基于MES的機(jī)械加工工藝執(zhí)行系統(tǒng)設(shè)計(jì)研究
2020-01-03 10:10:55李先旺黎炫鋒
現(xiàn)代信息科技 2020年16期
李先旺 黎炫鋒

摘? 要:強(qiáng)化工藝管理是保證產(chǎn)品質(zhì)量和提高企業(yè)競(jìng)爭(zhēng)能力的重要手段,現(xiàn)有的制造執(zhí)行系統(tǒng)在工藝管理方面還不夠完善,特別是缺乏工藝執(zhí)行過程監(jiān)控和反饋的管理。本文針對(duì)這一不足,設(shè)計(jì)了一種基于制造執(zhí)行系統(tǒng)的機(jī)械加工工藝執(zhí)行系統(tǒng)。該系統(tǒng)包含工藝方案管理、工藝執(zhí)行監(jiān)控和工藝數(shù)據(jù)分析等功能,實(shí)現(xiàn)了工藝執(zhí)行全過程信息化管理,強(qiáng)化了工藝執(zhí)行過程的管控,為機(jī)械加工企業(yè)提升工藝管理和實(shí)現(xiàn)智能工藝提供了支撐。
關(guān)鍵詞:制造執(zhí)行系統(tǒng);工藝設(shè)計(jì);工藝執(zhí)行;機(jī)械加工
中圖分類號(hào):TP277;TN818? ? ? 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):2096-4706(2020)16-0155-03
Research on the Design of Machining Process Execution System Based on MES
LI Xianwang,LI Xuanfeng
(School of Mechanical Engineering,Guangxi University,Nanning? 530004,China)
Abstract:Strengthening process management is an important means to ensure product quality and improve enterprise competitiveness. The existing manufacturing execution system is not perfect in process management,especially lack of process execution process monitoring and feedback management. Aiming at this deficiency,this paper designs a machining process execution system based on MES. The system includes functions such as process plan management,process execution monitoring and process data analysis,etc.,realizing the entire process information management of process execution,strengthening the control of process execution process,and providing support for mechanical processing enterprises to improve process management and realize intelligent process.
