基于CAE技術的汽車零部件輕量化設計
2020-01-01 01:16:00黎澤永
裝備制造技術 2019年10期
黎澤永
(柳州五菱汽車工業有限公司,廣西 柳州545007)
1 汽車輕量化技術概述
汽車輕量化概念的提出,是適應汽車產業的發展趨勢。目前,汽車產業的發展面臨著油耗、環保和安全三個問題,采用汽車輕量化技術,是出于節能減排和推進環保工作的目的,汽車朝著輕量化的方向發展,是汽車產業發展的大趨勢。
汽車輕量化技術,是通過現代設計手段,在滿足汽車使用要求、保證汽車行駛安全和能夠控制成本的前提下,通過對汽車結構的優化設計、對材料的對比選擇和制造技術的結合,以此降低汽車自身的重量,從而改善汽車的動力性、舒適性和良好的操縱性,減少排放污染,降低能源消耗、滿足可靠性及安全性等綜合指標。
2 汽車輕量化的意義
汽車在行駛過程中必須克服多種阻力,包括滾動阻力、空氣阻力、上坡阻力和加速阻力:

從圖1的公式中可以看出,只有空氣阻力與質量無關,其余阻力都與質量成正比,汽車質量越大,行駛阻力越大,發動機動力性就得不到最大程度的有效利用。因此,減小汽車質量,從而減小行駛阻力,提高燃油經濟性,是節能減排的有效措施之一。

圖1 汽車自身質量對燃油消耗的影響
在駕駛方面,汽車輕量化后,加速性和最大車速提高,車輛穩定性和操縱性能都有改善,噪音和振動方面均有降低。從碰撞安全性考慮,碰撞時慣性減小,制動距離縮短。當發生碰撞時,碰撞時產生的能量也小,降低了對汽車的損害,更加安全。
3 汽車輕量化的原則
汽車一般由車身、底盤、發動機和電器設備四個部分組成,這四個部分來自各配套廠的成千上萬個零部件裝配而成。所以,汽車的輕量化,實質上是汽車零部件的輕量化。從表1可看出,汽車的質量主要分布在車身、底盤及發動機三大部分,在進行汽車輕量化設計時,原則上從零部件的輕量化入手,最后達到整車的輕量化效果。因此,零部件是汽車輕量化的主要目標。

