無人機葉片特殊三次脫模機構簡化型模具設計
2019-12-26 03:52:14湯定德
中國塑料 2019年12期
關鍵詞:設置
湯定德,田 科
(江西科技學院機械工程學院,南昌 330098)
0 前言
特殊形狀塑件的注塑模具設計時,塑件分型設置和脫模機構設計是模具結構設計時的兩個難點問題[1-3]。分型設置需要結合塑件的外形來進行措置,對于單一分型面,需要對外形所抽出的最大邊沿輪廓線,先進行分段延拓處理,再做平順處理后,再通過縫合的方式結合成整體的外沿分型面。而在多數情況下,單一分型面實際很難解決塑件的分型問題,往往需要采用2個甚至多個分型面來完成塑件的分型設置[4-7];隨著分型面數量的增加,塑件的整體模具結構、澆注、冷卻及脫模機構等都將變得復雜,特別是脫模機構的設置,在不同分型狀態下,其脫模機構的結構形式須靈活結合相應分型面的開模方向來進行設計,以簡化模具結構,降低模具的加工制造難度。無人機葉片的注塑即是此類特殊形狀塑件成型的一個典型代表。
葉片是無人飛機模型或者產品中的一個重要零件,一般采用30 %(質量分數)玻璃纖維增強聚丙烯(PP/30 %GF)為原料來注塑,葉片需要承受一定的應力,強度和韌性要好。鑒于葉片形狀的特點,其塑件的成型模具設計中,除需要結合塑件的形狀做多分型面分型設置外,其塑件在模具上端脫模也需要一種采用特殊脫模機構來實施脫模,以實現葉片塑件的自動化注塑大批量生產。以下,擬結合某款新型無人飛機的單葉片的注塑給出實踐工程設計案例,以資參考。
1 葉片產品
1.1 葉片外形
某款新型無人飛機的單葉片的外形設計如圖1所示,葉片的外形由2部分構成,一部分為葉片主體,另外一部分用于安裝到傳動機構上的葉榫。葉片的形狀為:其前緣采用大圓角緣,尾緣采用小圓角緣,前緣和尾緣之間的采用截面為貝葉斯柳葉狀截面進行對接。柳葉狀截面從葉尖到葉榫其截面大小按一定線性規律變大。葉榫為榫臺式結構,其中間部位為卡槽,葉片尾端座落于榫臺對角線上,榫臺兩側的側壁上,分別對稱布置由4個用于卡緊的鑲柱。葉片與榫臺的結合部位中央,設置為應力圓錐聯結方式進行對接。葉片上,其正反面都設置有方向標識和編號標識。
1.2 結構尺寸
葉片的結構尺寸如圖2所示,葉片總高度為267 mm,也寬由56 mm變化到87 mm,扭曲總厚度為13 mm,葉片壁厚2.2 mm變化到7.8 mm不等。榫臺高度為15 mm,榫臺兩側的鑲柱為4個直徑φ9 mm的圓柱,其厚度為4 mm。榫臺長寬尺寸為56 mm×26 mm,其長度方向中心線與葉片底端截面中心線夾角為36 (° )。 應力圓錐孔G的底端直徑為φ12 mm,錐臺高度為30 mm。

圖2 葉片結構尺寸Fig.2 Blade structure size
