CPC1600閥控充液型液力偶合器研發及應用
2020-01-11 01:07:12王明
工業技術創新 2020年6期
摘? ?要: 閥控充液型液力偶合器是刮板輸送機的軟起動裝置,能夠有效防止刮板輸送機運行時產生的沖擊、刮卡等事件發生。研究并開發了CPC1600閥控充液型液力偶合器,對其主機、關鍵元部件、液壓供水控制系統進行了設計。在主機設計中,兼顧結構與選材,與刮板輸送機聯結尺寸相配套,并保證強度與耐蝕性能;在元部件設計中,開展葉輪腔型逆向反求、材料選擇、外特性仿真等工作,保證泵輪、渦輪具有足夠的安全裕量,并對離心閥轉速進行設計;在液壓供水控制系統中,開發偶合器自動液位保持開式系統(ALM),減少電磁閥的動作次數。試驗室試驗和現場工業性試驗表明,CPC1600閥控充液型液力偶合器運行可靠,額定功率可達到1 600 kW,額定滑差(速比)為95.39%,外特性滿足標準要求,電磁閥使用壽命得以延長,可以在煤礦井下的刮板輸送機上推廣應用。
關鍵詞: 閥控充液型液力偶合器;額定滑差;刮板輸送機;工業性試驗;葉輪腔型逆向反求
中圖分類號:TD528.3? ? 文獻標識碼:A? ? 文章編號:2095-8412 (2020) 06-027-08
工業技術創新 URL: http://gyjs.cbpt.cnki.net? ? DOI: 10.14103/j.issn.2095-8412.2020.06.005
引言
刮板輸送機是用來運輸煤礦等物料的重要工具。實踐中發現,當刮板輸送機在綜采工作面工作時,若上煤量過大,或出現片幫、刮板鏈卡滯等情況,則其在運行會產生沖擊、刮卡現象,導致頻繁過載和停機。
目前雙速電動機驅動系統在刮板輸送機中應用較多,其緩解了刮板輸送機的上述問題,但其多機驅動模式也帶來了負載分配不均衡問題[1-2]。隨著刮板輸送機裝機功率的不斷加大(目前最大單機功率達到1 600 kW),其起動及運行問題勢必將更加突出[3-4]。
閥控充液型液力偶合器是一種源于國外的刮板輸送機驅動裝置,其系統功能完善、技術經濟性合理,是重型刮板輸送機理想的軟起動裝置[5],在陜煤集團神南產業發展有限公司(以下簡稱“神南產業”)及所屬各礦中得到了廣泛應用,但其價格高、供貨周期長、服務不及時,嚴重影響了煤礦連續生產。
針對上述問題,神南產業自行研究與開發了CPC1600閥控充液型液力偶合器,先后完成了產品設計、樣機生產制造以及應用測試等工作,以實現國外閥控充液型液力偶合器的功能和指標,有效提高刮板輸送機的運行可靠性及開機率,減少采購成本。本文首先闡述CPC1600閥控充液型液力偶合器的工作原理;然后論述各元部件、各控制系統的研發關鍵技術;最后介紹試驗室試驗和現場工業性試驗情況。
1? 工作原理
1.1? 系統組成
