深沖用冷軋薄材退火爐通板技術研究與分析
2020-02-03 09:36:02侯湘怡
價值工程 2020年2期
侯湘怡

摘要:隨著深沖用冷軋薄材市場需求的不斷增加,客戶對其產品質量、供貨周期等多方面提出了更高的要求。本文采用1420連續退火機組的方式,打破傳統罩式退火方式對深沖用0.3mm×1020mm冷軋材進行了爐內通板技術研究和分析,特別從理論和實踐方面進行了分析,獲得了最佳的通板參數。
Abstract: As the market demand for deep-drawn cold-rolled thin materials continues to increase, customers have put forward higher requirements for many aspects such as product quality and delivery cycle. In this paper, the 1420 continuous annealing unit method is used to break through the traditional bell-type annealing method. The in-furnace through-plate technology research and analysis of 0.3mm×1020mm cold-rolled materials for deep drawing is carried out, and the analysis is carried out in terms of theory and practice, which has best board parameters.
關鍵詞:冷軋;連續退火;通板技術
Key words: cold rolling;continuous annealing;band passing technology
中圖分類號:TG156.2? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1006-4311(2020)02-0147-02
1? 緒論
高精度冷軋軟質薄帶鋼一般由罩式退火爐生產,罩式退火爐由于生產周期長、產品性能均勻性差,以及成品成材率等缺點,很大程度程度上難于滿足客戶的需求。由于深沖用冷軋材厚度較薄、寬度極寬,并且材料YP和E1需分別控制于200MPa和40%左右。基于以上按要求,1420連續退火機組加熱區(HF)和均熱區(SF)的溫度高達760℃通板,同時,溫度710℃過渡至760℃增加了爐內蛇形和褶皺的發生概率。為此,以現有1420機組設備配置為基礎,采用的場哲等式對爐內張力進行計算,確定了最佳爐內通板張力,同時,也對通板計劃排程和升溫控制方式進行了優化,保證了冷軋軟質材爐內穩定通板。另外,通過平整機張力和軋制力匹配,滿足了其通板低延伸率和良好的質量要求。