從葉片的結構尺寸分布可以看出,壁厚分布不均勻,葉片根部與榫臺結合部位局部區域壁厚較厚。塑件材質采用PP-TD40 PK50M8N (白色),材料采用玻璃纖維增強樹脂,具有良好的力學性能、尺寸穩定性。 葉片為細長型塑件,因而,澆注系統設計時,優先采用大澆口、短流道的注塑模具進行注塑可減少玻璃纖維在注塑過程的破損,充分發揮玻璃纖維長度優勢,澆口的選擇至關重要。同時,注塑時盡量減小注塑背壓以降低玻璃纖維的破損程度;另外,所用材料的另一個特點是在射出周期中不能將熱融膠長期停留在加熱管中;所以,模具設計前應結合CAE分析對塑件澆口位置做合理選擇,確定合理澆注系統及澆注工藝參數后,再進行分型設計及整體模具結構設計,以避免盲目設計所帶來的制造成本的浪費。
2 模流分析
塑件注塑過程中,澆口位置的選擇及對應澆口工藝參數優化設置至關重要[8-11]。鑒于葉片塑件的形狀特點,從葉根到葉尖采用帶玻璃纖維增強的塑料進行注塑時,纖維須保持從葉根到葉尖的取向方能保證葉片的韌性和強度,因而,澆口位置須設置在葉根部位,而對于榫臺部位,則采用從榫臺中央部位澆注比較合適;另外,玻璃纖維對澆口的沖擊摩擦大,容易對澆口造成磨損,因而,含玻璃纖維增強料的PP一般采用直接澆口較為適宜,因而,本次注塑中,澆口位置選擇如圖3(a)中所示的G0位置,且澆口形式為直接澆口。考慮到減小模具結構尺寸的需要,主澆道采用斜向主澆道。
工藝參數的選用關系到塑件的最終成型質量,及生產成本的控制。鑒于此,模具結構設計的方法是借助CAE分析來先對澆注系統的可行性及注塑工藝參數進行仿真模擬確認后,再進行模具結構設計及實際注塑,以減少結構設計的盲區和模具制成后的盲目試模次數,提高生產效率。
2.1 網格模型
CAE模型的網格設置如圖3(a)所示,模型中,網格采用三角形雙層面網格,三角形單元總數13 730個,節點總數6 867,總表面積447.6 cm2,最大縱橫比5.17,最小2.85,共用邊20 595條,網格匹配率91.7 %。材料PP選用牌號為PP-TD40 PK50M8N(廈門永晉鴻塑膠工業公司)。材料的注塑工藝推薦參數為:熔體溫度200~280 ℃,最大熔體溫度320 ℃,模具溫度范圍為25~80 ℃,模具表面溫度50 ℃,頂出溫度116 ℃,最大剪切力0.35 MPa,最大剪切速率9 000 s-1。分析方案 CAE分析方案采用冷卻+充填+保壓+翹曲。
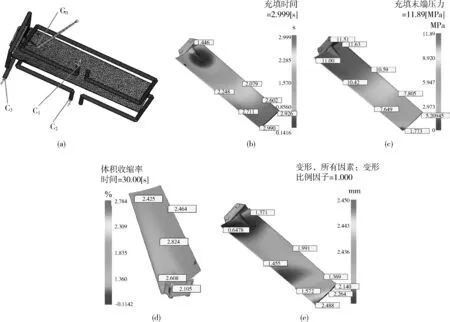
(a)CAE模型 (b)充填時間 (c)充填壓力 (d)收縮率 (e)翹曲變形圖3 CAE分析結果Fig.3 CAE analysis results
2.2 CAE分析結果
分析結果中,結合CAE分析出的其余8個潛在質量問題:末端壓力、熔接線、氣穴、翹曲、剪切速率、收縮率、殘余應力、縮痕來看,對應于塑件的實際缺陷問題中:充填時間為2.8 s,如圖3(b)所示;充填末端壓力為12 MPa左右,充填壓力要求不高,注塑末端不會產生飛邊,如圖3(c)所示;熔接線少,不會在塑件表面留下熔接痕;氣穴數量較少,且基本位于充填末端,在充填末端增加排氣措施即可解決此問題,不會在塑件局部位置或塑件的表面留有氣孔,造成塑件使用一段時間后出現表面凹坑;剪切速率在最大剪切速率以下,不會導致局部燒焦;收縮率最大為2.8 %,已經低于質量控制所要求的指標(4.5 %),如圖3(d)所示;塑件的尺寸能達標;殘余應力小,塑件不會產生裂紋;縮痕指數小,表面光滑,表面質量好。