表1 汽車自身重量的主要構成比例
4 汽車零部件輕量化的主要途徑
現階段實現汽車輕量化可以從以下幾個方面開展:
4.1 采用輕型材料
輕量化材料的開發和應用是汽車輕量化技術一個主要研究方向。在替代材料方面,用先進高強度鋼和鋁、鎂合金代替普通鋼來制造汽車主要承載構件。還有塑料及復合材料,則在非結構件替換上起到重要作用,極大地降低了汽車的重量。
4.1.1 鎂、鋁合金材料
鎂、鋁合金材料是常用的低密度合金材料,其中鋁的密度大約是鋼鐵的三分之一[1],鋁合金的導熱率、吸收碰撞性、耐腐蝕性、加工性能均優于鋼材,強度比接近或超過優質鋼,完全可以滿足輕量化要求。目前使用的鋁合金主要是鑄鋁、鍛鋁、鋁板材和鋁型材,汽車用鋁合金中,鑄鋁占主要部分,鍛鋁具有更好的力學性能,在汽車上也有應用。鎂的密度大約是鋁的三分之二,鋼的四分之一,鎂合金在散熱、吸震以及壓鑄等性能方面均優于鋁合金,是代替鋼材的輕量化材料。
4.1.2 高強度鋼
鋼鐵材料是汽車制造中使用最廣泛的材料,高強度鋼是汽車輕量化使用最多的材料。高強度鋼按強化機理分,主要有固溶強化、析出強化、組織強化、烘烤硬化及細晶強化[2]。按強度分,有高強度鋼和超高強度鋼。按冶金學特征分,可分為普通高強鋼和先進高強鋼。先進高強鋼是通過相變來達到高強度的,與深拉鋼和傳統低合金高強度鋼相比。先進高強鋼具有更大的屈服強度,在抗碰撞性能、耐蝕性能、抗疲勞性能和成本方面,先進高強鋼較其他材料仍具有較大的優勢,具有較高的減重潛力,在汽車輕量化和提高安全性方面都起著非常重要的作用。
4.1.3 塑料和復合材料
在汽車制造業中,塑料是使用最多的非金屬材料。其種類可分為:高分子塑料、復合塑料、塑料合金以及納米塑料和生物塑料等。聚丙烯、丙烯腈-丁二烯-苯乙烯塑料具有密度小、良好的力學性能和加工性能且成本低的優點。主要應用在汽車的內飾、儀表板、保險杠、輪罩等部件[2]。
4.2 采用先進的制造工藝
在大量采用輕量化材料來實現汽車輕量化的同時,與之相匹配制造工藝也得到了廣泛應用,如用于高強度鋼板沖壓件的熱沖壓成形工藝。如激光拼焊,可以將若干不同材質、不同厚度、不同涂層的鋼材、不銹鋼材、鋁合金材等進行自動拼焊而形成一塊整體板材、型材等,以滿足零部件對材料性能的不同要求,用最輕的重量、最優結構和最佳性能實現汽車輕量化。又如用于高強度鋼板沖壓件的熱沖壓成形工藝等,是汽車輕量化技術的重要工藝技術。
4.2.1 激光焊接
激光焊接生產線已大規模出現在汽車制造業,成為汽車制造業突出的成就之一。與傳統焊接相比,激光焊接具有速度快、效率高、焊縫深寬比大、熱輸入小、熱影響區小、焊接變形小等優點[2]。從汽車零部件生產到車身制造,激光焊接已經成為汽車制造生產中的主要焊接方法。激光焊接在汽車制造中的主要應用是板材的激光拼焊,也就是將不同厚度、不同材質、不同強度、不同沖壓性能和不同表面處理狀況的板坯拼焊在一起[2],從而達到最合理地使用不同級別、厚度和性能的鋼板,減輕汽車質量。當激光拼焊技術應用于車身側圍的制造,不再需要任何加強桿、加強筋及附屬的生產工藝,則質量和零部件數量都會減少。此外,激光拼焊板在車門上的應用還使鉸接區域的剛性得到整體加強,使車門的質量降低。激光焊接在汽車制造中的另一個重要應用是車身框架的激光焊接。激光焊接是連續連接,比傳統點焊的間斷連接能更好地傳遞載荷,從而提高了車身的剛度和強度,使車身沖壓件的搭接邊寬度減少,減輕了車身重量。
4.2.2 液壓成形
與傳統的成形工藝相比,液壓成形件的強度與剛度都有提高,成形件的回彈性小,成形精度高、表面質量好,可節約材料、減少配套模具數量、降低制造成本。液壓成形作為汽車輕量化技術,主要應用于車身結構件、支架、框架類零件等。
4.2.3 高強度鋼熱成形
