淺談尺寸設計對鋁合金穿條隔熱平開窗高低差的影響
2020-02-07 03:11:54黃振杭朱世安陸厚波廣東豪美新材股份有限公司
門窗 2020年6期
黃振杭 朱世安 陸厚波 廣東豪美新材股份有限公司
1 前言
隨著生活水平的日益提高,消費者對品質有了更高的追求,即使對門窗也同樣如此。門窗作為“慢消品”,也是必需品,現(xiàn)在越來越多的門窗企業(yè)將產(chǎn)品定位于高端品質,側面引導消費者對于門窗的需求也逐漸向高端化發(fā)展。鋁合金門窗是現(xiàn)代門窗的主要產(chǎn)品,市場占有率在70%左右,在其產(chǎn)品設計過程中,技術人員往往強調產(chǎn)品的性能,而忽視了型材裝配尺寸的設計深度對產(chǎn)品整體效果的影響。根據(jù)多年生產(chǎn)經(jīng)驗,本文主要從尺寸、公差設計方面,分析鋁合金穿條隔熱典型平開窗組合高低差的影響因素,及其關鍵的控制方法。
2 標準的規(guī)定
2.1 鋁合金門窗標準
依據(jù)GB/T 8478—2020《鋁合金門窗》標準要求,鋁合金門窗框、扇桿件接縫高低差見表1。
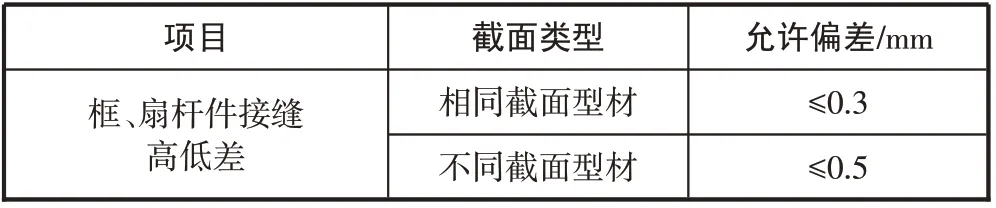
