某船用輔鍋爐煙管修理工藝流程和檢驗要點分析
2019-12-30 07:25:10王在忠
中國修船 2019年6期
關(guān)鍵詞:工藝
王在忠
(中國船級社日照辦事處,山東 日照 276826)
某船用輔鍋爐在進(jìn)行檢查時,發(fā)現(xiàn)廢氣側(cè)部分煙管根部有漏水現(xiàn)象,進(jìn)一步檢查發(fā)現(xiàn)該鍋爐廢氣側(cè)煙管還存在管壁較薄的現(xiàn)象,因此決定將廢氣側(cè)爐內(nèi)煙管全部更換。該船舶輔鍋爐基本信息見表1,鍋爐內(nèi)部煙管由兩端管板固定,中間無結(jié)構(gòu),其布置示意見圖1。

表1 鍋爐基本信息

圖1 鍋爐煙管示意圖
1 工藝的選擇
在船舶營運(yùn)過程中,鍋爐煙管修理的常用工藝有脹接、焊接和堵頭封堵[1]。
1)脹接。即使用專用脹管器插入經(jīng)過退火處理的煙管端部,均勻地擴(kuò)張管子的端部,管板在管端膨脹力作用下塑性變形,然后撤除脹管器,管板為恢復(fù)其塑性變形緊緊裹住管端部,裝配過程中不需進(jìn)行焊接輔助[2]。對于使用年限較長的鍋爐,因其材質(zhì)可能發(fā)生變化,一般不采用此方法。對經(jīng)過多次脹接仍不嚴(yán)密,脹接部位管壁殘余厚度滿足不了要求的,也不宜使用此方法。
2)焊接。其方法有2種,一種為焊接時管孔與煙管外徑有小于1.5 mm的間隙,煙管放入管孔后進(jìn)行焊接,此種施工比較簡單,但運(yùn)行一段時間后,在間隙里集結(jié)的水垢易造成傳熱不良,導(dǎo)致管板和管頭裂紋。另一種是先脹后焊的工藝,即焊接前先用脹管器,使煙管端部脹到管外壁與管板孔無間隙為止,然后再焊接,該種方法能有效避免煙管與管孔間隙過大的問題。
3)堵頭封堵。當(dāng)發(fā)現(xiàn)煙管內(nèi)有穿孔時,可采用用堵頭封堵的方法,即將2個堵頭同時打入滲漏管兩端管口內(nèi),或在滲漏管兩端同時焊接堵頭封堵,該方法影響了鍋爐的效率,并且需按照廠家的說明書進(jìn)行,一般作為在船舶營運(yùn)中臨時的修理措施。
此次煙管更換的輔鍋爐為10年以上鍋爐,制造過程中采用焊接的方式。在此次修理中,計劃對廢氣側(cè)爐內(nèi)煙管進(jìn)行全部更換,因此,綜合考慮工期和施工條件,煙管的更換選取焊接工藝。
2 工藝流程
采用焊接方式進(jìn)行煙管換管,其整個施工過程可以分為4個步驟:①爐管、焊材材質(zhì)確定和爐管加工;②舊爐管拆卸和管孔表面處理、探傷;③新爐管的定位、焊接和探傷;④水壓試驗和運(yùn)行試驗。
2.1 爐管、焊材材質(zhì)確定和爐管加工
根據(jù)船上鍋爐圖紙、說明書和產(chǎn)品質(zhì)量證明書,確定舊爐管尺寸、管材質(zhì)化學(xué)分析成分、機(jī)械性能參數(shù)和焊接材料,換新的管材和使用的焊材應(yīng)與原管材、焊材相同或質(zhì)量指標(biāo)不低于原管材和焊材。在管材加工前,按要求應(yīng)進(jìn)行水壓試驗。此次修理更換煙管使用的管材質(zhì)量指標(biāo)和尺寸與原管相同,使用出廠時已經(jīng)經(jīng)過渦流探傷合格的管材,可免除管路加工前的水壓試驗[3],此次鍋爐修理使用的新的爐管和焊材信息見表2。