原始的液力偶合器利用一個泵輪、一個渦輪及其中的液體實現無磨損傳動。具有較高能量的液體以離心方式從泵輪流至渦輪(從動部分),并轉換成機械能(力)。在能量從泵輪傳遞至渦輪的過程中,二者完全沒有接觸,故也不會發生磨損[6],只有軸承和密封件會出現正常疲勞和磨損。
閥控充液型液力偶合器是由兩個泵輪、兩個渦輪組成的雙腔液力偶合器,其采用控制閥控制液體的液位。閥控充液型液力偶合器由主機、電氣控制系統和液壓供水控制系統三個功能模塊組成。其中主機實現電動機至工作機的動力傳動;液壓供水控制系統實現主機的充排液,控制主機傳動的軟起動;電氣控制系統用于接收來自組合開關的信號,對主機的充排液進行控制。目前,閥控充液型液力偶合器有三種規格,分別是:1)CPC1000,工作腔直徑為562 mm,對應功率為855 kW或1 000 kW;2)CPC1600,工作腔直徑為575 mm,對應功率為1 600 kW;3)CPC1200,工作腔直徑為575 mm,對應功率為1 200 kW。
本文選擇第二種規格。
1.2? 主機結構
主機主要由外殼組件、泵輪組件、渦輪組件和輸出部件組成,由電動機軸支承泵輪組件并帶動旋轉,通過液體動力將能量傳輸給渦輪。渦輪組件由兩個背靠背渦輪及渦輪軸組成,在渦輪軸的輸出端配置了輸出部件,將動力傳輸給減速器。外殼組件主要作用是形成液體的工作空間,使由工作腔泄漏的液體能重新返回左輔腔或排出殼體外。
1.3? 液壓供水控制系統
閥控充液型液力偶合器的液壓供水控制系統有兩種:一種是閉式供水系統,冷卻水在液力偶合器殼體中循環運行;另一種是開式供水系統,冷卻水經過液力偶合器工作腔后再排出,將熱量帶走。開式供水系統是在閉式供水系統的基礎上發展起來的,減少了控制閥的數量,避免了結垢問題的產生,應用比較廣泛。
供水系統的功能是根據電機的電流決定液力偶合器的充液脈沖次數。由泵站提供的有壓液體被過濾去除雜質后,再通過調節減壓閥,使進口壓力保持在電液先導閥開啟壓力范圍內;根據電機的電流、供液口的流量和壓力實時計算電磁閥的開啟參數和每次開啟充液的時間,液體介質經電磁主閥組進入液力偶合器。
此外,在液力偶合器內部中間殼上設置離心閥,其在低速和靜態時開啟,確保排出腔內殘留的液體。起動時,當轉速在0~1 280 r/min范圍內時,離心閥開啟,排出腔內殘留的液體;升速過程中,當轉速≥1 280 r/min時,離心閥關閉,便于控制系統充液,并保證液位穩定。
2? 研發關鍵技術
研發關鍵技術主要針對的是閥控充液型液力偶合器的關鍵元部件,尤其是高強度耐蝕葉輪,涉及葉輪腔型設計、材料選擇、成形工藝、制造工藝等。此外,供水控制方式中也涉及關鍵技術。
2.1? 主機結構研發
主機結構研發包括兩項課題,一是結構設計,二是選材。主機外殼按照主流刮板輸送機的產品配套要求設計,確保與電機、減速器聯結尺寸正確,并與國外設備通用。外殼凡與水接觸的部件均采用不銹鋼材料,既要保證強度又要具有耐蝕性能。其他部分采用普通鋼板,保證足夠的強度。