表1 框、扇桿件接縫高低差
2.2 鋁合金建筑型材標準
建筑鋁合金擠壓型材產(chǎn)品,目前大多數(shù)執(zhí)行GB/T 5237—2017《鋁合金建筑型材》系列標準。常見的隔熱鋁合金門窗框、扇寬度一般在80mm 以內(nèi),按GB/T 5237—2017《鋁合金建筑型材》系列標準,要求50mm 的線性尺寸,允許偏差范圍為±0.3mm;而根據(jù)GB/T 8478—2020《鋁合金門窗》標準要求,相同截面型材接縫高低差≤0.3mm,且50mm 寬度的框、扇型材,尺寸允許偏差范圍,理論上只能控制在±0.15mm以內(nèi)。
表面上看,門窗標準與型材標準的要求產(chǎn)生了沖突,行業(yè)內(nèi)也經(jīng)常出現(xiàn)這種情況。型材廠家堅持型材產(chǎn)品尺寸“合格”但門窗加工廠及消費者投訴產(chǎn)品組合加工后,接縫高低差超標,從而出現(xiàn)相互“扯皮”的情況。
GB/T 8478—2020《鋁合金門窗》標準與GB/T 5237—2017《鋁合金建筑型材》系列標準都是國家推薦性標準,而前者是門窗加工行業(yè)以及客戶驗收的主要執(zhí)行標準之一,對于型材生產(chǎn)廠家,從產(chǎn)品交付的角度理解,是以滿足GB/T 