高強度鋼熱成形技術專門用于高強度鋼鋼板沖壓成形的先進制造技術,與傳統的冷成形加工工藝相比,熱成形工藝的特點是加工板料上存在一個不斷變化的溫度場。在溫度場的作用下,板材的基體組織和力學性能發生變化,導致板材的應力場發生變化,同時材料的應力場又反作用于溫度場,所以熱成形工藝就是板料內部溫度場與應力場共存且相互作用,相互耦合的變化過程。高強度鋼熱成形技術是集落料、加熱、防氧化、沖壓、淬火冷卻、切形和噴丸處理等為一體的綜合制造系統,是體現機械加工、電控和材料化工緊密交叉的前沿高新技術。高強度鋼熱成形技術是實現汽車輕量化的重要技術途徑。
4.3 結構優化設計
由于輕量化理論和設計及分析軟件的不斷出現,結構優化設計成為汽車輕量化的主要措施。從汽車結構上運用先進的設計理念,合理的減小零件的厚度、去除冗余材料、改變零部件結構,從設計上實現汽車的輕量化。結構優化設計方法主要包括尺寸優化、形狀優化和拓撲優化。
4.3.1 尺寸優化設計
尺寸優化是最簡單直接的結構優化方法,也叫參數優化設計技術。它是通過對結構單元的尺寸進行修改,從而達到結構優化的目的。尺寸優化主要針對的是零件的截面和厚度等尺寸,一般以板殼的厚度,如沖壓件的壁厚,梁的截面尺寸、橫截面積,減重孔的尺寸等參數為設計變量,以滿足不同工況下的剛度、強度、振動、吸能等為約束條件。
4.3.2 形狀優化設計
形狀優化設計是通過改變結構的邊界或內部形狀來改善特征的優化方法。將參數化設計技術應用到形狀優化設計,調整結構設計域內的整體或者局部外形以達到最理想的幾何形狀,同時減小應力集中,使得結構受力更加均勻,從而更加充分地利用材料,有效地減輕結構的質量。在汽車結構優化中,通過優化主要梁截面的截面屬性,使部件薄壁化、中空化、小型化以及對零部件結構的外形零部件空洞的形狀、凸臺倒角形狀等方面進行優化設計,繼而實現汽車的輕量化。
4.3.3 拓撲優化設計
拓撲優化以材料分布為優化對象,事先指定設計空間的材料分布,給定位移、應力、和目標函數,在設計空間內尋求結構中的構件布局及節點連接方式。通過優化算法自動給出最佳傳力路徑,保證外載荷傳遞到結構的支撐位置以及其他位置的性能最優,從而節省最多的材料[2]。
5 CAE技術在汽車零部件輕量化設計中的應用
CAE技術是計算機技術和工程分析技術相結合所形成的一門新興技術,它的理論基礎是有限元法和數值分析方法。有限元法的基本思想是將數值連續的求解區域離散為一組按一定方式相互連結在一起有限個單元的組合體,可以模擬幾何形狀復雜的求解域。數值分析方法是適合在計算機上使用的切實可行、理論可靠、計算具有復雜性的數值計算方法。
5.1 CAE技術現狀及發展趨勢
5.1.1 與CAD軟件的無縫集成
當今有限元分析軟件的發展趨勢是與通用CAD軟件的集成使用,即是在用CAD軟件完成零部件的造型設計后,直接將模型傳送到CAE軟件中進行有限元網格劃分并進行分析計算,如果分析的結果不滿足設計要求,需重新進行設計和分析,直到滿意為止,從而極大地提高了設計效率和設計水平。
5.1.2 更為強大的網格處理能力
有限元法求解問題的基本過程主要包括:分析對象的離散化、有限元求解、計算結果的后處理三部分。由于結構離散后的網格質量直接影響到求解時間及求解結果的正確性,近年來各軟件開發商都加大了在網格處理方面的投入,使網格生成的質量和效率都有了很大的提高。
5.1.3 由求解線性問題發展到求解非線性問題
隨著科學技術的發展,線性理論已經遠遠不能滿足設計的要求,許多工程問題如材料的破壞與失效、裂紋擴展等僅靠線性理論根本不能解決問題,必須進行非線性分析求解。為此,國外一些公司花費了大量的人力和物力開發非線性求解分析軟件,如ADINA、ABAQUS等。它們的共同特點是具有高效的非線性求解器、豐富而實用的非線性材料庫,ADINA還同時具有隱式和顯式兩種時間積分方法。
5.1.4 由單一結構場求解發展到耦合場問題的求解
當前用于求解結構線性問題的有限元方法和軟件都比較成熟,發展方向是結構非線性、流體動力學和耦合場問題的求解。隨著有限元的應用越來越廣泛深入,人們關注的問題越來越復雜,耦合場的求解必定成為CAE軟件的發展方向。
