奧氏體不銹鋼背面免充氬焊接工藝研究
2020-02-24 04:13:28邵洪波張西雷
焊管 2020年12期
邵洪波, 張西雷, 薛 慧
(中國(guó)石油天然氣管道第二工程有限公司, 江蘇 徐州221006)
不銹鋼是指耐空氣、 水、 酸、 堿、 鹽及其溶液和其他介質(zhì)腐蝕的具有高度化學(xué)穩(wěn)定性的鋼種。 這類鋼除了具有優(yōu)良的耐蝕性能外, 還具有優(yōu)良的力學(xué)性能、 工藝性能及較大的工作溫度范圍 (-269~1 050 ℃), 適于制造要求耐腐蝕、 抗氧化、 耐高溫和超低溫的零部件和設(shè)備, 廣泛應(yīng)用于石油、 化工、 電力、 儀表、 食品、 醫(yī)療、 航空及核能等工業(yè)部門。 不銹鋼按使用狀態(tài)的金相組織分類, 可分為鐵素體不銹鋼、 馬氏體不銹鋼、 奧氏體不銹鋼、 鐵素體+奧氏體不銹鋼和沉淀硬化不銹鋼5 種。 其中奧氏體不銹鋼應(yīng)用最為廣泛 (約占70%), 與其他不銹鋼相比具有優(yōu)良的耐蝕性、 耐熱性和高塑性, 其焊接性能比較好。 管線施工中常用的奧氏體不銹鋼有06Cr19Ni10 (304) 和022Cr17Ni12Mo2 (316L),筆者以022Cr17Ni12Mo2 (316L) 為例進(jìn)行介紹。
1 022Cr17Ni12Mo2 奧氏體不銹鋼簡(jiǎn)介
022Cr17Ni12Mo2 (316L) 奧氏體不銹鋼的平均含碳量為0.022%, 屬于超低碳不銹鋼, 具有良好的耐晶間腐蝕能力及較高的抗刀狀腐蝕能力,其抗拉強(qiáng)度不低于480 MPa, 化學(xué)成分見表1。

表1 022Cr17Ni12Mo2 奧氏體不銹鋼的化學(xué)成分 %
2 施工現(xiàn)狀
不銹鋼焊接常采用鎢極氬弧焊或鎢極氬弧焊根焊、 焊條電弧焊填充蓋面的方法, 根焊焊縫背面多采用專用裝置進(jìn)行局部充氬, 充氬置換時(shí)間根據(jù)施工經(jīng)驗(yàn)或?qū)S醚b置測(cè)定管內(nèi)氧含量, 充氬置換完全后方可進(jìn)行焊接。 焊接過程中因背面焊縫一直需要充氬保護(hù), 則無法進(jìn)行其他焊口的組對(duì)及焊接, 嚴(yán)重影響施工效率。 連頭管段焊接施工時(shí), 充氬裝置無法放入管內(nèi), 需對(duì)整個(gè)管段充氬, 增加了施工成本, 降低了施工工效。
3 背面免充氬工藝
根焊采用自保護(hù)藥皮氬弧焊絲代替背面內(nèi)充氬, 藥皮氬弧焊絲采用與母材奧氏體不銹鋼022Cr17Ni12Mo2 (316L) 相匹配的ER316L Mod(modified) 焊絲, 其結(jié)構(gòu)與焊條基本相同, 內(nèi)部為實(shí)心焊絲, 外面涂敷一層藥皮, 抗拉強(qiáng)度不低于490 MPa, 其化學(xué)成分見表2。
填充蓋面焊采用實(shí)心氬弧焊絲ER316L, 其抗拉強(qiáng)度及化學(xué)成分要求與藥皮氬弧ER316L Mod 焊絲相同。

表2 ER316L Mod 焊絲化學(xué)成分 %
3.1 焊前清理及組對(duì)
焊件組對(duì)前應(yīng)采用無水酒精或丙酮溶液將焊件坡口及其兩側(cè)20 mm 范圍內(nèi)的雜質(zhì)、 污物、 毛刺等清理干凈, 按工藝要求進(jìn)行組對(duì), 其坡口形式及尺寸如圖1 所示。 采用定位焊進(jìn)行組對(duì), 焊接定位焊縫時(shí), 應(yīng)采用與根部焊道相同的焊接材料和焊接工藝, 定位焊縫應(yīng)沿圓周均布2~3 點(diǎn),長(zhǎng)度宜為12~17 mm。 定位焊縫應(yīng)焊透及熔合良好, 并應(yīng)無裂紋、 氣孔、 夾渣等缺陷。