該船更換的煙管全部為直管,焊接處在兩端,在爐管安裝之前,應(yīng)將其端部的油污銹跡等雜質(zhì)清理干凈。

表2 爐管和焊材信息
2.2 舊管的拆卸和管孔表面處理、探傷
此次修理更換265根煙管,在拆除舊管路時,應(yīng)采取分批進(jìn)行的方式,以防止鍋爐部件產(chǎn)生移位和變形。此次舊管拆除采用氧—乙炔割刀將煙箱頂部割除,然后割除煙管上下焊接點,最終拆除舊煙管。移除煙管后,對上下管板和管孔以及水腔側(cè)進(jìn)行清理,打磨管群區(qū)域直至露出金屬光澤。對管板管群區(qū)域進(jìn)行滲透探傷,確保管板及管孔無缺陷。
在舊管拆除時,應(yīng)注意對管孔表面的保護(hù),防止管孔拉傷、碰撞等機(jī)械損壞。對有損傷的管孔,應(yīng)用鉸刀修理,清除缺陷,控制管孔直徑增大量在0.5~1.0 mm范圍內(nèi),以保證后續(xù)管群位置偏移量不超過規(guī)定值。如缺陷過大,采用管孔內(nèi)壁堆焊后再磨削的方式,以確保煙管布置的合理性。
2.3 新爐管的定位、焊接和探傷
爐管安裝前,應(yīng)首先對爐管和管孔進(jìn)行測量,保證管孔和煙管的裝配間隙不超過1.0~1.5 mm。爐管的安裝應(yīng)在兩端伸出管板一段距離L,該距離一般比焊縫焊腳高度K1高出1 mm,煙管與管板的焊接采用煙管—板接頭焊條電弧焊工藝,接頭型式為角接焊縫,焊接型式示意圖見圖2,焊接結(jié)構(gòu)尺寸要求見表3,其中δ為管材的厚度3.5 mm[4]。
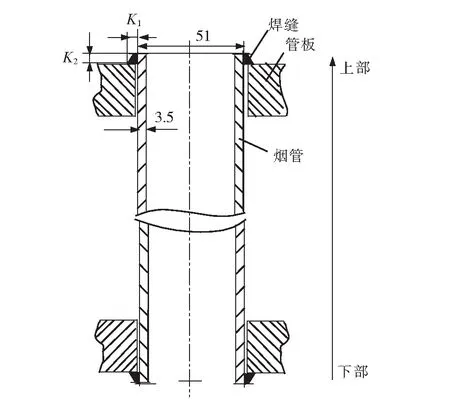
圖2 焊接型式示意圖
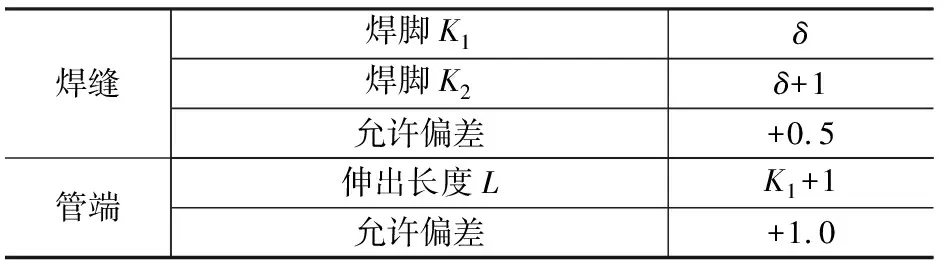
表3 焊接結(jié)構(gòu)尺寸要求mm
焊接完成后,進(jìn)行清理檢查,管端焊后不應(yīng)有較深的咬口和氣孔,對整個焊后的管群區(qū)域進(jìn)行滲透探傷,確保焊接后的整個管群區(qū)域和管端焊接區(qū)域無缺陷。
2.4 水壓試驗和運(yùn)行試驗
在各項工作完成并檢查合格后,檢查并清理鍋爐水腔側(cè),關(guān)閉鍋爐人孔,封閉相應(yīng)的管路及接口,進(jìn)行鍋爐水壓試驗。經(jīng)與船東、船員以及修理廠家溝通,參考《鋼質(zhì)海船入級規(guī)范》中的要求,確定此次重大修理完成后水壓試驗壓力應(yīng)為1.5倍工作壓力,即1.05 MPa。此次水壓試驗的方法如下[5]:將相關(guān)管路和開口封堵,注水將鍋爐內(nèi)空氣排凈,安裝2只壓力表,保證水溫不低于5 ℃,試驗時水壓緩慢上升,每分鐘不超過0.2 MPa。當(dāng)壓力達(dá)到一半時應(yīng)進(jìn)行初步檢查無泄漏,再升至試驗壓力,保持壓力5 min,然后泄壓至工作壓力,在工作壓力下進(jìn)行檢查,檢查是否存在泄漏、變形和異響,檢查期間壓力保持工作壓力不變。