Keywords:MES;process management;process execution;mechanical processing
0? 引? 言
工藝是連接產(chǎn)品設(shè)計(jì)和制造的橋梁,是保證產(chǎn)品質(zhì)量、提高企業(yè)生產(chǎn)效率和經(jīng)濟(jì)效益的重要手段。工藝工作可以分為工藝設(shè)計(jì)和工藝執(zhí)行兩個(gè)方面。相關(guān)工作人員更多關(guān)注的是工藝設(shè)計(jì)工作,CAPP[1]、3D CAPP[2]等信息化技術(shù)和系統(tǒng)被廣泛應(yīng)用于工藝設(shè)計(jì),工藝設(shè)計(jì)的信息化和智能化水平因此得到了極大的提升,而在工藝執(zhí)行方面還未得到足夠的重視,特別是對(duì)于機(jī)械加工企業(yè)而言,其工藝執(zhí)行過程仍然以人工管理為主,存在監(jiān)控不到位、反饋不及時(shí)等問題[3]。
制造執(zhí)行系統(tǒng)(Manufacturing Execution System,MES)是位于企業(yè)上層計(jì)劃管理與底層工業(yè)控制系統(tǒng)之間的面向車間(執(zhí)行)層的管理信息系統(tǒng)。MES是一套對(duì)生產(chǎn)現(xiàn)場(chǎng)綜合管理的集成系統(tǒng)。MES用集成的思想替代原來的設(shè)備管理、質(zhì)量管理、生產(chǎn)排程、DNC、數(shù)據(jù)采集軟件等車間需要使用的孤立軟件系統(tǒng)[4]。
筆者在廣西大學(xué)機(jī)械工程學(xué)院工作,主要研究方向?yàn)橹圃鞓I(yè)信息化技術(shù)及應(yīng)用,與廣西區(qū)內(nèi)多個(gè)機(jī)械制造企業(yè)保持著良好的合作關(guān)系,為企業(yè)提供信息化咨詢、信息系統(tǒng)開發(fā)與實(shí)施等服務(wù)。通過筆者對(duì)近年來典型機(jī)械加工企業(yè)及其MES應(yīng)用的調(diào)研發(fā)現(xiàn),目前機(jī)械加工企業(yè)MES系統(tǒng)在工藝管理方面還不夠完善,其工藝管理主要功能體現(xiàn)為工藝信息的下達(dá),而沒有包含工藝執(zhí)行過程的管理和監(jiān)控。因此,完善MES系統(tǒng)的工藝管理功能,強(qiáng)化工藝執(zhí)行過程的管理和監(jiān)控,是機(jī)械加工企業(yè)所面臨的一項(xiàng)迫切需求。
1? 機(jī)械加工企業(yè)工藝執(zhí)行過程分析
1.1? 機(jī)械加工工藝設(shè)計(jì)與工藝執(zhí)行過程
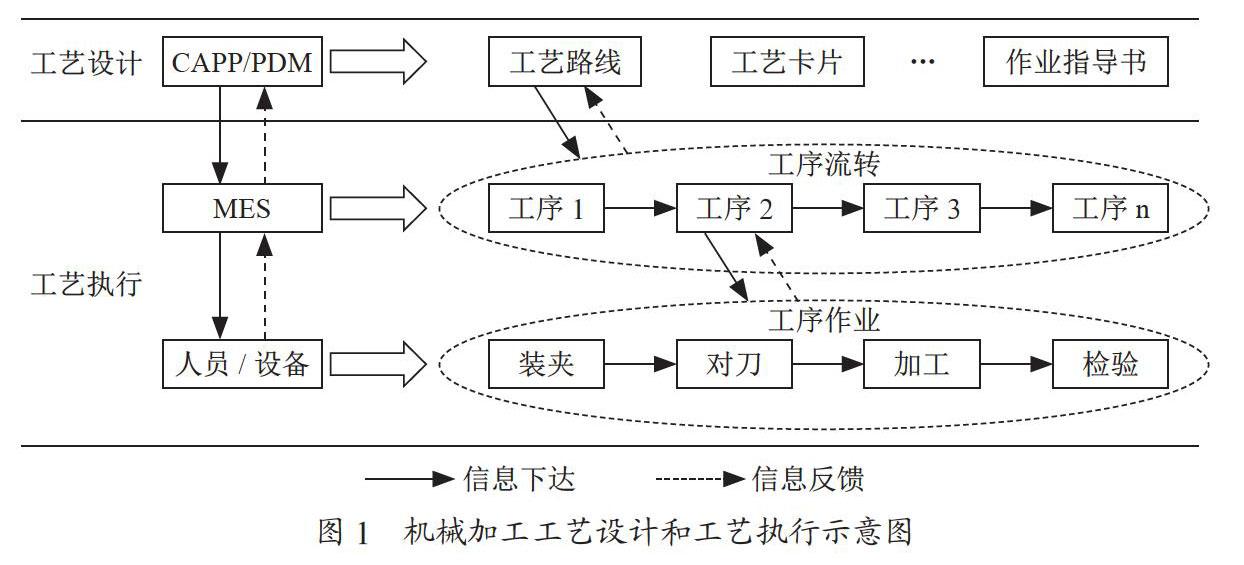
機(jī)械加工企業(yè)的工藝工作可以分為工藝設(shè)計(jì)和工藝執(zhí)行兩個(gè)方面,如圖1所示。