圖1 背面免充氬焊接坡口形式及尺寸
3.2 焊接工藝參數(shù)
為了避免焊縫枝晶粗大和過熱區(qū)晶粒粗化,致使偏析增大, 奧氏體不銹鋼焊接應(yīng)盡量采用小的焊接熱輸入, 而且不應(yīng)預(yù)熱, 并降低層間溫度。 為了減小熱輸入, 不應(yīng)過分增大焊接速度, 而應(yīng)適當(dāng)降低焊接電流。 因?yàn)檫^高的焊接速度, 必然加快高溫冷卻速度, 使焊縫凝固過程承受大的收縮應(yīng)變。 降低焊接電流可減少熔深, 熱裂傾向小, 焊接過程中應(yīng)嚴(yán)格控制層間溫度不超過100 ℃。 具體焊接工藝參數(shù)見表3。

表3 022Cr17Ni12Mo2 奧氏體不銹鋼背面免充氬焊接工藝參數(shù)
4 焊后檢驗(yàn)
4.1 外觀檢查
焊后將焊縫表面的飛濺物清理干凈。 對(duì)焊縫表面進(jìn)行外觀檢查, 未發(fā)現(xiàn)裂紋、 氣孔、 夾渣、夾鎢、 焊瘤、 未焊透及未熔合等缺陷, 焊縫余高1.0~2.0 mm。
4.2 無損檢測(cè)
無損檢測(cè)按照NB/T 47013—2015 《承壓設(shè)備無損檢測(cè)》 執(zhí)行, 進(jìn)行100%射線檢測(cè), 檢測(cè)結(jié)果為Ⅰ級(jí)(不低于Ⅱ級(jí)合格)。
4.3 拉伸試驗(yàn)
根據(jù)要求分別從平焊和仰焊位置取樣(如圖2所示), 將試樣加工后進(jìn)行拉伸試驗(yàn), 試驗(yàn)按照GB/T 228.1—2010 規(guī)定的試驗(yàn)方法測(cè)定焊接接頭的抗拉強(qiáng)度, 試驗(yàn)參數(shù)及結(jié)果見表4。 由表4 可以看出, 試樣抗拉強(qiáng)度均高于母材要求的抗拉強(qiáng)度480 MPa, 試驗(yàn)結(jié)果合格。

圖2 焊接接頭拉伸試樣
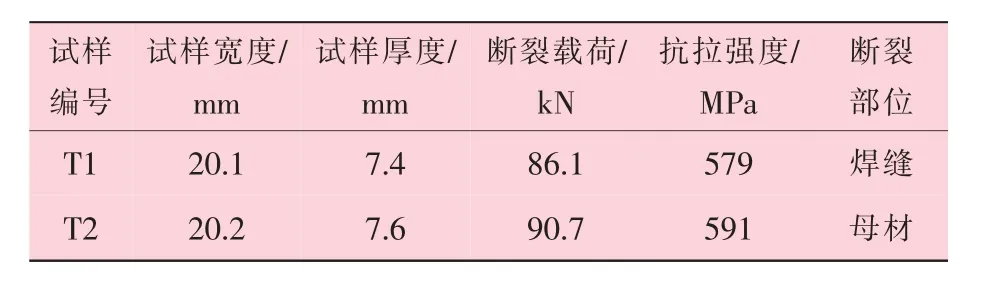
表4 焊接接頭拉伸試驗(yàn)參數(shù)及結(jié)果
4.4 彎曲試驗(yàn)
根據(jù)要求分別從管周向45°位置分別取面彎、 背彎試樣各兩件 (如圖3 所示)。 將試樣加工后進(jìn)行彎曲試驗(yàn), 試驗(yàn)按照GB/T 2653—2008《焊接接頭彎曲試驗(yàn)方法》 進(jìn)行, 試驗(yàn)參數(shù)及試驗(yàn)結(jié)果見表5。 由表5 可以看出, 試驗(yàn)結(jié)果合格。