8478—2020《鋁合金門窗》標準的成品裝配要求為前提,而可以巧妙通過合理設計框、扇等型材尺寸公差配置,調整型材產(chǎn)品的制成控制要求,滿足終端客戶的產(chǎn)品加工和使用要求。
3 關鍵尺寸及控制要求
3.1 典型產(chǎn)品關鍵尺寸
選取典型A+B型材復合門窗產(chǎn)品,如圖1所示。鋁合金穿條隔熱平開窗框、扇型材分別由室內(nèi)面A 型材與室外面B 型材,通過隔熱膠條,經(jīng)過開齒-穿條-輥壓加工復合而成。
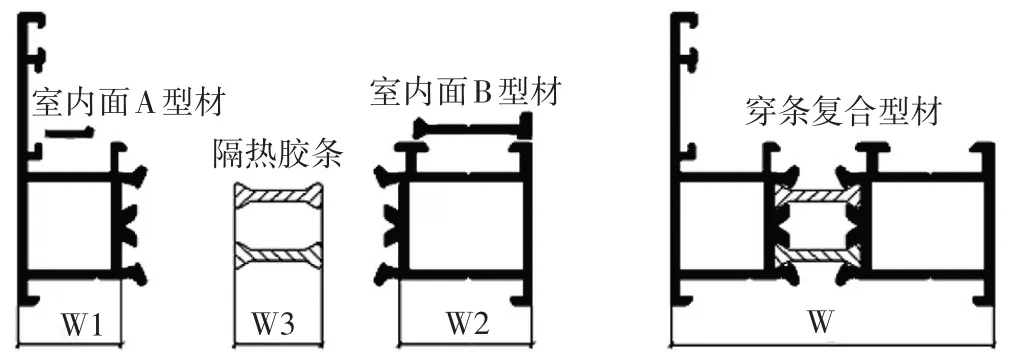
圖1 典型A+B型材復合截面
如圖1可知,產(chǎn)品接縫產(chǎn)生高低差的主要原因是由于型材寬度尺寸的不穩(wěn)定導致,室內(nèi)面A型材與室外面B型材的寬度尺寸偏差,隔熱膠條寬度偏差的影響,均會引起復合后的框、扇型材寬度尺寸的變化(忽略表面處理涂層厚度的影響)。
3.2 典型產(chǎn)品控制要求
隔熱膠條的寬度尺寸偏差執(zhí)行GB/T 23615.1—2017《鋁合金建筑型材用隔熱材料第1部分:聚酰胺型材》標準要求。