5.1.5 程序面向用戶的開放性
隨著商業化程度的不斷提高,各軟件開發商為了擴大自己的市場份額,滿足用戶的實際需求,在軟件的開放性方面,允許用戶根據自己的實際情況對軟件進行擴充,包括用戶自定義單元特性、用戶自定義材料本構(結構本構、熱本構、流體本構)、用戶自定義流場邊界條件、用戶自定義結構斷裂判據和裂紋擴展規律等等。
5.2 CAE技術在汽車零部件輕量化設計中的實施方法
在現代汽車設計中,CAE技術得到了廣泛的應用,涵蓋了汽車結構的各個總成件。運用CAE技術可以實現汽車的輕量化設計。利用CAE技術,結合有限元法與結構優化方法,對汽車零部件進行結構優化,是實現汽車零部件輕量化的一個重要研究方向。
輕量化的手段之一就是對汽車總體結構進行分析和優化,通過計算機有限元仿真等技術,在保證汽車性能的前提下,實現對汽車零部件的精簡、整體化和輕質化。利用CAE優化技術可以快速提供實際問題的解決方案。
利用CAE技術進行汽車輕量化優化設計的一般步驟:
(1)建立目標函數。目標函數是用設計變量來表示的所追求的目標形式,是評價設計方案優劣程度的依據,建立目標函數的過程就是尋找設計變量與目標的關系的過程,因此建立一個適當的目標函數是輕量化優化設計過程中最為重要的前提之一。當選擇一性能標準為目標函數時,其余的都可以作為約束條件來處理,通常選擇最重要的工作特點作為設計目標,這些目標表示成設計變量的數學函數,即目標函數。優化的數學模型可表述為:
目標值:f(x)=f(x1,x2,…,xn)
約束條件:g(x)≤ 0
h(x)=0
其中 x=x1,x2,…,xn是設計變量;f(x)是目標值;g(x)是不等式約束條件;h(x)是等式約束條件;xli≤x≤xui是上下限約束條件。
(2)確定設計變量。在結構優化設計過程中發生改變從而提高性能的一組參數稱為設計變量需要。它可以是常量,也可以為變量,是允許在結構優化設計期間進行更改的數值輸入。在結構優化設計中參與的設計變量可以分為兩類:一類是幾何參數,如板殼的厚度、寬度、截面面積等;一類為物理參數,如材料的彈性模量、屈服極限、鋼的標號、應力、結構的固有頻率等[3]。
(3)選取約束條件。約束條件是對設計的限制,是對設計變量和其他性能的要求。相對于設計變量和目標函數,約束條件是最復雜也是最重要的,選擇準確與否直接關系到所得結論的真實可靠。因此,全面準確地設定各種約束條件是結構優化設計的關鍵。約束條件通常包括各種剛度條件、強度條件、運動學條件、動力學條件、幾何條件、工藝條件等,有時還包括一些附加約束條件。
(4)選擇優化方法求解。根據變量、約束、目標、問題性質、時間因素和函數關系等不同情況,優化問題的求解方法有分層解析法、直接法、數值計算法等。對所提出的數學模型進行認真分析,從設計變量的個數,目標函數的復雜程度、約束條件的數目及復雜程度等方面,對現有的優化方法進行初步選擇,從所有可能的方案中選擇出最合理的、以達到最優目標的方案。然后以簡單實例進行計算,比較各種方法的求解時間及精度。一般來說,運算時間較短的優化方法是比較好的方法。
(5)分析評估優化計算結果。用設計出的三維實體模型進行CAE分析,如果分析結果不能滿足設計要求,則需修改結構,再進行CAE分析,直到滿足要求為止。設計者從滿足給定的設計要求的多個可行方案中,按照規定的目標選出最優的方案。有時計算結果出乎意料,就要分析一下具體原因,不應完全依賴數學方法的計算結果,而要根據實際情況及自身的經驗對優化求解結果進行分析,看其是否合理,能否應用于實際。
下面的圖2給出了優化設計的流程。
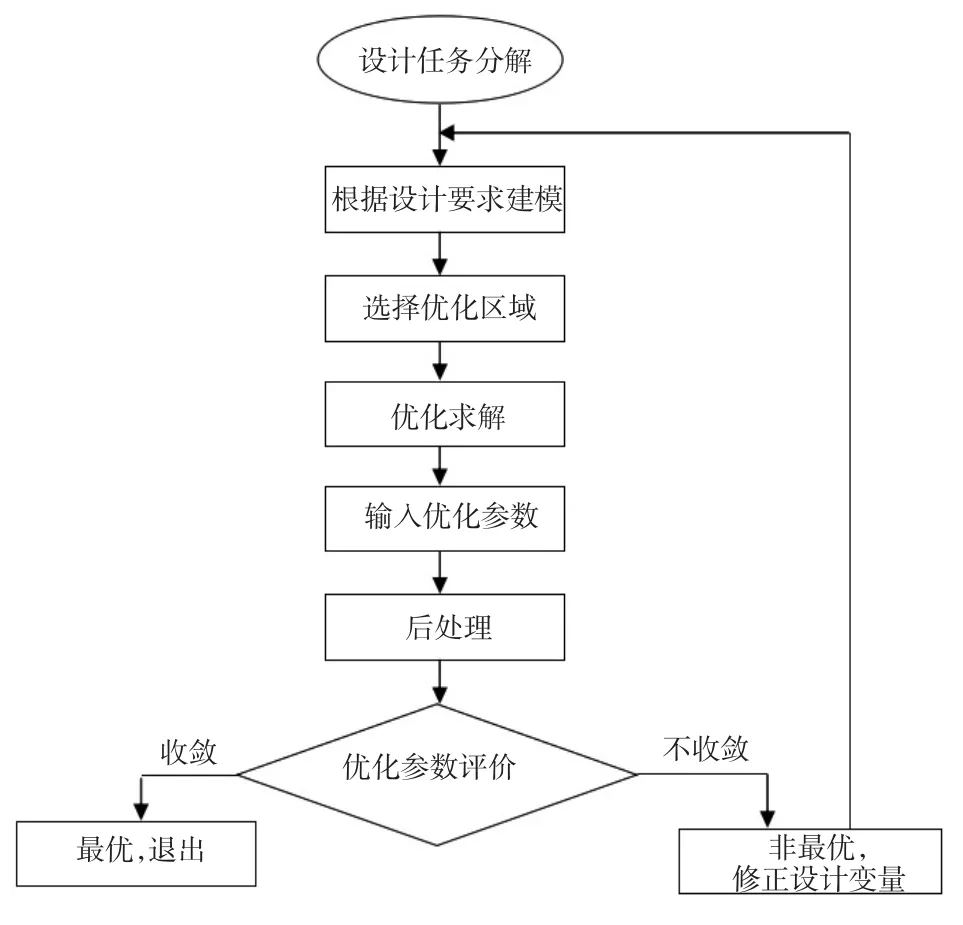
圖2 優化設計過程框圖
6 汽車零部件輕量化設計實例
圖3是一外后視鏡支座總成,上、下支座過于笨重,材料成本高。要求在保證強度和剛度等性能的前提下盡可能使其輕量化。