關鍵的翹曲變形和收縮率結果如圖3(e)所示,翹曲變形量小,能有效地控制在2.5 mm以下,收縮率能有效地降低到2.8 %以下,能有效提高注塑品質,有效改善塑件扭曲變形、尺寸不合要求等缺陷。
3 分型設計及脫模難點
3.1 分型方式
對于塑件而言,其分型需要進行2個不同部位的分型,第一個是葉片部位,葉片部位的分型,只能沿其最大外沿輪廓來抽取其邊沿輪廓線后,設置如圖4(a)所示的在第一開模方向開模下的第一分型面對其進行分型;而對于榫臺部位,同樣也只能沿其榫臺部位上端的最大外輪廓線抽取邊緣線后來設置第二分型面作為其分型面,對應的分型面開模方向為第二開模方向。顯然,葉片本體在第一分型面分型下,其脫模方式較為簡單,但榫臺部位在第二分型面下的脫模需要分為兩步來進行,第一步是榫臺上4個鑲柱的脫模,第二步為榫臺本體的脫模。結合圖2中塑件的結構可以看出,第一開模方向與第二開模方向相互垂直,鑲件柱的第三脫模方向與第二開模方向垂直,并與第一開模方向成36 °夾角。顯然,主分型面的選用,直接關系到模具結構的復雜性,及塑件脫模的方便性,也決定了模具制造成本的高低。

(a)葉片的分型 (b)榫臺的分型圖4 分型設置Fig.4 Parting settings
3.2 脫模方式
不同的分型方式的選用,取決于脫模機構的制造難以程度及模具結構的合理簡化,因而,主分型面的選擇,決定了模具結構的簡易復雜情況和加工制造難度及工作可靠性等指標[12-15]。針對本產品,在存在上述兩個相互垂直分型面的情況下,模具結構設計時,有兩種結構方式可以選擇,第一種是將第一分型面作為主分型面的方案A,第二種是將第二分型面作為主分型面的方案B。
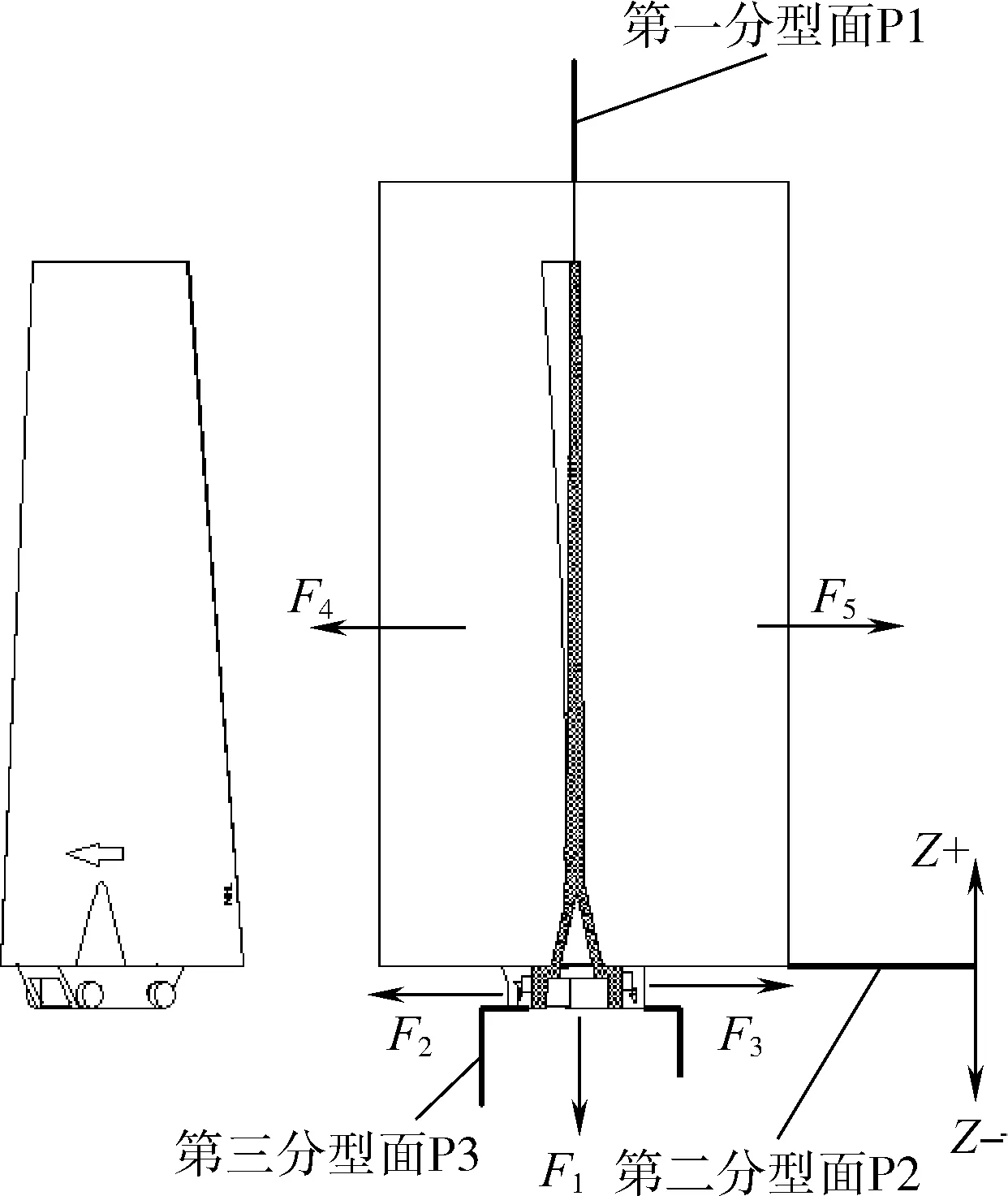
X、Y、Z—坐標軸 F1、F2、F3、F4、F5—方向編號圖5 方案B分型及脫模設計Fig. 5 Scheme B parting and demoulding design
(1)采用方案B,即第二種主分型面的分型方式如圖5所示,在模具的開模方向(Z+/Z-)上,將圖4中所示的第二分型面設置為與模具的開模面為同一個面的方式,此種方式下,顯然上部葉片的脫模不能直接從型腔中抽出,而只能按第一分型面P1所示面將型腔劈分開成兩個側邊成型塊,分別往F4方向、F5方向進行向外抽出以實現葉片的脫模;而且,榫臺部位的4個鑲柱則只能分別按F2方向和F5方向側面抽出而脫模,榫臺內壁的脫模則需再次設置一個第三分型面P3分型后,再由頂出桿頂出而脫模。