鋁合金穿條平開窗產(chǎn)品膠條寬度一般小于40mm,常用的在20mm 以內(nèi),根據(jù)標準要求,20mm 以內(nèi)的隔熱膠條,寬度尺寸偏差為±0.05mm,是目前可控且比較穩(wěn)定的公差范圍。
針對鋁合金型材的尺寸偏差,按照前文標準規(guī)定要求的解釋,對于室內(nèi)面A型材與室外面B型材的寬度尺寸偏差顯然不能完全以GB/T 5237—2017《鋁合金建筑型材》系列標準的尺寸精度范圍執(zhí)行,根據(jù)筆者長期的生產(chǎn)經(jīng)驗,穿條隔熱平開窗框、扇型材寬度尺寸的最優(yōu)控制要求見表2。

表2 平開窗框、扇型材基材寬度尺寸的控制要求
根據(jù)表2 的控制要求,可以測算出,接縫高低差理論最大值為0.5mm,超出了GB/T 8478—2020《鋁合金門窗》標準規(guī)定的相同截面的接縫高低差≤0.3mm 的允許范圍,而且此控制要求還未考慮表面處理涂層的影響,這樣的組合公差配置是否可以滿足最終的裝配要求呢?下文做了后續(xù)的設計及驗證。
4 解決辦法及測試驗證
4.1 解決辦法