2.2? 葉輪研發與設計
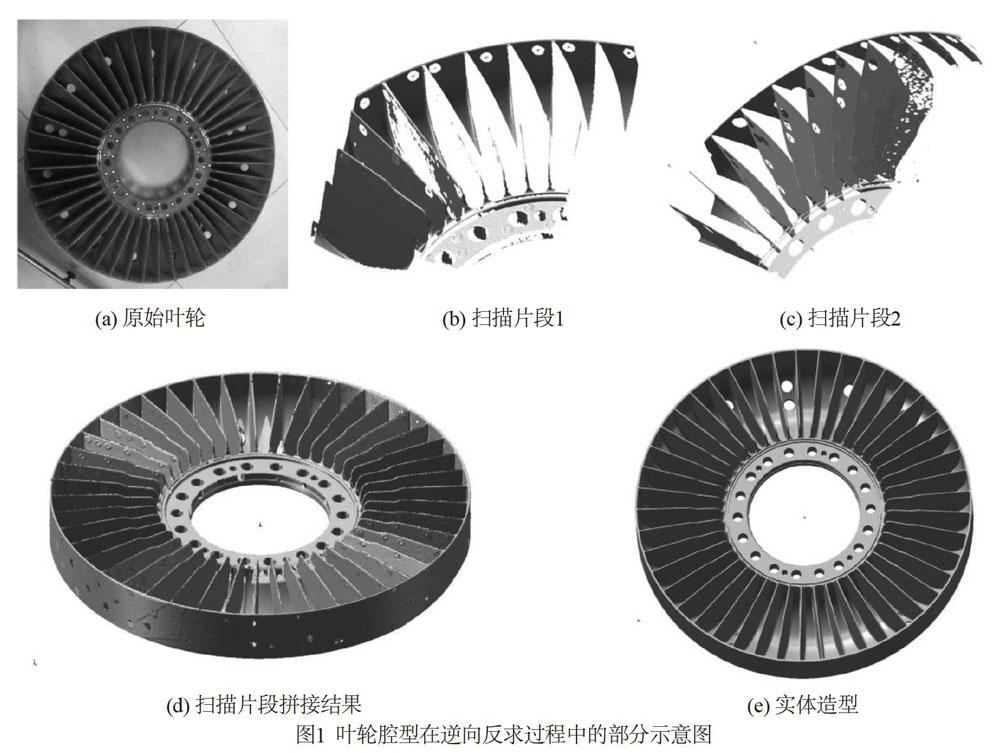
2.2.1? 葉輪腔型逆向反求
環流形狀、工作輪轉速、工作室充液量是決定液力偶合器傳遞力矩的主要因素。合理的腔型應達到如下要求:較高的泵輪力矩系數,合理的限矩性能,較大的內徑尺寸,原始特性曲線低速比段平緩、高速比段陡峭。工作輪葉片應采用平面徑向葉片,并為兩工作輪選擇不同的葉片數(互質)來避免流量脈動。
傳統的葉輪腔型反求方法包括參考成熟的葉輪或通過模型試驗等。近年來,多采用逆向工程的理論來對葉輪腔型進行反求,并采用流場分析驗證液力偶合器的特性和進行強度校核。
葉輪腔型逆向反求步驟是:
(1)對液力偶合器葉輪進行現場三維掃描,獲取部分表面三維數據;
(2)經過拼接、合成等數據處理,輸出成為CAD軟件能夠處理的三維模型數據[7];
(3)根據三維模型數據,進一步用CAD軟件進行造型處理,從而得到完整的葉輪的三維模型;
(4)對三維模型沿徑向切開,即得到葉輪的腔型,并進行擬合處理,即得到扁圓型的CPC1600閥控充液型液力偶合器腔型。
葉輪腔型在逆向反求過程中的部分示意圖如圖1所示。
2.2.2? 葉輪選材與制造
葉輪制造通常有以下幾種方法:
(1)葉輪鑄造成形,然后進行機械加工。大部分的鋁合金葉輪都采用低壓鑄造成形工藝。
(2)機械加工成形。首先進行葉輪基體的旋轉加工,然后葉片與葉輪基體組合焊接為一體,最后進行去應力處理。這種方法多用于鋼制葉輪。
(3)數控加工成形。備好料后,采用數控機床一次加工而成。特點是加工精度高,表面質量高,但原材料用料多,生產成本高。
常見液力偶合器渦輪是采用鋁合金材料砂型鑄造成形的,存在強度低、抗拉強度不足()等問題,不能適應大功率輸送機的傳動要求。
本項目在開發過程中,采用一種五元銅合金材料制造葉輪,首先進行合金化+澆鑄過程成形,經同爐試樣檢測滿足抗拉強度要求后,再進行后續加工[8]。澆鑄完成后,首先進行基準加工,再進行葉片及腔型的數控加工,最終獲得精確的、具有較高表面光潔度的葉輪腔型表面。材料的抗拉強度達到下列指標:,。
零件加工完成后,進行零件的單面平衡,工裝靜平衡精度達到G2.5以上,零件單面平衡精度達到G6.3以上;組件組裝之后,再進行動平衡,工裝動平衡精度達到G2.5以上,組件動平衡精度達到G6.3以上。
加工后的渦輪零件及渦輪組件如圖2所示。
2.2.3? 液力偶合器傳遞力矩特性流場仿真
為驗證液力偶合器傳遞力矩特性,利用流場分析技術對其外特性進行分析。采用近年來興起的全三維黏性流場數值求解技術[7],通過求解液力偶合器周圍流場獲得其外特性,并依此優化關鍵尺寸。