2? 深沖用冷軋材爐內通板實驗及問題分析
2.1 原材料化學成分
2.2 工藝參數
通板速度:350m/min;加熱溫度:760℃;均熱溫度:760℃;均熱時間:≥60s;平整機延伸率:0.8%和1.2%。
2.3 爐內通板問題及原因
采用平整機單機架和雙機架延伸率模式控制,平整機的張力和軋制力匹配很難達到低延伸率要求和良好的表面質量要求,出現了延伸率波動大、表面粗度不均勻、交叉彎曲、褶皺等問題。
采用以上工藝參數對3.0mm×1020mml材料通板,通板寬度為940mm的調整材時HF的溫度上升到770℃(升溫過快),在此種狀態下又過渡到寬度1020mm的軟薄對象材上,在過渡時產生了褶皺。如圖1所示。
通過對當時通板實績數據分析,認為造成均熱區褶皺出現的主要原因有兩點:
①升溫時,由于是手動升溫,加熱區上升幅度過高,采用2卷調整材升溫到770℃(目標溫度:760℃),導致均熱爐爐輥凸度變化過大。
②在以上狀態下,板寬又從940→1020mm變寬,實際凸度急劇增加,導致帶鋼橫向應力分布嚴重不均,從而產生褶皺。
3? 深沖用冷軋材通板對策
3.1 均熱爐內通板張力的確立
爐內通板張力保證了帶鋼平穩運行,張力作用于爐輥,1420機組大部分爐輥為凸度輥,張力在帶鋼的很像分布是不均勻的。當張力過小時,不能保證帶鋼與爐輥緊密基礎,容易發生跑偏,當張力過大時,帶鋼容易發生熱瓢曲[1]。
采用連續退火技術通板深沖用冷軋薄材,雖然在產品品質、效率、能耗等方面有極大的優勢和市場競爭力,但是其在爐內會出現嚴重的跑偏和熱瓢曲會極大的限制生產大批量實施。爐內跑偏和熱瓢曲但兩者既有聯系又有相互作用,帶鋼在爐內偏離原先的運動中心線即為跑偏;熱瓢曲是指帶鋼在爐內被加熱由于某種原因產生縱向彎曲,經爐輥發生塑性變形而產生的斜向褶皺,嚴重時甚至產生斷帶停機,嚴重影響了產品質量和生產穩定性。由于本次通采用連續退火方式替代罩退的方式生產深沖用冷軋薄規格產品,其一方面加熱區(HF)和均熱區(SF)溫度需從常規材料通板溫度710℃過渡至760℃,另一方面需要均熱區在760℃長時間通板,因此,爐內通板褶皺和跑偏研究是十分必要的。
3.1.1 爐內跑偏張力計算
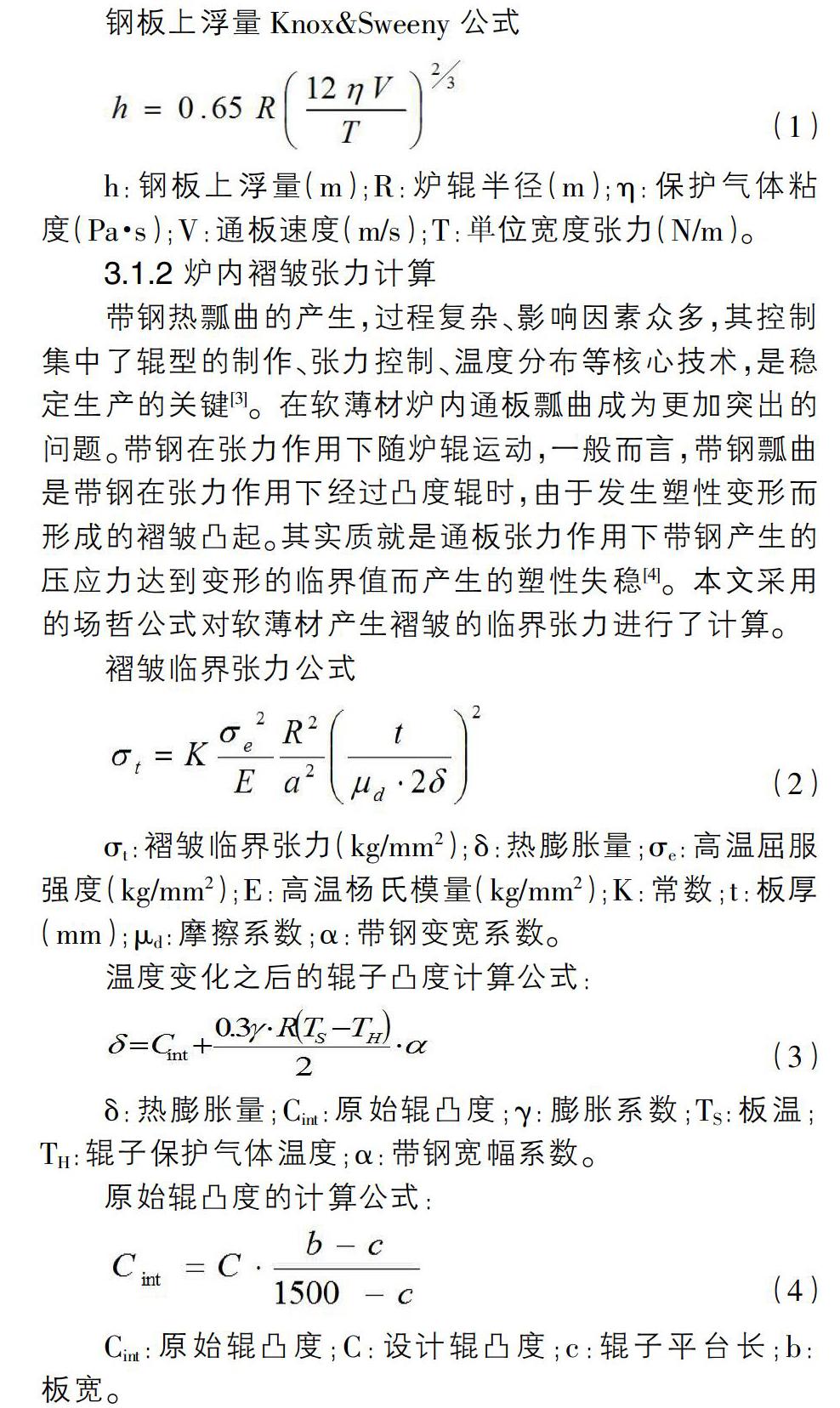
一般來說引起帶鋼跑偏的因素很多。從帶鋼跑偏的張力分析而言,選擇合適恰當的張力,保證帶鋼橫向張力分布均勻,并使其合力與帶鋼的幾何中心基本一致。本文采用鋼板上浮量Knox&Sweeny公式對深沖用冷軋薄材通板的臨界蛇形張力進行了計算。
鋼板上浮量Knox&Sweeny公式
h:鋼板上浮量(m);R:爐輥半徑(m);η:保護氣體粘度(Pa·s);V:通板速度(m/s);T:単位寬度張力(N/m)。
3.1.2 爐內褶皺張力計算