工藝設(shè)計(jì)位于上層,是指根據(jù)產(chǎn)品圖紙和技術(shù)要求,設(shè)計(jì)機(jī)械加工工藝方案的過程,包括工藝路線設(shè)計(jì)、工藝卡片設(shè)計(jì)、作業(yè)指導(dǎo)書編制等內(nèi)容。企業(yè)一般通過計(jì)算機(jī)輔助工藝過程設(shè)計(jì)系統(tǒng)(CAPP)開展工藝設(shè)計(jì)工作,并通過產(chǎn)品數(shù)據(jù)管理系統(tǒng)(PDM)對(duì)工藝設(shè)計(jì)過程和工藝設(shè)計(jì)數(shù)據(jù)進(jìn)行管理。
工藝執(zhí)行位于下層,是指將工藝方案用于指導(dǎo)實(shí)際生產(chǎn)和機(jī)械加工作業(yè)的過程,包括工序流轉(zhuǎn)和工序作業(yè)兩個(gè)方面,其中工序流轉(zhuǎn)一般通過MES系統(tǒng)進(jìn)行管理,而工序作業(yè),包括裝夾、對(duì)刀、加工和檢驗(yàn)等操作,目前多數(shù)企業(yè)仍然以人工管理為主。
1.2? 機(jī)械加工企業(yè)工藝執(zhí)行過程中存在的問題
如上文所述,機(jī)械加工企業(yè)對(duì)于工藝執(zhí)行的管理仍然以人工管理為主,加上機(jī)械加工工藝方案具有多樣性等原因,即同樣的產(chǎn)品圖紙和技術(shù)要求,往往存在多種可選的工藝方案,造成了機(jī)械加工企業(yè)工藝執(zhí)行過程還面臨著以下諸多問題。
1.2.1? 規(guī)范性差
一是工藝設(shè)計(jì)造成的不規(guī)范。例如:進(jìn)行工藝參數(shù)設(shè)計(jì)時(shí)往往只給定一個(gè)范圍而不是具體的數(shù)值,在工藝執(zhí)行過程中還需要操作工人根據(jù)經(jīng)驗(yàn)來確定具體的數(shù)值,造成了不同操作工人之間工藝參數(shù)不一致的問題;二是工藝執(zhí)行過程中的不規(guī)范。例如:操作工人為了趕時(shí)間,工藝文件中規(guī)定了該兩次走刀完成加工,但工人在實(shí)際操作中只用一次走刀完成加工。
1.2.2? 監(jiān)控不到位、反饋不及時(shí)
目前多數(shù)機(jī)械加工企業(yè)對(duì)于工藝執(zhí)行的管理仍然為人工管理,存在監(jiān)控不到位、反饋不及時(shí)的問題。例如:上述不規(guī)范的情況,如未造成質(zhì)量問題,管理人員往往是無法及時(shí)發(fā)現(xiàn)的,即便造成了質(zhì)量問題,對(duì)問題的分析、處理和反饋往往存在一定的滯后性。
1.2.3? 人工經(jīng)驗(yàn)未得到有效利用
在實(shí)際工藝執(zhí)行過程中,往往會(huì)積累很多成功的經(jīng)驗(yàn)或失敗的教訓(xùn)。例如:有經(jīng)驗(yàn)的操作工人,往往對(duì)設(shè)備狀態(tài)有著靈敏的觸覺,會(huì)根據(jù)設(shè)備狀態(tài)靈活調(diào)整工藝參數(shù),從而保證加工質(zhì)量或效率。而這種經(jīng)驗(yàn)還停留在操作工人腦海中,未能得以有效的識(shí)別和利用。