鋁合金熱擠壓行業(yè)中,擠壓型材成型的尺寸可控精度是有限的,不可能無限接近于“0”。為了滿足最終裝配需求,在型材生產(chǎn)控制時,擠壓模具設計的合理性、過程控制的穩(wěn)定性就顯得尤為重要。模具設計A、B 面型材方案時,尺寸公差走向宜往同一方向(同時往下偏差設計),避免尺寸公差一個走正差,一個走負差,導致產(chǎn)品尺寸處于兩極、復合裝配后尺寸偏差產(chǎn)生疊加效應,引發(fā)成品尺寸不穩(wěn)定而出現(xiàn)接縫高低差超標問題。同時,生產(chǎn)過程中設置合理的抽檢頻次,確保型材出料尺寸的穩(wěn)定并根據(jù)實際出料情況及時作出調整。
根據(jù)不同客戶的表面處理需求,鋁合金穿條隔熱門窗產(chǎn)品有陽極氧化、電泳、粉末噴涂、氟碳噴涂等方式,考慮漆膜對穿條復合后成品的尺寸影響,產(chǎn)品設計圖對復合后成品的寬度尺寸應區(qū)分控制,具體見表3。
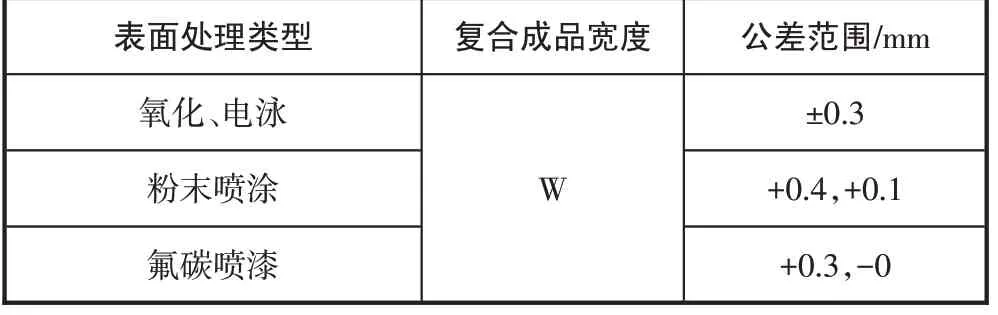
表3 復合后成品寬度尺寸控制要求
4.2 測試驗證