帶鋼熱瓢曲的產生,過程復雜、影響因素眾多,其控制集中了輥型的制作、張力控制、溫度分布等核心技術,是穩定生產的關鍵[3]。在軟薄材爐內通板瓢曲成為更加突出的問題。帶鋼在張力作用下隨爐輥運動,一般而言,帶鋼瓢曲是帶鋼在張力作用下經過凸度輥時,由于發生塑性變形而形成的褶皺凸起。其實質就是通板張力作用下帶鋼產生的壓應力達到變形的臨界值而產生的塑性失穩[4]。本文采用的場哲公式對軟薄材產生褶皺的臨界張力進行了計算。
褶皺臨界張力公式
σt:褶皺臨界張力(kg/mm2);δ:熱膨脹量;σe:高溫屈服強度(kg/mm2);E:高溫楊氏模量(kg/mm2);K:常數;t:板厚(mm);μd:摩擦系數;α:帶鋼變寬系數。
溫度變化之后的輥子凸度計算公式:
δ:熱膨脹量;Cint:原始輥凸度;γ:膨脹系數;TS:板溫;TH:輥子保護氣體溫度;α:帶鋼寬幅系數。
原始輥凸度的計算公式:
Cint:原始輥凸度;C:設計輥凸度;c:輥子平臺長;b: 板寬。
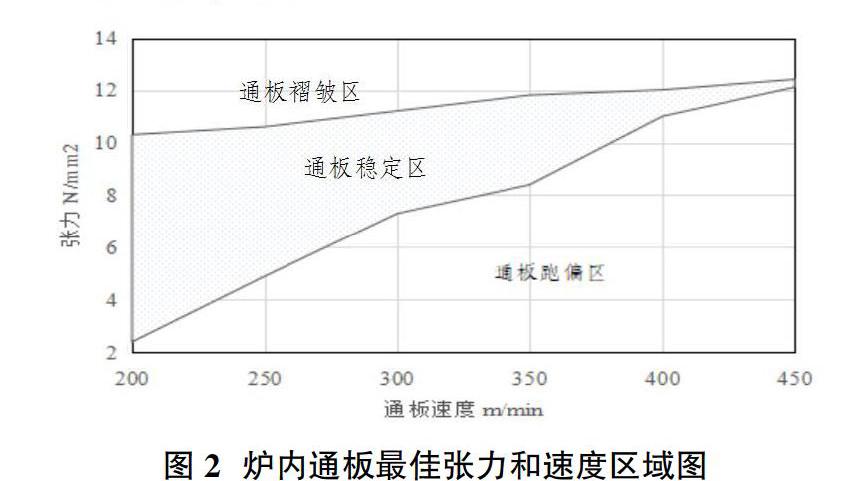
通過3.1.1和3.1.2爐內跑偏和褶皺張力的計算,獲得了最佳的爐內通板速度和張力的穩定通板區,如圖2所示,考慮1420機組設備本身特點、機組運行平穩、產品質量和生產效率,選定通板速度為350m/min,通板張力選定為9.9N/mm2為0.3mm×1020mm規格材料爐內通板參數。
3.2 通板計劃排程
鑒于用于升溫規格過渡的調整材僅為2卷,導致對象材通板時的爐內狀況極其不穩定。因此,對深沖用冷軋才排程做如下要求:①深沖用冷軋材通板前,必須通板5卷以上退火溫度≥710℃一般軋硬材。②深沖用冷軋材升溫過渡材,應為同規格且3卷以下以上。③計劃排程規格要求:厚度差≤0.05mm;寬度差≤70mm。
4? 軟薄冷軋帶材低延伸率控制
對于深沖用冷軋材通板,平整機設計要求延伸率分別為Single STD-0.8%和Double STD-1.2%,這對于既要保證延伸率又要保證產品質量(表面粗糙度、板型和交叉彎曲等),是十分困難的。主要問題有以下3點:①如果張力和軋制力不匹配,很難進行延伸率控制,同時易發生斷帶。②如果軋制力過小,易造成產品表面粗度不勻。③如果張力過小,產品易出現交叉彎曲。針對以上問題,在深沖用冷軋材通板時,做了如下工作,如表2所示。
5? 結論
①基于1420mm機組,3mm×1020mm的深沖用冷軋材均熱爐通板最佳張力9.9N/mm2。同時,調整加熱爐和均熱爐升溫方式,嚴格控制升溫過渡材銜接要求,可滿足爐內順利平穩通板。②采用單機架,降低軋制力和張力、減小工作輥凸度,一方面可以保證低延伸率的控制要求,另一方面可以保證冷軋材表面的粗度和板形。
參考文獻:
[1]劉艷紅.連續退火生產線帶鋼穩定通板技術研究[D].上海交通大學,2010:1-77.
[2]胡廣魁.連續退火爐內鋼帶穩定運行張力分析[J].寶鋼技術,2010(5):47-51.
[3]葉玉娟,周旭東,李俊,等.連續退火爐內帶鋼跑偏和熱瓢曲研究進展[J].軋鋼,2009(4):35-38.
[4]戴江波.冷軋寬帶鋼連續退火生產線上瓢曲變形的研究[D].2007-09-01 00:00:00,2005.