很明顯,在方案B的分型設置此種方案下,需要在塑件模具的定模部分設置一組哈弗滑塊來進行側抽芯型腔脫模,需要在動模一側設置2個側面抽芯滑塊機構來進行側抽芯脫模,塑件的最終脫模可以采用頂桿頂出脫模方式來脫模。型腔側的哈弗滑塊機構的抽芯方向與動模側的2個側面滑塊機構的抽芯方向成36度夾角。此種方式下的弊端:其一是葉片的2個側面抽芯件較高,需要較厚的成型件塊來進行成型;其二是采用哈弗滑塊機構拼合成型時,兩個哈弗滑塊的閉合狀態在模具工作一定的壽命時間后,其閉合穩定性難以得到有效保證,葉片邊緣容易產生飛邊缺陷;其三是動模部分也需要設置滑塊,其滑塊的驅動機構導柱無法安裝,只能采用油缸機構來進行驅動,模具的制造成本顯著增加;其四是塑件的側面脫模機構需要有4個,模具結構復雜;其五是澆口難以開設于CAE分析所示的G0澆口位置,葉片的注塑效果難以保證。

(a)分型面設置平視圖 (b)分型設置軸測視圖圖6 方案A分型及脫模設計Fig.6 Scheme A parting and demoulding design
(2)采用方案A,即第一種主分型面的方式如圖6所示,將葉片的第一分型面設置為與模具開模面一致的形式,顯然,葉片的脫模在模具打開后,位于型腔一側的葉片面可以直接從型腔鑲件中脫出,位于動模一側的葉片面可以考慮跟隨榫臺一起從動模型芯鑲件中脫出。顯然,模具可以減少一對哈弗滑塊機構的設置,同時,在模具開模方向壓力下,能保證葉片的外緣邊無飛邊問題產生。榫臺的脫模可以考慮在沿垂直于(Y+/Y-)的第二分型面P2上來實施脫模,即在Y-方向,設置兩個側滑塊機構來先完成鑲柱特征的側面抽芯脫模后,再通過側面頂出機構將塑件從Y-一側的型芯上沿Y+方向頂出而脫模。顯然,此種方式下,模具只需要設置一個特殊的側面抽芯機構即可保證葉片的高品質注塑,模具結構較為簡單,其制造成本較為低廉。
(3)經綜合對比后,塑件的本次模具結構布局方案采用第一種方案,即方案A較為合適。
4 模具結構設計
4.1 模具結構
按方案1的脫模方式布局下,模具的結構設計如圖7所示,模具為兩板模無頂出機構結構模具,即開模方向上,動模板8與動模底板10之間沒有設置頂出機構。為減小模具長寬結構尺寸,澆口套1采用斜向澆口套形式。澆口及主澆道尺寸按CAE分析結果來進行設置。為保證葉片注塑時料流的穩定性以保證模腔內分子的取向,型腔鑲件4和型芯鑲件9閉合構成的葉片模腔內,在葉片前緣、后緣、葉尖部位的排氣應得到保證,排氣間隙設置為0.025 mm。葉片模腔的冷卻采用冷卻水冷卻,冷卻管道直徑φ8 mm,管道布局按圖3(a)所示進行布置。為保證型腔鑲件4和型芯鑲件9閉合時不錯位,型腔鑲件4和型芯鑲件9設置了3處定位錐臺來進行定位。塑件的最終脫模由實現榫臺最終脫模的側邊榫臺脫模機構來實施,該機構的設計是本模具結構設計的重點,也是難點。