圖3所示為液力偶合器外特性仿真曲線。計算時,采用Ⅰ型渦輪結構,所有固體邊界給定絕熱壁面條件,泵輪給定轉速,通過逐漸改變渦輪轉速,獲得充液量為100%,泵輪轉速分別為600 r/min、1 000 r/min、1 480 r/min時的液力偶合器外特性,得到仿真的額定滑差(速比)為91.46%,零速工況力矩倍數為2.325。在實際測試中,額定滑差(速比)為95.39%,零速工況力矩倍數約為2.2,表明仿真結果與試驗結果存在一定偏差,但趨勢基本相同。
2.2.4? 葉輪強度計算
(1)泵輪強度計算。計算工況的選擇:當泵輪轉速為1 500 r/min(157 rad/s)時,離心力、工作腔外緣離心壓力最大,但傳遞力矩并非最大,因此在此轉速時將渦輪制動,得到堵轉工況。根據葉輪的對稱性,取1/4葉輪進行分析,把兩徑向端面上的節點分別沿徑向限制住,對1/4中心圓周面限制位移(圖4a)。當泵輪轉速達到1 500 r/min時,對其葉片表面加載液體壓力,Von Mises應力的最大值是59.14 MPa,出現在泵輪進液口側(圖4b)。59.14 MPa這一數值較小,與材料的屈服強度相比,表明安全系數很高。
(2)渦輪強度計算。在額定工況下,離心力最大;而在堵轉工況下,壁面壓力最大。為保證設計安全,將兩種工況進行組合測試,離心力按照1 500 r/min計算,壁面壓力按照堵轉工況進行計算。計算時邊界處理與泵輪類似(圖5a),在葉片表面加載液體壓力情況下,應力最大值出現在大葉片靠近內圓弧的最底部(圖5b)。計算表明,渦輪也有足夠的安全裕量。
2.3? 液壓供水控制系統研發
開發了一種新的供水控制系統——偶合器自動液位保持開式系統(ALM),其結構設計圖如圖6所示。
主機內部左泵輪上布置4個離心閥(其中一個常通),當電機轉速低于1 280 r/min時,離心閥打開;反之,離心閥關閉。ALM電氣控制工作原理如圖7所示。
ALM電氣控制工作原理具體如下:
(1)系統包括機頭控制箱、機尾控制箱、反饋控制箱;
(2)機頭控制箱與機尾控制箱均有時間繼電器,從127 V進線得電開始計時;
(3)反饋控制箱接頭尾三臺電磁閥的觸點,起動完畢后,如果有一個電磁閥不得電,觸動刮板輸送機急停;
(4)127 V電源與第一個電機同時得電并開始計時,至最后一個電機起動完畢后,累積時間達到t3。t4時,機尾耦合器得電充液;t5時,機頭偶合器得電充液;t6時,若有一個電磁閥未得電,反饋控制箱控制刮板輸送機急停動作,刮板輸送機停止運行。
新的控制方式減少了電磁閥的動作次數,有利于提高電磁閥的使用壽命。
2.4? 離心閥設計
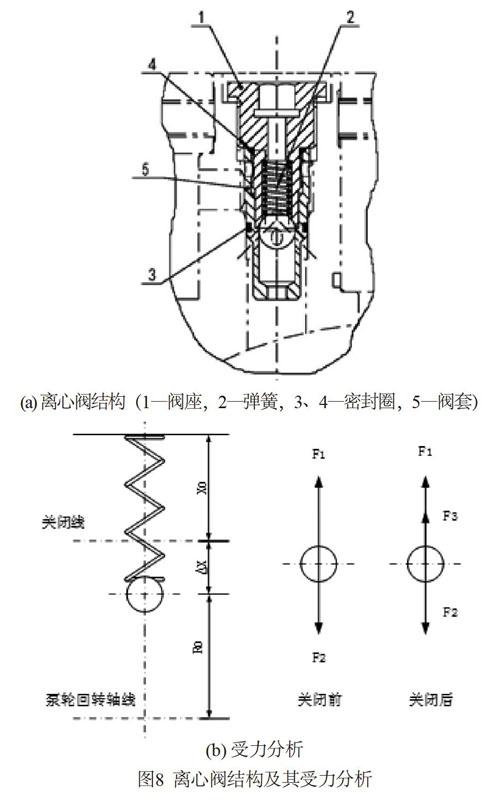
依據閥控充液型液力偶合器的結構特點,設計新型的離心閥。離心閥結構及受力分析如圖8所示。
設計原則如下:當泵輪轉速小于1 280 r/min時,彈簧的恢復力大于鋼球的離心力,離心閥開啟;反之,離心閥關閉。
轉速由低到高時,若離心閥沒有關閉,則鋼球受兩個力,即離心力和彈簧的反力。的表達式為