2? 基于MES的機(jī)械加工工藝執(zhí)行系統(tǒng)設(shè)計(jì)
2.1? 系統(tǒng)體系結(jié)構(gòu)
本文提出了一種基于三層架構(gòu)的機(jī)械加工工藝執(zhí)行系統(tǒng),如圖2所示。
上層為用戶層,主要用于為人員和設(shè)備提供數(shù)據(jù)交互界面。用戶層包含網(wǎng)頁端、APP端和數(shù)據(jù)采集網(wǎng)關(guān)。網(wǎng)頁端主要用于支持管理人員通過個(gè)人電腦進(jìn)行訪問;APP端主要用于支持作業(yè)人員不便于操作電腦時(shí),通過手機(jī)、平板等移動(dòng)設(shè)備進(jìn)行訪問;數(shù)據(jù)采集網(wǎng)關(guān)主要用于采集機(jī)床設(shè)備的運(yùn)行數(shù)據(jù)和狀態(tài)信息。
中間為業(yè)務(wù)層,即所謂的后臺(tái)管理程序。業(yè)務(wù)層采用典型的模塊和組件化設(shè)計(jì)方案,主要包括業(yè)務(wù)組件和基礎(chǔ)組件兩類組件,業(yè)務(wù)組件提供了工藝方案管理、工藝執(zhí)行監(jiān)控和工藝數(shù)據(jù)分析等功能,基礎(chǔ)組件提供了權(quán)限管理、服務(wù)管理和接口管理等功能。
下層為數(shù)據(jù)層,主要用于數(shù)據(jù)的存儲(chǔ)和訪問,包括數(shù)據(jù)庫(kù)和數(shù)據(jù)訪問組件等功能。
2.2? 系統(tǒng)功能結(jié)構(gòu)
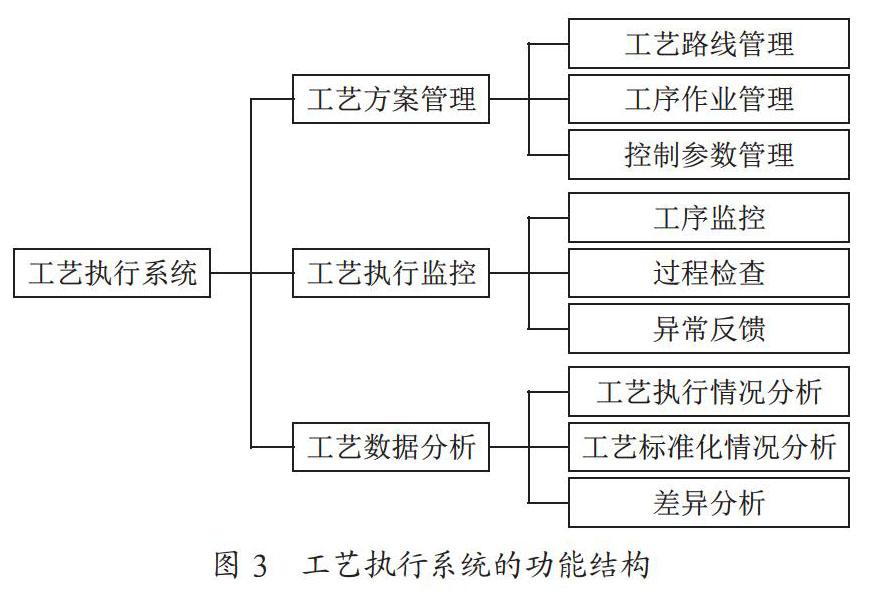
系統(tǒng)功能結(jié)構(gòu)如圖3所示。主要包括工藝方案管理、工藝執(zhí)行監(jiān)控和工藝數(shù)據(jù)分析三大功能模塊。
2.2.1? 工藝方案管理
(1)工藝路線管理。包括工藝路線的錄入、編輯、瀏覽、查詢以及導(dǎo)入導(dǎo)出等操作。
(2)工序作業(yè)管理。工序作業(yè)管理是指工序作業(yè)程序的管理,包含裝夾、對(duì)刀、加工和檢驗(yàn)等作業(yè)程序,每項(xiàng)作業(yè)程序可能會(huì)分解為多個(gè)步驟,例如:加工作業(yè)可能會(huì)分解為多個(gè)加工工步。作業(yè)程序應(yīng)支持文檔和流程兩種管理方式。文檔方式主要用于管理作業(yè)指導(dǎo)書。流程方式主要用于支持多步驟作業(yè)程序的流程跟蹤。
(3)控制參數(shù)管理。即關(guān)鍵工序的工藝參數(shù)、刀具參數(shù)等量化數(shù)據(jù)的管理。通過設(shè)置控制參數(shù),實(shí)現(xiàn)對(duì)關(guān)鍵工序的參數(shù)化監(jiān)控。
2.2.2? 工藝執(zhí)行監(jiān)控
(1)工序監(jiān)控。通過工序完工匯報(bào)數(shù)據(jù)、機(jī)床運(yùn)行數(shù)據(jù)和傳感器等數(shù)據(jù)的采集和分析,實(shí)時(shí)監(jiān)控加工工序的執(zhí)行情況。包括是否按指定工藝路線和工序開展加工、是否按指定工藝參數(shù)進(jìn)行加工、是否及時(shí)開展工序檢驗(yàn)和匯報(bào)檢驗(yàn)數(shù)據(jù)等。
