基于鈦合金材料的機械加工工藝分析
2020-02-22 06:52:26呂振華闕善玉
科技創新導報 2020年26期
呂振華 闕善玉
摘? 要:鈦合金新材料在力學性能上表現較好,具有質量輕、強度高、抗腐蝕性等性能,因此在工業生產以及機械加工工藝方面得到廣泛應用。但是鈦合金材料的塑性低、硬度高、導熱效果差等使得在機械加工工藝應用中也要規避其劣勢,防止鈦合金刀具使用在切削加工中出現性能問題,本文圍繞鈦合金材料機械加工工藝應用進行分析,希望對于工業生產質量管控具有參考價值。
關鍵詞:鈦合金? 機械加工? 切削? 加工工藝
中圖分類號:TG146.23;TH16? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? 文章編號:1674-098X(2020)09(b)-0065-03
Abstract: New titanium alloy materials have good mechanical properties, such as light weight, high strength and corrosion resistance, so they are widely used in industrial production and machining technology. However, the low plasticity, high hardness and poor thermal conductivity of titanium alloy materials make it necessary to avoid its disadvantages in the application of mechanical processing technology, so as to prevent the performance problems of titanium alloy cutting tools in cutting process. This paper analyzes the application of titanium alloy machining technology, hoping to have reference value for industrial production quality control.
Key Words: Titanium alloy; Machining; Cutting; Processing technology
鈦合金新材料其缺點表現為彈性模量低、變形大等問題,在機械加工中使用鈦合金材料進行切削,對于刀具的使用和切削加工工藝運用的方法要引起注意。
1? 鈦合金材料優劣勢分析
鈦合金材料也具有質量輕、強度高等優勢,針對其優缺點應在加工工藝上予以質量控制,最大幅度的降低刀具使用磨損,利用材料的優勢,提高切削等加工工藝水平,防止出現磨損。高溫環境里化學活性強,產生的化學作用,增加機械加工難度。另外在進行加工過程中,對于刀具材料、切削加工工藝應用綜合予以考量,做好各方面的質量管控。鈦合金材料機械加工工藝要運用鈦合金材料、機械加工工藝等包括電火花、車磨削等。在機械加工過程中,要全面考慮刀具幾何參數、加工工藝、刀具材料、切削液選用、砂輪選擇等影響因素[1]。
1.1 切削液的使用
切削液能夠降低鈦合金材料切削加工中刀刃的熱量,在降低切削力的同時切削,進行切削液的合理使用,要注意零部件加工時表面的質量,改善生產效率。當前常用的切削液包括水性、堿性、水機可溶性油質、非水溶性油質溶液等。針對高聚的材料,鈦合金材料往往具有導論系數、低塑性低等缺點,因此容易發生切削過程中溫度突然升高的情況。夾具、刀具磨損在進行切削液的使用時,盡量要選擇性能良好的切削液能夠強化材料加工的功效。
1.2 刀具材料的使用
鈦合金刀具的選用過程中,為防止出現加工中常見溫度高、切削力度大的問題。所選刀具材料具有因應性強、耐磨性高等特征[2]。當前常用的刀具材料一般有硬質、合金、涂層刀具等,優勢在于抗氧化性能強、抗粘結性強、耐磨性強。但是也容易出現磨擦系數低等問題。因此對于刀具的幾何參數盡量選用前后角小、鋼性高的刀具,例如鈦合金TC4的粗加工,再經加工過程中選用刀齒較密高刃鋒利的材質,進行精加工時,選用鏜刀或圓車刀進行工具的應用,前后腳分別取0度10度,成型刀、車刀分別前后角取5度、10度,或者選用螺紋、車刀。
1.3 砂輪的選擇