在水壓試驗結(jié)果合格后,恢復(fù)相應(yīng)的管路,將水位降至正常水位,進(jìn)行正常的鍋爐運(yùn)行試驗,在工作狀態(tài)下檢查鍋爐,檢查結(jié)果合格,此次鍋爐修理完成。
3 檢驗要點
為保證此次鍋爐修理的質(zhì)量,在修理工藝實施過程中,須嚴(yán)格控制修理過程的各個環(huán)節(jié),設(shè)置質(zhì)量檢查點,采用嚴(yán)格的過程控制,保證施工質(zhì)量。
1)資質(zhì)和焊接工藝認(rèn)可的核查。在修理之前首先與修理廠家進(jìn)行溝通,確認(rèn)修理和施工的范圍,廠家提供滿足此次修理工作的資質(zhì),包括營業(yè)執(zhí)照、質(zhì)量管理體系證書、職業(yè)健康管理體系證書和環(huán)境管理體系證書等包含資質(zhì)范圍和質(zhì)量控制的文件,以及施工人員的焊工和無損探傷資質(zhì)證書。根據(jù)制定的施工工藝,核查提供的焊接工藝認(rèn)可資料是否包含此次修理中的全部焊接工藝。
2)管材和焊材信息的核查。根據(jù)船上鍋爐圖紙和說明書等資料,確定舊爐管的尺寸、材質(zhì)化學(xué)分析和鍋爐制造過程中使用焊材的信息,對新的管材和焊材進(jìn)行貨物驗證,核查新的管材和焊材的質(zhì)量證明書與實物,保證新的管材和焊材的材質(zhì)和性能指標(biāo)不低于原管材和焊材。
3)無損探傷的檢查。在舊煙管拆除后和新煙管焊接后,都需要進(jìn)行清理并進(jìn)行無損探傷,來確認(rèn)在舊管拆除后管板和管孔沒有影響質(zhì)量的缺陷和在新煙管焊接后焊縫和管板等部位無缺陷。滲透探傷應(yīng)按照NB/T 47013或JB/T 4730《承壓設(shè)備無損檢測》標(biāo)準(zhǔn)評定達(dá)到I級合格[6]。
4)安裝和焊接質(zhì)量的控制。在煙管進(jìn)行焊接前,對煙管的定位進(jìn)行測量,測量煙管和管孔的間隙和煙管伸出管板長度,保證間隙值和伸出長度值滿足要求。在焊接完成后,對焊縫焊腳的高度等進(jìn)行檢查,保證滿足要求。
5)水壓試驗的檢查。在進(jìn)行水壓試驗過程中,分別在壓力緩慢上升達(dá)到試驗壓力的一半時和壓力達(dá)到試驗壓力保壓5 min之后再降低到工作壓力時進(jìn)行檢查,檢查內(nèi)容包括是否存在滲漏、是否存在異常變形和是否存在異響,如無滲漏、無異常變形和無異響,認(rèn)為水壓試驗合格。
6)鍋爐修理文件收集。在對鍋爐按照制定的施工工藝進(jìn)行修理和檢驗滿意后,對此次鍋爐修理的文件進(jìn)行收集,以便編制最終的檢驗報告。需要收集的文件如下:①廠家資料;②焊工資質(zhì)證書;③焊接工藝資料;④管材和焊材的質(zhì)量證明書;⑤工藝文件,包含施工范圍、工藝和試驗大綱;⑥試驗報告。
4 結(jié)束語
通過嚴(yán)格按照工藝流程施工、在各個檢驗要點實施嚴(yán)格的檢查控制,確保施工質(zhì)量,此次修理各項檢查工作一次交驗合格,如期修復(fù)了該船鍋爐。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52