圖3 焊接接頭彎曲試樣
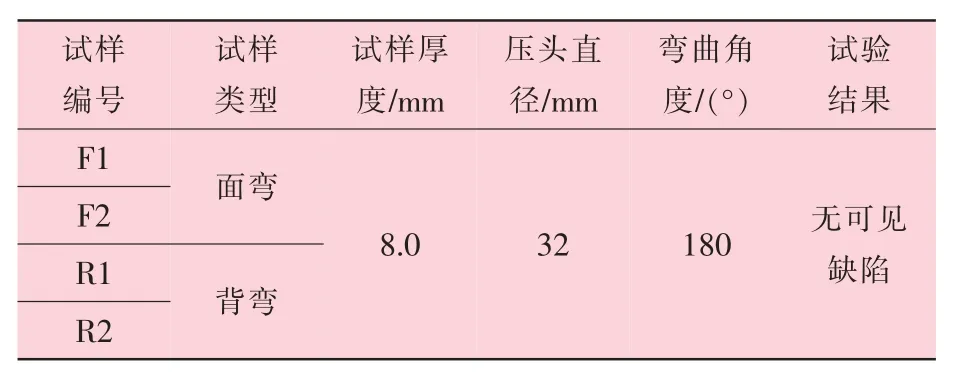
表5 彎曲試驗(yàn)參數(shù)及結(jié)果
4.5 晶間腐蝕試驗(yàn)
為驗(yàn)證奧氏體不銹鋼背面免充氬工藝的可靠性, 除標(biāo)準(zhǔn)要求的拉伸、 彎曲試驗(yàn)外, 還進(jìn)行了晶間腐蝕試驗(yàn)。 晶間腐蝕試驗(yàn)采用不銹鋼硫酸-硫酸銅腐蝕試驗(yàn)方法, 試驗(yàn)周期16 h。 晶間腐蝕試樣如圖4 所示, 由圖4 可以看出, 彎曲后的晶間腐蝕試樣在10 倍放大鏡下觀察, 未發(fā)現(xiàn)晶間腐蝕裂紋。
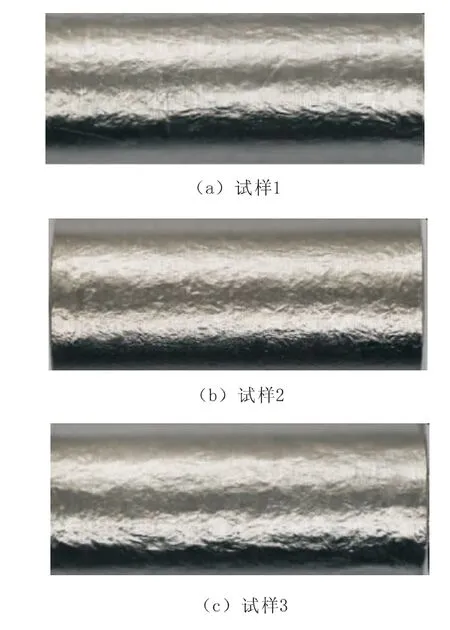
圖4 焊接接頭晶間腐蝕試樣
5 結(jié) 論
(1) 通過外觀檢查、 無損檢測(cè)以及焊接接頭的拉伸試驗(yàn)、 彎曲試驗(yàn)和晶間腐蝕試驗(yàn), 結(jié)果表明可采用自保護(hù)藥皮焊絲進(jìn)行根焊, 代替?zhèn)鹘y(tǒng)的內(nèi)充氬進(jìn)行焊縫背面保護(hù), 022Cr17Ni12Mo2(316L) 奧氏體不銹鋼背面免充氬焊接工藝質(zhì)量可靠, 焊接接頭的抗拉強(qiáng)度、 塑性和耐腐蝕性能可以滿足相應(yīng)的標(biāo)準(zhǔn)要求。
(2) 采用奧氏體不銹鋼背面免充氬焊接工藝解決了現(xiàn)場(chǎng)施工充氬時(shí)間長(zhǎng)的難題, 同時(shí)由于不再采用內(nèi)充氬裝置, 現(xiàn)場(chǎng)施工在確保鋼管平穩(wěn)的情況下, 可連續(xù)組對(duì)和交叉焊接, 可大大縮短施工周期, 提高了經(jīng)濟(jì)效益。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