按照以上控制要求,筆者做了隨機抽樣試驗,取了20個分型號,各5支,共檢測了200組數(shù)據(jù);另外取了20個復合后的產(chǎn)品,各3支,共檢測了120組的數(shù)據(jù)。如表4、表5所示。
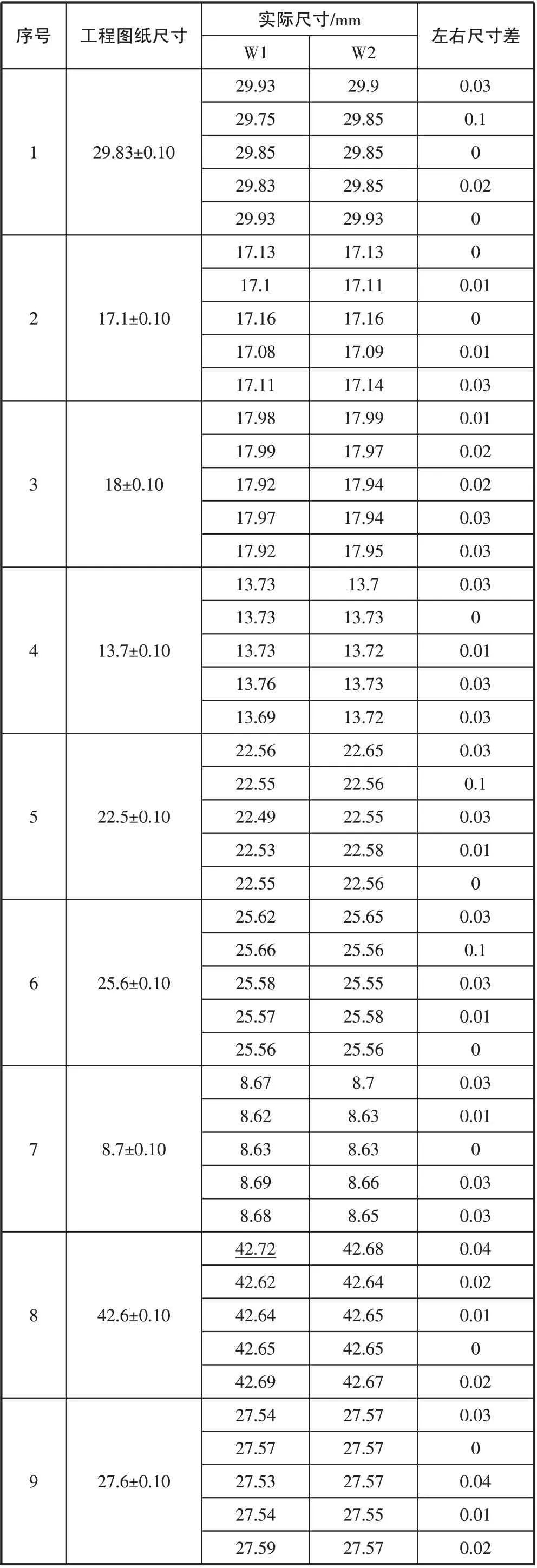
表4 穿條隔熱型材分型號基材寬度尺寸抽檢記錄
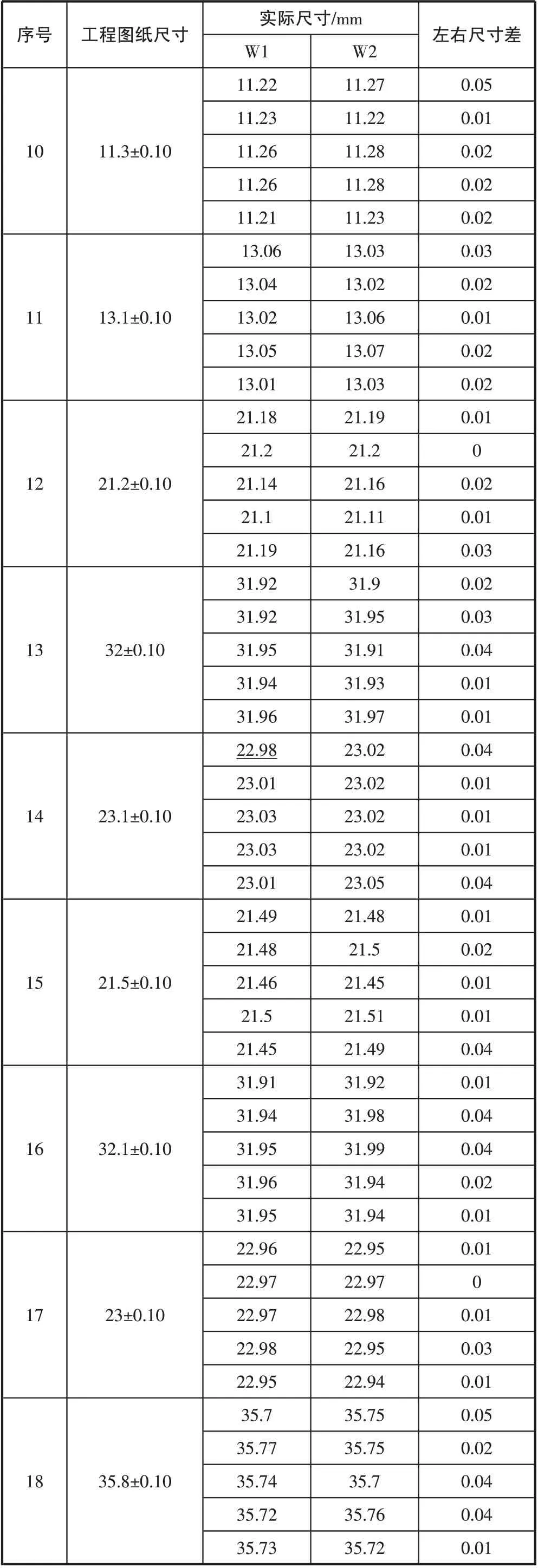
(續(xù))表4 穿條隔熱型材分型號基材寬度尺寸抽檢記錄
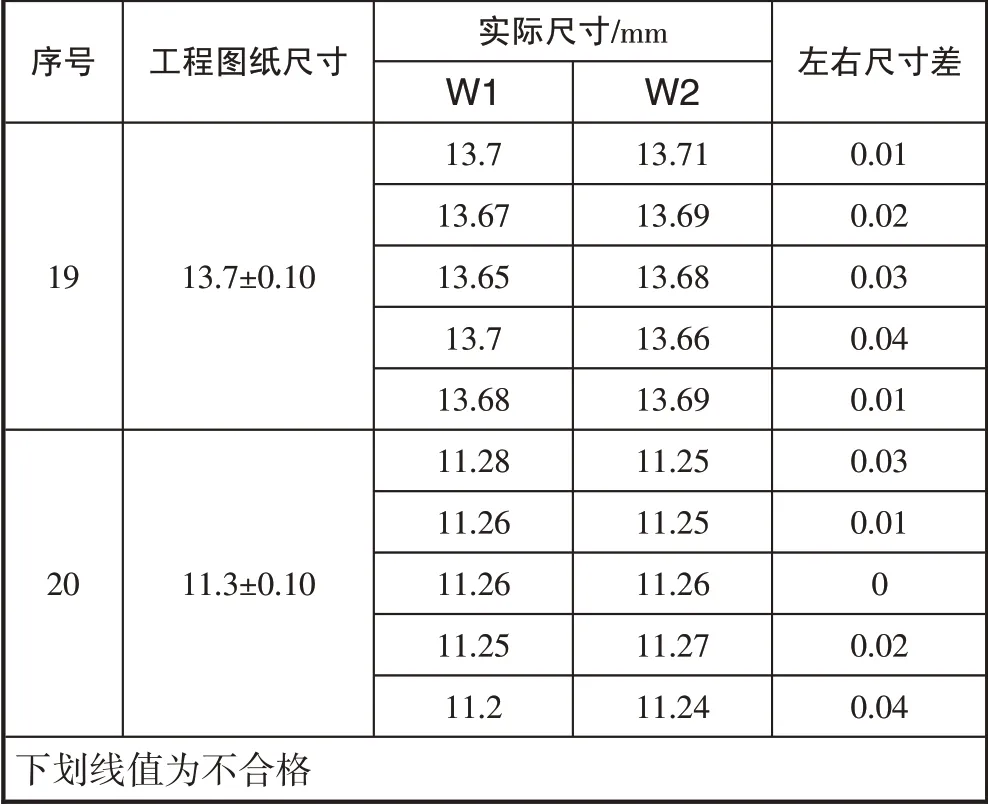
(續(xù))表4 穿條隔熱型材分型號基材寬度尺寸抽檢記錄
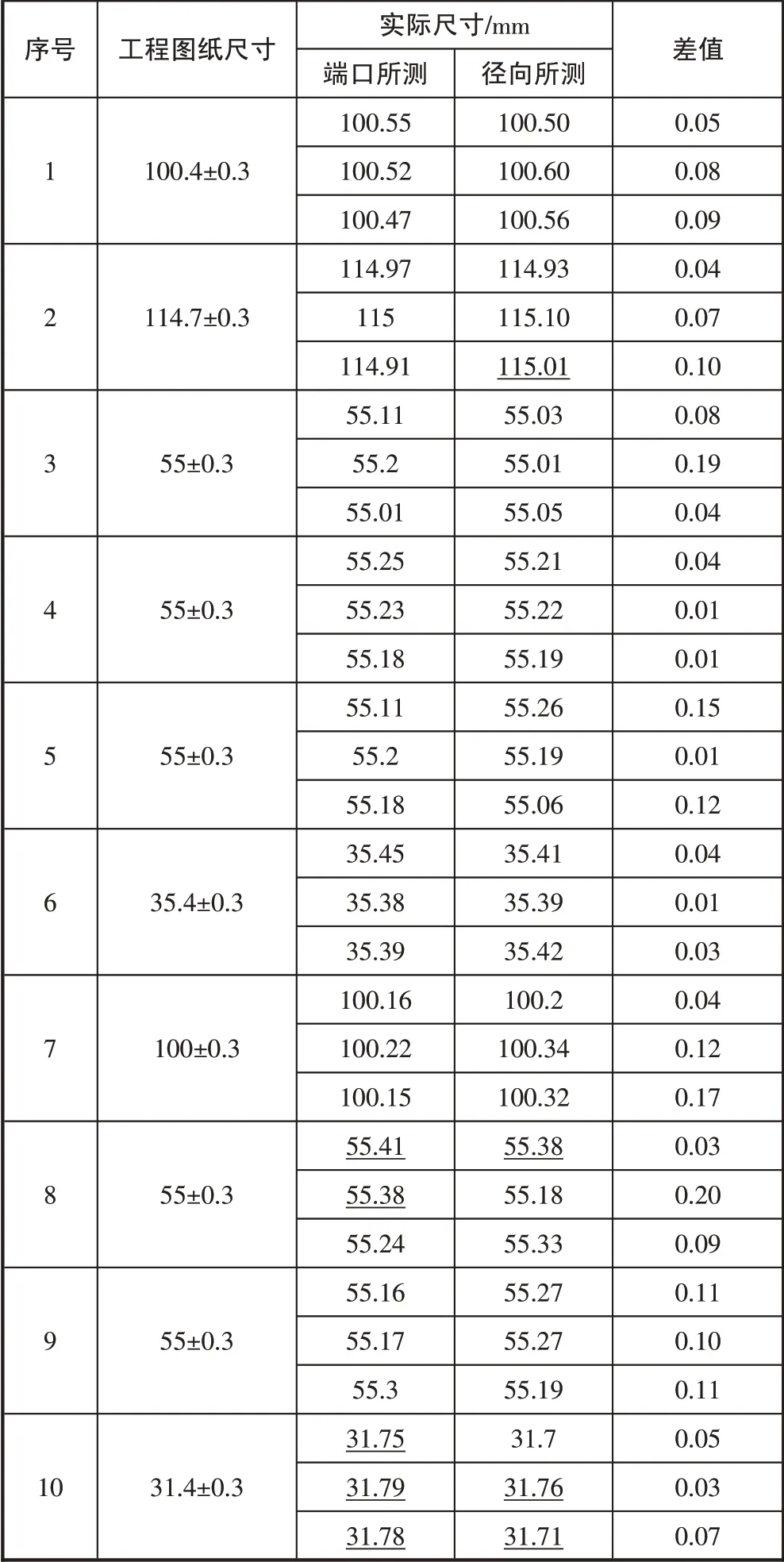
表5 穿條隔熱型材復合寬度尺寸抽檢記錄
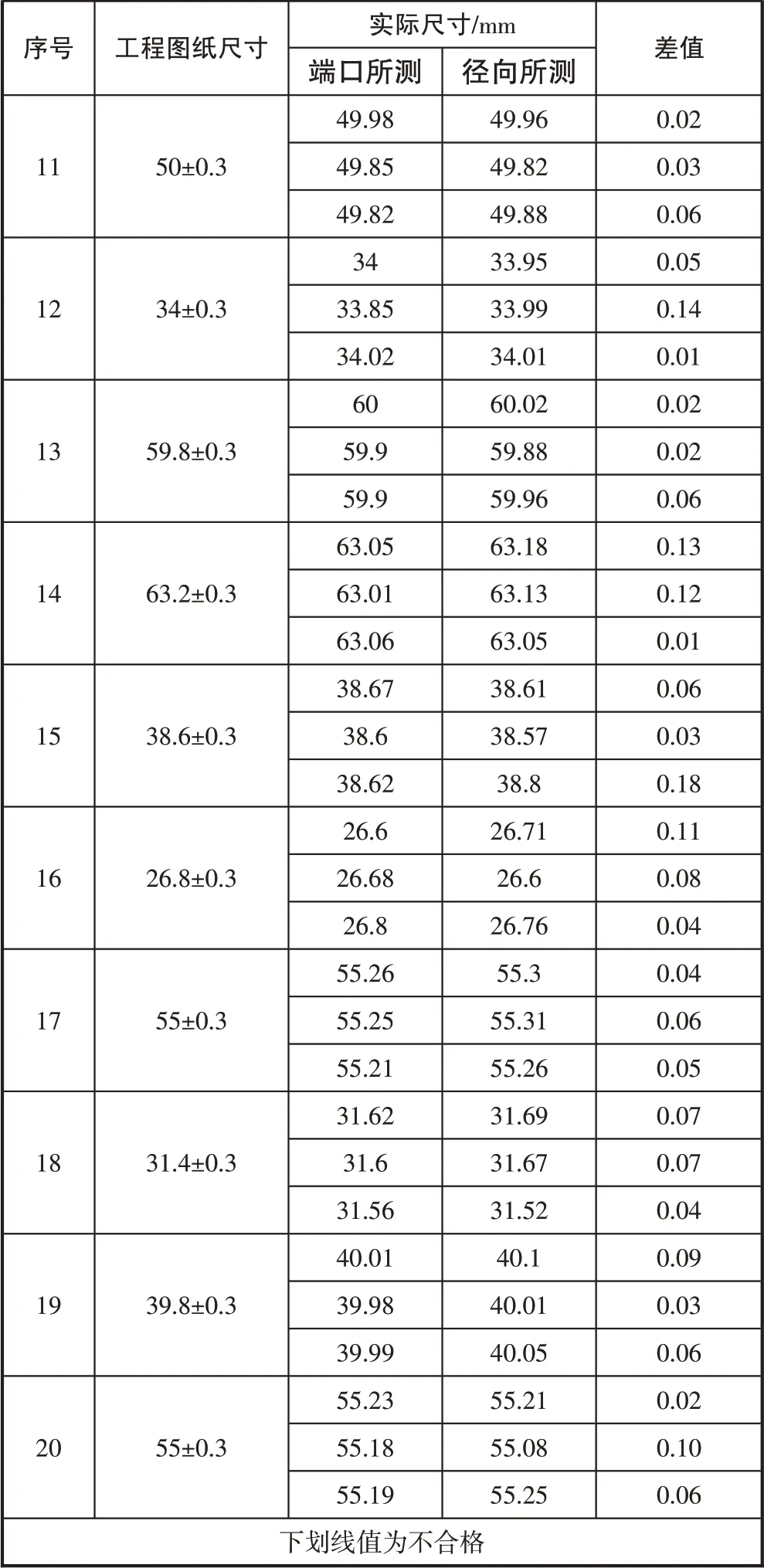
(續(xù))表5 穿條隔熱型材復合寬度尺寸抽檢記錄
測試結果表明,穿條隔熱型材分型號寬度尺寸合格率99%;穿條隔熱型材復合寬度尺寸合格率92.5%。按照以上控制辦法與要求,平開窗框、扇型材復合成品寬度尺寸是可以完美控制在一個穩(wěn)定范圍的。
5 其它因素的影響