(2)過程檢查。即檢查操作工人是否嚴(yán)格按照工藝文件的要求開展工序加工,也就是常說的工藝紀(jì)律檢查。一般通過在線填表的方式進(jìn)行,包括自查表和抽查表,是工序監(jiān)控的一種補(bǔ)充。
(3)異常反饋。即工序異常的反饋,包括實(shí)際工藝參數(shù)與設(shè)計(jì)工藝參數(shù)不符、工藝參數(shù)不合理、工序質(zhì)量超差、刀具磨損異常等。
2.2.3? 工藝數(shù)據(jù)分析
(1)工藝執(zhí)行情況分析。即統(tǒng)計(jì)一段時(shí)間內(nèi)哪些零件是嚴(yán)格按照工藝設(shè)計(jì)要求開展加工的,哪些零件是未嚴(yán)格按照工藝設(shè)計(jì)要求開展加工。
(2)工藝標(biāo)準(zhǔn)化情況分析。所謂標(biāo)準(zhǔn)化,是指對(duì)于同一個(gè)零件或零件系列,不應(yīng)存在不同操作者或不同的加工批次之間工藝方案不一致的問題。統(tǒng)計(jì)一段時(shí)間內(nèi)哪些零件形成了標(biāo)準(zhǔn)化的工藝方案,哪些零件未形成標(biāo)準(zhǔn)化工藝方案。
(3)差異分析。未形成標(biāo)準(zhǔn)化工藝方案時(shí),同一個(gè)零件或零件系列,不同操作者或不同的加工批次之間工藝方案可能存在差異,而這種差異會(huì)導(dǎo)致零件的精度等級(jí)、刀具消耗或加工工時(shí)存在差異,通過數(shù)據(jù)的關(guān)聯(lián)分析,找出最佳(或最差)精度等級(jí)、刀具消耗或加工工時(shí)所對(duì)應(yīng)的工藝方案。
3? 關(guān)鍵技術(shù)分析
3.1? 數(shù)據(jù)采集技術(shù)
數(shù)據(jù)采集是指對(duì)實(shí)際加工的工藝參數(shù)、加工工時(shí)、加工質(zhì)量、刀具消耗、機(jī)床狀態(tài)等數(shù)據(jù)的采集。由于多數(shù)機(jī)械加工企業(yè)都存在加工中心、數(shù)控機(jī)床等先進(jìn)設(shè)備和普通車床、銑床等老舊設(shè)備并存的現(xiàn)象,全部通過傳感器、現(xiàn)場(chǎng)總線等方式來采集數(shù)據(jù)是不現(xiàn)實(shí)的。因此本文提出了設(shè)備聯(lián)機(jī)采集、人機(jī)交互顯示采集和人機(jī)交互隱式采集三種數(shù)據(jù)采集方式。
設(shè)備聯(lián)機(jī)采集是指通過傳感器、現(xiàn)場(chǎng)總線等方式采集數(shù)據(jù);人機(jī)交互顯示采集是指通過專門的數(shù)據(jù)錄入界面進(jìn)行數(shù)據(jù)采集,例如:前面提到的工藝過程檢查模塊中,通過工藝自查表信息錄入界面實(shí)現(xiàn)數(shù)據(jù)采集;人機(jī)交互隱式數(shù)據(jù)采集是指在人機(jī)交互操作過程中,自動(dòng)記錄人機(jī)交互所附帶的一些隱式信息,例如:在提交完工匯報(bào)的人機(jī)交互操作中,可以自動(dòng)采集提交完工匯報(bào)的具體時(shí)間,通過比對(duì)時(shí)間間隔,自動(dòng)實(shí)現(xiàn)工時(shí)數(shù)據(jù)統(tǒng)計(jì)。