1—斜澆口襯套 2—定位圈 3—面板 4—型腔鑲件 5—定模板 6—快速接頭 7—精定位塊 8—動模板 9—型芯鑲件10—動模底板 11—冷卻管道 12—錐形側鑲件 13—第一滑塊 14—第二滑塊 15—滑塊架 16—頂針 17—頂針彈簧18—活動座板 19—墊塊 20—油缸安裝板 21—螺柱 22—側推板蓋板 23—側推板 24—T型槽驅動塊 25—活動塊26—連接桿 27—油缸 28—復位拉桿 29—彈簧螺桿 30—座板彈簧 31—左導向塊 32—左限位銷 33—右導向塊34—右限位銷 35—定位銷 36—導向塊螺絲 37—定位拉板 38—導套 39—導柱 40—鎖模片 41—墊桿 P1—模具打開面(a)動模俯視圖 (b)定模仰視圖 (c)模具前剖視圖 (d)側面頂出機構剖視圖圖7 模具結構Fig.7 Injection mold structure

(a)機構在模具側邊的安裝 (b)機構的限位設置(F1—模具動模下行方向;F2—活動座板下行方向)圖8 活動座板機構安裝Fig.8 Installation of movable pedestal mechanism
4.2 榫臺側邊三次脫模機構
結合圖6中所示脫模方案設置,為實現此方案的脫模方式,特別地設計了一種榫臺側邊3次脫模機構。如圖7中所示,機構的組成零件包括件12~件37,機構由兩個子機構構成,第一個子機構是活動座板機構,第二個子機構為滑塊頂桿復合機構。
(1)如圖8所示,第一個子機構活動座板機構的設計情況為:活動座板機構包括活動座板18、彈簧螺桿29、座板彈簧30、左導向塊31、左限位銷32、右導向塊33、右限位銷34、定位銷35、導向塊螺絲36、定位拉板37,如圖7中B-B剖視圖所示。
如圖8(a)中所示,左導向塊31、右導向塊33通過定位銷35定位,導向塊螺絲36緊固安裝于動模板8的一側;活動座板18兩側設置有用于滑動直槽,用于與左導向塊31、右導向塊33側邊滑動配合,以保證活動座板18在兩者構成的槽內可以上下滑動。
定位拉板37有兩個,其上端通過螺釘及銷子緊固安裝于面板3的一側,其上開設的槽與安裝于活動座板18上兩個限位螺絲配合,用于開模后定位拉板37拉動活動座板18向上滑出,活動座板18向上滑出的距離受到左限位銷32和右限位銷34的限制。活動座板18上端設置有座板彈簧30,用于開模時保證活動座板18與面板3分離,活動座板18跟隨動模板8下行。
活動座板18與動模板8接觸的背面設置有2個限位槽,與安裝于動模板8上的左限位銷32和右限位銷34配合使用,用于控制活動座板18在左導向塊31、右導向塊33構成的滑動槽內上下滑動的距離,如圖8(b)所示。
機構的運動作用是:如圖8所示,當模具在圖7中所示的P1開模面處打開后,模具動模部分下行(F1向所指),由于座板彈簧30的彈開,活動座板18跟隨模具動模下行(F2向所指),下行一定距離后,活動座板18被定位拉板37拉住,而保持不動,此為第一步,此動作保證葉片從型腔鑲件4中脫模;但模具動模可以繼續下行一段距離,動模板8下行一定距離后,模具動模被活動座板18通過左限位銷32、右限位銷34拉住而不能繼續下行,此為第二步,此動作保證葉片從型芯鑲件9上脫模。與此過程對應的脫模情況為,第一步中,塑件的葉片部分先從型腔鑲件4中脫出,第二步中,塑件的葉片部分從型芯鑲件9中脫出。模具閉合時,由左限位銷32和右限位銷34驅動活動座板18閉合復位。