圖3 后視鏡支座總成
6.1 輕量化設計要求
設計要求鏡桿端部的結構借用原有結構,鏡子的位置不變,桿徑不變,重新設計支桿。上支座的固定方式參照圖4,零件工藝不變。重新布置后視鏡下支座安裝點。并重新設計安裝點支座。要求支座在滿足使用要求的前提下盡量輕量化。

圖4 后視鏡上支座的固定方式
6.2 約束條件與目標函數
已知外形幾何參數和外載荷,結構重量設計要求作為約束,重量最小和最大應力作為目標函數,結構應滿足剛度和強度的設計要求,即后視鏡上支座、后視鏡下支座、后視鏡支桿應剛度條件和強度條件。
6.3 輕量化方案設計
根據設計要求,鏡子的位置不能改變,后視鏡支架鏡桿部分不變動,可以變動的是上支座和下支座的位置,可以將上支座和下支座的位置作為一設計變量。經過調整,上支座和下支座的位置的確定如圖5。

圖5 上支座和下支座的固定位置
充分考慮后視鏡支架鏡桿端部與鏡桿的相對位置并保持合理的外形,上支座調整到與車門保持適當的距離。為保證鏡桿上下端部同軸,調整設計變量,下支座安裝軸向車門外擺動2.65°,如圖6。