(1)
其中,—彈簧的壓縮量,;m—鋼球質量;—泵輪角速度;—鋼球旋轉半徑。
的表達式為
(2)
其中,k—彈簧剛度。
當時,離心閥關閉,力平衡條件為,即
(3)
從而得到離心閥關閉轉速為
(4)
即轉速高于時,離心閥將關閉。
在電機停機過程中,若低于某個轉速,離心閥也關閉。在離心閥關閉狀態下,鋼球受到的力有四個,除了和外,還受到液體的離心壓力,以及閥座對鋼球的支反力的作用。的表達式為
(5)
其中,—水的密度;—鋼球半徑。
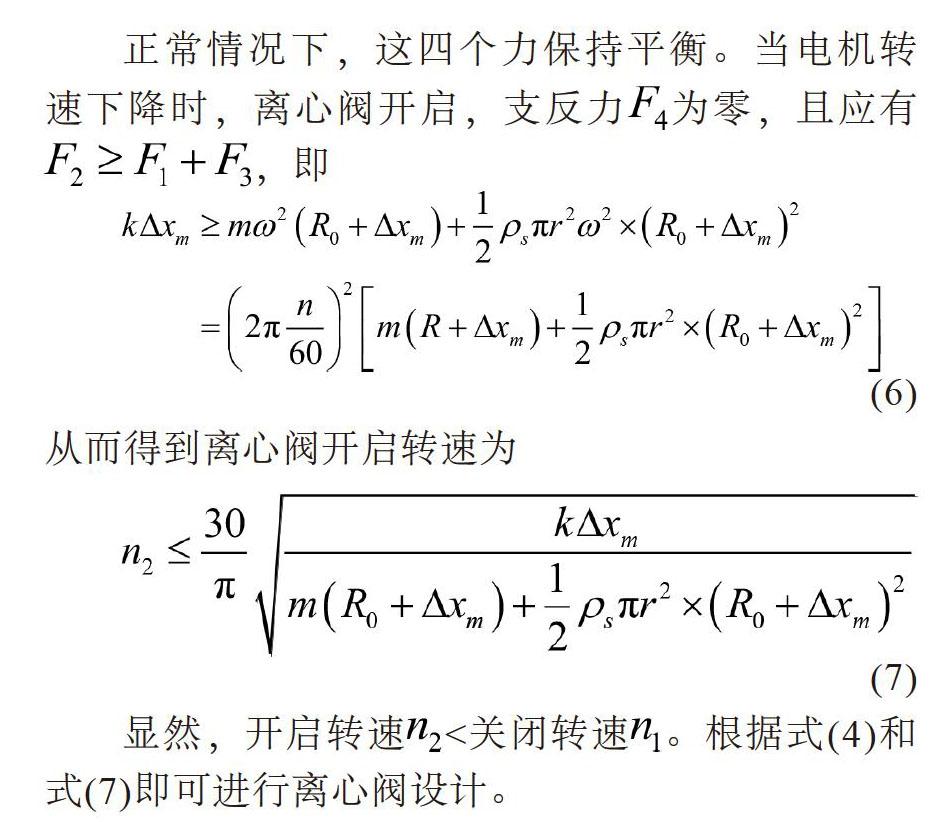
正常情況下,這四個力保持平衡。當電機轉速下降時,離心閥開啟,支反力為零,且應有,即
(6)
從而得到離心閥開啟轉速為
(7)
顯然,開啟轉速<關閉轉速。根據式(4)和式(7)即可進行離心閥設計。
3? 試驗研究
在解決了閥控充液型液力偶合器各項研發關鍵技術后,進行了樣機設計制造,CPC1600研發樣機外觀如圖9所示。隨后,進行了試驗室試驗、超載試驗和現場工業性試驗[9]。本章主要介紹試驗室試驗和現場工業性試驗情況。
3.1? 試驗室試驗
3.1.1? 試驗系統組成及布置
試驗系統主要由拖動加載機械系統、數據采集系統和供水系統等組成。拖動加載機械系統由2.5 MW交流變頻電機、輸入和輸出轉矩轉速傳感器等組成,如圖10所示。
供水系統:根據試驗室條件配備變頻供水系統(圖11),工作壓力及流量可以根據試驗需求進行調整。試驗設置供液壓力為2 MPa(試驗平臺壓力大于需測試參數),設定液力偶合器供液流量為240 L/min。
數據采集系統:主要采集輸入轉速、輸入轉矩、輸出轉速、輸出轉矩、液位壓力、工作腔溫度、充排液閥動作信號等參數。
3.1.2? 降速試驗方法
由于試驗系統能力限制,不能全速試驗。根據液力偶合器的相似特性,允許采用降速試驗,但不應超過允許的雷諾數。降速試驗公式為
(8)
其中,—被試液力偶合器額定功率,1 600 kW;—降速試驗功率,656.9 kW;—被試液力偶合器額定轉速,1 480 r/min;—降速試驗轉速,1 100 r/min。
3.1.3? 試驗內容及結果
(1)額定工況加載測試。試驗步驟:空載起動拖動電機,保持拖動電機轉速1 480 r/min,液力偶合器充滿液體;對液力偶合器加載負荷,直至達到額定功率;保持額定工況[10],運行8 h。試驗表明,液力偶合器運行平穩,無異響。試驗加載曲線如圖12所示。
(2)外特性試驗。考察外特性曲線的形狀,結果表明,額定點的滑差為95.39%(1 600 kW),約為95.4%,最大力矩倍數為2.203 56,約為2.2,均滿足標準要求。試驗曲線如圖13所示。
(3)閥塊操作靈活性檢驗。按順序完成充液、排液、循環等步驟,考察控制閥的可靠性和動作靈活性。經過重復試驗,未出現誤動作,研發的產品通過型式試驗、出廠檢驗并獲得煤礦安全標志。