3.2? 數(shù)據(jù)分析技術(shù)
數(shù)據(jù)分析只是對(duì)工藝執(zhí)行歷史數(shù)據(jù)的分析和挖掘。數(shù)據(jù)分析的目的主要有兩個(gè):一是工藝執(zhí)行績(jī)效分析,即前面提到的工藝執(zhí)行情況分析和標(biāo)準(zhǔn)化情況分析;二是工藝知識(shí)的發(fā)現(xiàn),即發(fā)現(xiàn)歷史數(shù)據(jù)中最優(yōu)的工藝方案或失敗的工藝方案,例如:對(duì)于某個(gè)產(chǎn)品,因不同人員或不同時(shí)期的加工作業(yè),在作業(yè)過程中可能采用了不一樣的工藝參數(shù)或刀具,通過關(guān)聯(lián)分析,找出其中加工效率最高、或加工質(zhì)量最優(yōu)條件下所對(duì)應(yīng)的工藝參數(shù)或刀具。工藝知識(shí)發(fā)現(xiàn)主要通過前面提到的差異分析功能來實(shí)現(xiàn)。
4? 結(jié)? 論
綜上所述,本文提出了一種基于MES的機(jī)械加工工藝執(zhí)行系統(tǒng),構(gòu)建了由用戶層、業(yè)務(wù)層和數(shù)據(jù)層構(gòu)成的三層體系結(jié)構(gòu),設(shè)計(jì)了包含工藝方案管理、工藝執(zhí)行監(jiān)控和工藝數(shù)據(jù)分析等功能的功能結(jié)構(gòu),探討了數(shù)據(jù)采集技術(shù)、數(shù)據(jù)分析技術(shù)等關(guān)鍵技術(shù)。該系統(tǒng)可以彌補(bǔ)現(xiàn)有MES系統(tǒng)工藝管理功能的不足并強(qiáng)化工藝執(zhí)行過程的管控,還可有效提升機(jī)械加工企業(yè)的工藝管理水平。
參考文獻(xiàn):
[1] 褚學(xué)寧,王治森,馬登哲,等.CAPP技術(shù)的智能化發(fā)展思路 [J].中國(guó)機(jī)械工程,2003,14(23):2062-2066.
[2] 喬立紅,考書婷,楊志兵.三維數(shù)字化工藝模型及其表達(dá)框架 [J].機(jī)械工程學(xué)報(bào),2015,51(8):164-171.
[3] 趙強(qiáng),許建新,董思洋,等.面向數(shù)字化制造的工藝執(zhí)行系統(tǒng)關(guān)鍵技術(shù)研究 [J].機(jī)械科學(xué)與技術(shù),2012,31(12):1910-1915.
[4] e-works Research.制造執(zhí)行系統(tǒng)(MES)選型與實(shí)施指南:第2版 [R/OL].(2017-01-03).https://www.e-works.net.cn/report/mes2016/mes2016.html.
作者簡(jiǎn)介:李先旺(1982.06—),男,漢族,湖南資興人,講師,博士研究生,研究方向:制造業(yè)信息化技術(shù)及應(yīng)用;黎炫鋒(1998.01—),男,漢族,廣西南寧人,本科在讀,研究方向:機(jī)械設(shè)計(jì)制造及其自動(dòng)化。