圖6 下支座安裝軸角度調整
6.4 關鍵零部件輕量化設計
6.4.1 后視鏡上支座優化設計
在對零件進行受力分析時,通過向零件主要受力位置逐漸增加材料,同時逐漸減少其他非主要受力位置處的材料。通過在不同位置布置材料,裁剪掉原先零件多余的部分,增加安裝后視鏡支架的部分,使零件的材料分布更加合理,從而避免局部應力高峰值的產生,如圖7為后視鏡上支座優化過程,經過優化,最后達到減輕零件重量的目的,之后再根據車門外形并考慮與車門的安裝配合,適當修改外形曲面,此時對所設計的零件的重量進行初步測量,再與原來的零件比較,結果為192.4g/291.2g,重量降低了34%。

圖7 后視鏡上支座優化過程圖
6.4.2 后視鏡下支座CAE分析
邊界條件:約束上下支座的安裝孔位(fix)。施加載荷:管子上加一-Z向1 000 N的力。通過CAE分析,對比優化前后的應力集中情況,從圖8可以看出,應力最大值降低,輕量化效果明顯。后視鏡下支座輕量化結果如圖9、圖10。

圖8 后視鏡上支座優化前后應力集中情況對比

圖9 經過輕量化的后視鏡支座總成

圖10 經過輕量化的后視鏡上支座
6.4.3 后視鏡下支座優化設計及相關零部件改進設計
因下支座安裝點作了調整,相關的設計變量也需作相應更改。下支座要安裝在車門鈑金上,需要在車門鈑金增加一個與下支座安裝面匹配的面。為此,對車門鈑金上固定外后視鏡下支座的加強板進行局部的型面修整。如圖11,為了使下支座能夠合理地安裝在車門上,在車門加強板上增加一個面,并且在這個面上增加了兩個與下支座的安裝孔相匹配的安裝孔。

圖11 后視鏡下支座安裝位置
圖12 為后視鏡下支座優化前后應力集中情況對比,可以看出,應力最大值顯著降低。

圖12 后視鏡下支座優化前后應力集中情況對比
圖13 為整個后視鏡支架總成的應力分布對比,可以看出,應力最大值有所降低。

圖13 整個后視鏡支架總成的應力分布對比
表2為后視鏡支架總成各零部件應力分布對比,可以看出,各零部件應力最大值都有不同程度的降低。

表2 后視鏡支架總成各零部件應力分布對比
6.5 優化結果
優化后的后視鏡支架總成各零部件應力最大值都有不同程度的降低,優化后的各零部件減重402.4 g,減重率57%,表3為后視鏡支架總成各零部件重量對比。見圖14。

表3 后視鏡支架總成各零部件重量對比

圖14 后視鏡支架總成
7 結束語
汽車輕量化對汽車節能降排、性能改善和能源戰略規劃以及汽車工業健康發展都具有重要意義,汽車輕量化技術的研究多以車身結構為主,而零部件的總質量約占整車整備質量的四分之三,在汽車輕量化方面具有很大的挖掘潛力,汽車零部件的輕量化研究將會進一步得到重視。汽車輕量化設計基于CAE技術進行,借助于三維模型對機構進行有限元分析、運動仿真、動力學分析,避免出現機構運動中的干涉現象,使設計中的“虛擬樣機”檢驗發揮強大作用,確保機構安全可靠,結構優化合理,大大節約了制作物理樣機和試驗的費用。利用CAE技術進行汽車輕量化設計,改變了設計工程師依靠經驗來進行優化、建模,再進行CAE分析,把CAE作為一種驗算的工作模式。通過CAE計算,進行反復的迭代,尋找最優化的輕量化解決方案,給CAE驅動設計帶來可能,改變以往對一個不理想模型狀態進行優化的弊端,真正實現CAE驅動設計。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2019年7期)2019-11-25 01:43:04
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
作文大王·低年級(2016年4期)2016-04-18 00:24:37
現代企業(2015年9期)2015-02-28 18:56:50