鈦合金磨削要求砂輪的粘附性小,在結合劑的組織狀態上,按照加工材料的要求,注意磨料的結合劑和氣孔組成,結合劑在磨削中要保持穩定,氣孔具有排屑潤滑的作用。結合劑一般可選擇陶瓷或者樹脂材料,如陶瓷結合劑砂輪等。
2? 鈦合金材料的機械加工工藝
鈦合金的熱導系數較差,在進行鈦合金材料加工的時候,對于硅鐵等雜質元素要加以注意,這些元素會在加工中產生強烈的反應,其以間隙的形式存在于晶體格中,使得鈦合金材料塑性降低,在磨削溫度升高的時候,鈦合金中的鈦與雜質合稱為氧化氮化保護膜,使得表面變脆,降低彈性,加大加工硬化程度。降低表面完整性[3]。
(1)鉆頭的設計要滿足排屑流暢要求,可以對鉆頭螺旋槽進行拋光處理,鉆芯厚度去1/4致敬,根據實際情況進行修磨,以確保鉆頭的定心作用和強度。鉆后頭角度取12~15度鉆頭,頂角區140度,增加切削厚度和寬度。對于顯刀的設計應滿足鈦合金的切削要求,刀尖圓弧半徑取0.5mm,螺旋角曲40度,切削環境保持半封閉狀態,切削液、留置切削區保持潤滑和散熱效果。
(2)碳合金材料一般有較小的彈性模量問題,針對這一情況,對切削工藝的幾何參數也要加以注意。切削錐絞取5~7度校正。齒面設計上符合碳合金彈性模料小的特征,切削寬度取0.2mm。對于鈦合金材料的加工過程,表現出來的燒刀或斷鉆的現象,分析其原因,一般是由于排屑不及時,刀刃磨損較大、冷卻不佳等導致,應采取以下措施加以控制,一是及時清除切屑,注意觀察切屑的形狀、顏色。第二是使用合適的切屑液,把磨合工作臺進行固定,盡量貼近加工表面。三是縮短鉆頭改進過程,防止鉆刃出現摩擦加工導致變鈍。切削與刀齒連接和崩刃的現象,尤其要加以注重,防止的方法是采用順向的切削方法,高齒切削路徑,縮短從厚到薄進行切削順序的實施。這一方法可以增強刀具的加工耐用度,錐度部分取3~4扣螺紋長度為宜,以方便排泄。因為鈦合金導熱性較差,因此在溫度升高時,為防止出現斷料粘結,與鈦合金發生化學反應,應針對上述方法,優化磨削工藝參數,如砂輪硬度、砂輪材料的選取、砂輪速度等,都要盡量控制在較低的水平。
3? 鈦合金TC4的加工工藝應用
鈦合金TC4的粗加工中,在刀具的材料選擇上,針對鈦合金導熱系數低等問題,選擇高速鋼型號,如含鋁高速鋼、高估鋼塑鋼等粗加工中,使用涂層刀具,具有很強的抗氧化性能和抗結晶性能。加工鈦合金是利用多層CVD涂層、硬質合金刀具來增強刀具性能,也可采用立方氮化硼刀具,具有較好的熱飲性。在高速精加工和半斤加工淬硬鋼以及高溫合金時,采用這種鈦合金刀具效果是較好[4]。
例如新型的刀具材料,無粘接型立方氮化硼刀具具有較高的顯效速度。聚晶金剛石的刀具高導熱性、低摩擦系數等特點也用于穩定性加工。在刀具的等級和參數上,粗加工時需要刀具剛性好,要求刀具前腳后腳小粗加工鈦合金TC4皆消是一般不會。卷饃屑槽選為3度,精加工時為了得到良好的表面完整性和尺寸精度,可以要求刀具鋒利。前腳、后腳、螺旋角,刀齒密度均要按照標準設置。
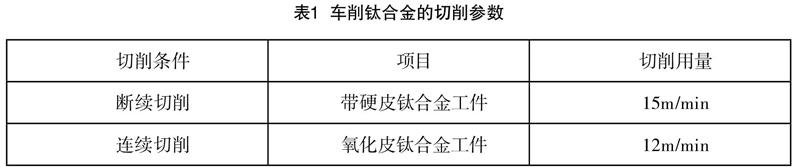
加工中鉆頭的設計要保證能夠流暢排屑。鉆頭的設計要考慮鈦合金彈性模量小的特點,車削的加工工藝參數如表1,及時清除切屑,注意切屑的形狀和顏色,一旦出現羽狀或顏色變化時,表明鉆頭已鈍化。加入切削液時,使用攻絲專用油,固定在工作臺上鉆膜,緊貼加工表面,采取手動給進的方法,鉆頭不得在孔內不進不退,防止出現加工硬化的情況,采用高速鋼鉆頭、刀具、耐用度符合國際標準。攻絲選用一絲到位,絲錐便于排屑,盡量選用短絲錐以增強剛性。
4? 結語
根據實踐證明,在進行鈦合金零件加工切削時,高聚集和參數合理,切削用量嚴格控制,充分冷卻切削加工鈦合金零件,以及做好退火消除應力等措施,能夠發揮刀具性能,使得鈦合金材料機械加工具有更好的耐高溫性、耐熱性,獲得很好的加工工藝效果。
參考文獻
[1] 陳宏亮,趙柳敬,蘇曉,等.薄壁弱剛性鈦合金結構件制造工藝[J].工具技術,2020,54(2):64-67.
[2] 葉澤峰,馬鐵軍,李文亞,等.TA19鈦合金線性摩擦焊接試驗研究[J].焊管,2019,42(12):13-17,22.
[3] 李維亮,周良明,唐林.鈦合金典型特征加工工藝方案設計[J].機床與液壓,2019,47(22):126-129.
[4] 吳進進.鈦合金材料的機械加工工藝分析[J].南方農機,2019,50(10):256.
[5] 郭成波,狄士春,韋東波,等.TC4鈦合金電火花高效銑削加工效率研究[J].兵工學報,2015,36(11):2149-2156.
[6] 岳鋒,杜劭峰,張建強,等.鈦合金材料高效切削工藝性能研究[J].國防制造技術,2019(1):16-21.