發泡陶瓷板的重量高達173 kg,一旦出現問題,會非常嚴重。其次,雙層發泡陶瓷輥道窯日常操作和維護都比較困難。目前,燒發泡陶瓷板的輥道窯基本上為一層,兩層還只在于設想,暫時還沒有實現,并且一層的燒成周期暫時都大于都15 h,基本在18 h左右。而隧道窯目前裝載一層、兩層、三層都有成功案例,最快也能20 h。
3 從投入產出率來分析,使用輥道窯和隧道窯的區別
以生產2400 mm×1800 mm×120 mm發泡陶瓷板為例來分析,窯爐長度均為399 m。
3.1 輥道窯(一層)投入與產出比
輥道窯橫進18 h的產量127.9立方米/天;
平均售價:1200元/立方米;
生產線整線設備: 4400萬(包括原料車間設備、燒成窯爐及自動裝? 卸板機、切割線等);
年產值:127.9 ×1200 ×330=50,648,400元(按一年330天計算);
年產值成本:127.9×500×330 = 21,103,500 元;
年產值毛利潤:50,648,400-21,103,500=29,544,900元;
投入產出率:50,648,400/(44,000,000+21,103,500)= 0.78。
3.2 三層隧道窯投入與產出比
三層產品隧道窯22 h的產量達到了276.5立方米/天;
平均售價:1200元/立方米;
生產線整線設備:4800萬(包括原料車間設備、燒成窯爐及自動裝? 卸板機、切割線等);
年產值:276.5×1200×330=109,494,000 元(按一年330天計算);
年產值成本:276.5×500×330 = 45,622,500 元;
年產值毛利潤:109,494,000-45,622,500=63,871,500 元;
投入產出率:109,494,000/(48,000,000+45,622,500)=1.17。
從以上可以明顯看出,用三層產品隧道窯投入產出率要明顯高很多,是一層輥道窯的1.5倍。
廣東摩德娜科技股份有限公司是行業內最先把發泡陶瓷應用到生產實踐中的企業,已經成為發泡陶瓷生產設備裝備制造公司的領先者,目前發泡陶瓷隧道窯二層、三層裝載方式已經應用到生產中,四層裝載方式也在研發當中,多層產品發泡陶瓷隧道窯由于具有產量大,產品質量穩定性好等特點,更重要的是投入產出率要明顯比輥道窯高很多,因此將成為今后的發展趨勢。
參考文獻
[1] 王霞. 泡沫陶瓷燒成工藝的現狀及進展[J]. 佛山陶瓷, 2014, 24(10):6-8.