3.2? 井下工業性試驗
井下工業性試驗在神南產業某煤礦進行。為穩妥起見,機頭采用國外產品,機尾采用自行研發的閥控充液型液力偶合器。
3.2.1? 工作面地質條件及主要配套設備
工作面地質條件如表1所示,設備配套情況如表2所示。
3.2.2? 試驗情況
工作面輸送機總長312 m,機頭2個驅動部,機尾1個驅動部。三臺液力偶合器均采用開式運行方式。生產過程中,自行研發的液力偶合器運行可靠,性能穩定,未出現故障。迄今為止,已完成3個月生產。
4? 結論與討論
(1)自行研發的CPC1600閥控充液型液力偶合器額定功率為1600kW,額定滑差為95.39%,外特性滿足標準要求,生產能力滿足刮板輸送機工況要求;
(2)控制閥及液壓供水控制系統(ALM)設計靈活,有效地提高了電磁閥的使用壽命;
(3)在煤礦現場開展的工業性試驗表明,自行研發的CPC1600閥控充液型液力偶合器運行可靠、性能穩定,可以在煤礦井下推廣應用。
基金項目
陜煤化集團 2018年廠礦級項目,項目編號:2018MHKJ-C-33
參考文獻
[1] 王國法. 煤炭綜合機械化開采技術與裝備發展[J]. 煤炭科學技術, 2013(9): 44-48, 90.
[2] 王騰. 雙機驅動刮板輸送機的電機功率不均機理研究[OL]. (2007-10-30). 中國科技論文在線. http://www.paper.edu.cn/html/releasepaper/2007/10/541.
[3] 張忠國. 改善雙速雙驅動刮板輸送機驅動性能的設想[J]. 煤, 1998, 7(5): 60-62.
[4] 王騰, 夏護國. 重型刮板輸送機驅動方式比較分析[J]. 煤炭科學技術, 2013, 41(9): 154-158, 162.
[5] 王騰. 閥控充液型液力偶合器外特性建模及其線性化[J]. 煤炭科學技術, 2012, 40(1): 99-103.
[6] 劉應誠. 液力偶合器實用手冊[M]. 北京: 化學工業出版社, 2008.
[7] 張士杰, 袁新, 葉大均. 全三維粘性流場計算的快速收斂方法[J]. 清華大學學報(自然科學版), 2000, 40(10): 96-99.
[8] 耿浩然, 王守仁, 王艷, 等. 鑄造鋅、銅合金[M]. 北京: 化學工業出版社, 2006.
[9] 宋鴻堯. 液壓閥設計與計算[M]. 北京: 機械工業出版社, 1982.
[10] 王虹, 申國建, 王騰. 刮板輸送機用閥控型液力偶合器技術現狀和發展趨勢[J]. 煤炭科學技術, 2019, 47(1): 11-17.
作者簡介:
王明(1987—),通信作者,陜西米脂人,主要從事煤礦機電管理工作。
E-mail: 595579742@qq.com
(收稿日期:2020-09-19)