(2)如圖9所示,第二個子機構滑塊頂桿復合機構的設計情況為:其機構組件包括件12~件28; 滑塊架15為機構的支撐架,滑塊架15通過螺釘緊固安裝于活動座板18的圓槽內;第一滑塊13和第二滑塊14主要成型榫臺兩側的鑲柱及鑲柱所在側面的特征,第一滑塊13和第二滑塊14為兩個活動滑塊,兩者安裝于滑塊架15底端的槽內;第一滑塊13和第二滑塊14由T型槽驅動塊24通過T型槽來進行驅動,而T型槽驅動塊24則與油缸27的芯桿通過活動塊25進行聯結,由油缸27驅動其運動,油缸27通過油缸安裝板20及墊塊19、螺柱21緊固安裝于活動座板18背面;T型槽驅動塊24的四個側面中,兩個相對側面上設置T型槽,用于分別驅動第一滑塊13和第二滑塊14,另兩個側面則分別與滑塊架15內開設的方槽滑動配合,用于對T型槽驅動塊24的運動進行導向;同樣,在該方槽內,側推板蓋板22、側推板23通過螺釘緊固組合在一起后也可以在其內進行滑動運動; 頂針16安裝于側推板蓋板22上由側推板23壓緊,其上套裝有頂針彈簧17,頂針彈簧17用于推出組合板的復位;側推板23上設置有2根復位拉桿28,用于T型槽驅動塊24復位時,將頂出推板組合板可靠地拉回復位;推出組合板在滑塊架15的方槽內向油缸27方向滑動到一定距離有限位銷釘對其進行限位。錐形側鑲件12通過螺釘緊固鑲件安裝于滑塊架15上,用于塑件應力圓錐內壁的成型。

(a)榫臺脫模機構結構組成圖 (b)榫臺脫模機構背面安裝圖圖9 榫臺側邊三次脫模機構的安裝Fig.9 Installation of the third demoulding mechanism on the side of tenon table
機構的工作原理為:如圖10所示,模具在主開模面開模,完成型腔脫模和型芯脫模后,塑件留于滑塊架15的中央成型區域上;此時,油缸27動作,如圖10(a)所示,驅動T型槽驅動塊24向上頂出,T型槽驅動塊24驅動第一滑塊13和第二滑塊14分別按F2、F1方向向外滑出,當T型槽驅動塊24向上推出完成的距離為L1距離后,兩個滑塊分別完成L3距離的向外抽芯距離,從而先實現塑件4個鑲柱特征的脫模。

F1、F2、F3—運動方向;L1、L2、L3、L4—運動距離(a)機構的頂出脫模 (b)機構的復位圖10 機構工作原理Fig.10 Working principle of the mechanism
而后,油缸27繼續向左頂出L2距離,T型槽驅動塊24將繼續驅動推板組合板向上頂出,從而推動頂針16將滑塊架15上的塑件向上頂出而脫模。模具閉合前,機構由油缸27驅動先復位,如圖10(b)所示,為保證推板組合板的復位,推板上增設的復位拉桿28與T型槽驅動塊24之間留有空距離L4。