造成平開窗框、扇組合接縫高低差超標的原因,除了型材尺寸的影響外,門窗加工圖紙設計、下料精度、加工方式、安裝工藝等因素也需要重點關注,特別是加工安裝工藝的控制。尤其是很多小型門窗加工廠,由于設備本身的落后,工人加工操作不規(guī)范,品控意識不足,也是導致成品裝配不良、臺階超標,引發(fā)客戶投訴的重要原因。
6 結論
影響平開門窗裝配后尺寸的因素是多方面的,問題的形成也比較復雜。但筆者認為:型材的尺寸設計合理,質量穩(wěn)定是首要的。只有保證了材料的合格,后續(xù)的加工與組合裝配才有基本的保障。整體來說,一是要注意尺寸公差走向宜往同一方向(同時往下偏差設計),二是生產(chǎn)過程設置合理的抽檢頻次,確保型材出料尺寸的穩(wěn)定并根據(jù)實際出料情況及時作出調整。
隨著技術的發(fā)展,工藝水平的提高,鋁合金擠壓型材的產(chǎn)品尺寸精度也將越來越高,我們只有不斷的摸索與實踐,才能生產(chǎn)出更高質量的產(chǎn)品,適應市場對更高端門窗產(chǎn)品的需求。共同推動鋁合金加工業(yè)的發(fā)展。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14