煙草倉儲式喂料機掛空的分析與改進
2020-01-18 02:01:14劉衛民
商品與質量 2019年34期
劉衛民
河南中煙工業有限責任公司駐馬店卷煙廠 河南駐馬店 463000
倉儲式喂料機是卷煙廠制絲生產線上的重要輸送設備,其在輸送物料過程中起到調節物料流量、減小流量波動的作用。它是利用貯料倉與提升帶、勻料輥等部件(如圖1),通過光電開關實現對物料的檢測,并進行電氣控制的。其可以連續、均勻的輸送煙草物料,以實現對生產線前后工序的緩沖及均衡物料輸送的目的[1]。
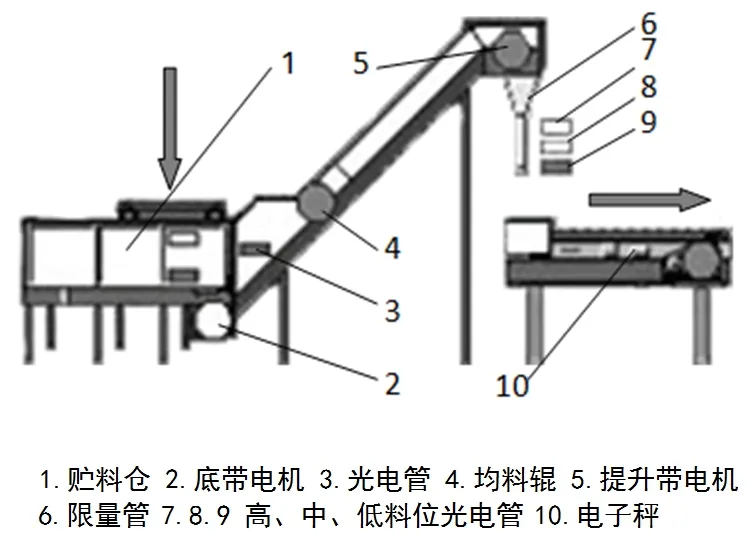
圖1 倉儲式喂料機結構示意圖
1 存在問題
在制葉絲生產中,符合工藝要求的片煙通過切絲后,經倉儲式喂料機進入葉絲回潮機以增溫增濕,然后再經過干燥定型、消除雜氣,最后經混絲加香處理后成為合格成品煙絲,如圖2。

圖2 制葉絲工藝流程
實際生產過程中時常會出現倉儲式喂料機的提升機“掛空” 現象(平均3.8 次/ 月),如果操作工發現不及時,就會造成其后的烘絲機斷料運行,形成多次的干頭干尾,直接造成烘絲出口水分的不合格及煙絲的消耗過大。
2 改進措施
2.1 問題分析
由于倉儲式喂料機采用的是尋堆進料,疊壓后的煙絲在底帶的拖動下間歇向前輸送,生產過程中,其在底帶與提升帶的結合處易形成“∠” 狀空穴,空穴上部擋住控制底帶運行的光電管3 使其產生虛假信號,造成底帶停止向提升帶供料,形成提升帶雖運行,但不能掛上煙絲,造成斷料,其直接影響葉絲回潮水分、溫度的穩定,使烘絲機出現二次干頭干尾和出口水分的不合格[2-3]。
2.2 改進實施
(1)增設防掛空光電開關。在光電開關3 及均料輥4 間增加一對防掛空光電開關,當其檢測到無料時,底帶電機2 延時運行,從而破壞已形成的空穴,使光電管3檢測到的物料信息正確,如圖3。

圖3 增設光電管實物圖
(2)增加底帶“瞬動” 程序。當控制底帶運行的光電管3 阻擋延時達到25 秒時,使底帶即時向前“瞬動”3 秒,若當底帶“瞬動”向前運行,防掛空光電開關檢測到有物料時則底帶將會立即停止運行,這樣就確保物料及時連續運行,不再出現物料掛空現象,如圖4。
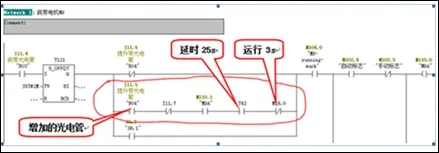
圖4 改進后的程序控制圖
3 改進效果
倉儲式喂料機改進后,經過2 個月的觀察運行,有效解決了斷料問題,電子秤的流量波動、葉絲干燥干頭干尾量及出口水分合格率較改進前均有明顯改善,有效地提高了產品的工藝質量(見表1),此項改進措施也已在車間其它喂料機上實行推廣。

表1 倉儲式喂料機改進前后的數據對比表