總體而言,榫臺側邊三次脫模機構三次脫模過程為:第一次脫模,由定位拉板37拉住活動座板18,從而拉住第二個子機構滑塊頂桿復合機構及其上的塑件從型芯鑲件9上脫模脫出;第二次脫模,由T型槽驅動塊24第一滑塊13和第二滑塊14側抽芯脫模;第三次脫模,有油缸27頂動頂針16將塑件從滑塊架15上完全頂出脫模。
5 模具工作原理
模具在注塑機上工作時的動作如圖11所示。具體步驟為:
(1)模具閉合注塑,注塑完畢準備開模。
(2)模具在注塑機動模板的拉動下,沿開模方向下行,模具在P1開模面處打開,打開時,榫臺側邊三次脫模機構在彈簧30的驅動下,下行,塑件從型腔鑲件4中脫模脫出。
(3)動模繼續后退,榫臺側邊三次脫模機構后退距離Q1后,榫臺側邊三次脫模機構被定位拉板37拉住,塑件從型芯鑲件9上脫模,留于滑塊架15上。
(4)油缸27動作,驅動第一滑塊13和第二滑塊14側抽芯脫模。
(5)油缸27繼續動作,推頂頂針16將塑件從滑塊架15上頂出脫模,塑件完全脫模。
(6)復位,復位時,油缸27先動作,驅動頂針16、第

(a)型腔脫模 (b)型芯脫模 (c)鑲柱脫模注 (d)完全頂出脫模圖11 模具工作原理Fig.11 working principle of the mould
一滑塊13和第二滑塊14先復位,而后模具在P1開模面處閉合,模具完全閉合,等待下一注塑循環。
6 結論
(1)針對無人機葉片塑件的成型需要,在運用CAE分析其成型可行性及兩種脫模方案對比分析的基礎上,設計了一種簡化型兩板模具來對其進行注塑,有效地降低了模具制造成本;
(2)模具針對塑件的葉片部分采用簡化型兩板模來進行成型,以保證葉片的成型質量;針對塑件榫臺部位的成型,則采用一種新型的3次脫模機構來對其進行成型和脫模,機構包括2個子機構組成,一個是活動座板機構,一個是滑塊頂桿復合機構;
(3)3次脫模機構中,利用模具的開模動力來實施第一次脫模,利用油缸驅動T型塊形式先驅動側面滑塊進行第二次側抽芯脫模,利用油缸的繼續頂出驅動頂針將塑件從側邊型芯是上完全頂出脫模。
猜你喜歡
少先隊活動(2021年4期)2021-07-23 01:46:22
水上消防(2020年5期)2020-12-14 07:16:18
中國畢業后醫學教育(2020年5期)2020-12-06 06:52:46
鐵道通信信號(2019年7期)2019-10-08 08:38:02
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
鐵道通信信號(2018年1期)2018-06-06 02:27:38
玩具世界(2017年9期)2017-11-24 05:17:29
作文評點報·低幼版(2017年42期)2017-11-16 22:12:34
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16