基于西門子PID_temp的汽車內飾液壓機電加熱控制系統設計
2020-03-11 07:27:38吳艷芳
鍛壓裝備與制造技術 2020年1期
關鍵詞:工藝
譚 波,吳艷芳
(1.重慶三峽職業學院,重慶 404000;2.重慶三峽學院,重慶 404000)
某96系列汽車內飾液壓機,是用于汽車內飾件的專用生產設備,除了具有壓制成型功能,還包括排氣、模具加熱等重要功能。其中,模具加熱功能主要用于SMC等熱固性模塑材料[1]汽車內飾件的熱成型過程中的模具溫度控制。合適的模具溫度范圍,可以提高汽車內飾制品的質量,縮短其成型周期;溫度過高會損壞汽車內飾制品;溫度過低會導致汽車內飾制品成型缺陷[2]。因此模具溫度控制在汽車內飾液壓機上尤為重要。
合肥合鍛鍛壓機床有限公司的宋雨芳等人已經研制出利用模溫機來作為汽車內飾液壓機的模具加熱系統[3]。模溫機加熱,通過模溫機對特殊介質加熱,然后通過管道將加熱后的介質傳輸到模具內部,加熱模具。這種方式具有方便使用,溫度控制精度高的優點;但其控制系統獨立于液壓機控制系統外,具有通信程序復雜、集中控制性能低等缺點。隨著PLC+HMI在液壓機中的廣泛應用,可將汽車內飾液壓機的模具加熱系統集中到液壓機控制系統中,得到集中控制度高、不需要編寫復雜通信程序的加熱控制系統。大連三壘科技的許志勝等人,摒棄傳統溫控表方式,將西門子1500-PLC成功應用于擠出機溫度控制[4]。
針對汽車內飾液壓機的模具加熱功能,利用西門子1500-PLC集成的PID_temp溫度控制工藝對象,設計了一種電加熱控制系統。
1 電加熱控制系統的原理及系統設計
電加熱控制系統與模溫機加熱方式不同,控制系統通過對電熱管的溫度控制,實現對液壓機工作平臺加熱,加熱后的高溫平臺又對放置在平臺上的模具進行加熱,整個系統和液壓機控制系統集成在一起,不需要編寫復雜的通信程序,集成度高。電加熱控制系統如圖1,包含人機交互操作系統,電加熱溫度控制系統,溫度采集系統和斷線診斷系統。
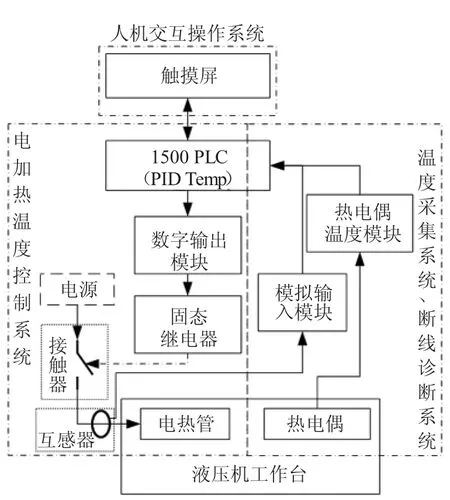
圖1 電加熱控制系統組成
1.1 人機交互操作系統
HMI廣泛應用于液壓機控制系統中,作為人機交互操作用。電加熱控制系統的人機交互操作系統由硬件西門子KTP1200觸摸屏和加熱操作界面構成。
圖2為電加熱主要操作界面,可以顯示上下工作平臺共16個加熱區(試驗內飾液壓機的上下平臺根據尺寸各自合理分區為8)的實時溫度,并進行溫度設置。
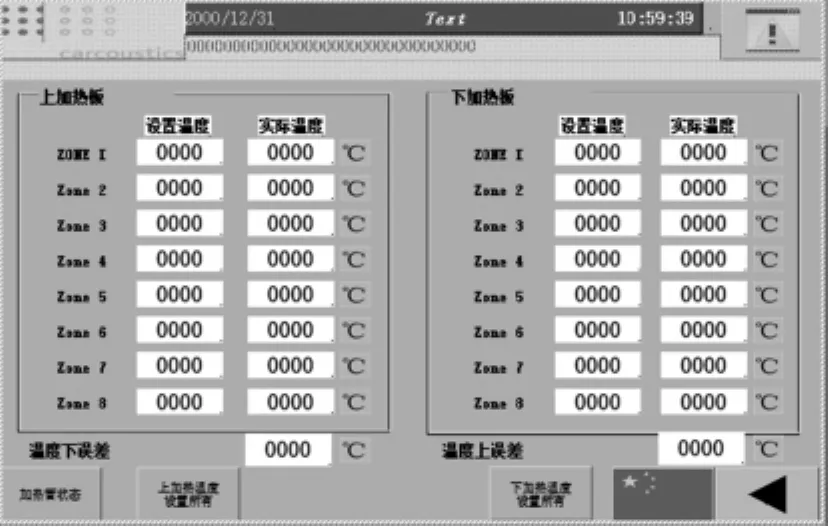
圖2 操作界面
1.2 電加熱溫度控制系統
溫度控制系統是利用1500-PLC內置的PID_Temp溫度控制工藝對象,對設置溫度和采集系統的反饋溫度進行對比計算,然后通過數字模塊輸出PWM脈寬控制信號,控制固態繼電器的通斷,轉換為控制交流接觸器的通斷,實現對電熱管電源的通斷控制。通電時電熱管發熱,溫度上升;由于環境溫度低于平臺溫度,時刻在散熱,一旦斷電,電熱管將停止發熱,溫度降低。電熱管安裝在工作平臺內部,從而實現對液壓機工作平臺的溫度控制。
1.3 溫度采集系統
PID_Temp溫度控制工藝對象,其實質是一種閉環控制算法,設置溫度為給定量,液壓機平臺的實時溫度為反饋量。系統通過放置在液壓機工作平臺內的熱電偶實時檢測平臺的溫度數據,反饋給熱電偶模塊,經過模數轉換,轉換成溫度數據,提供給PID_Temp作為實時溫度反饋。
1.4 斷線診斷系統
電熱管是管狀電熱元件的俗稱,由金屬管、電阻絲和導熱性好、絕緣性好的氧化鎂等制成[5]。電熱管在制成后,其功率是固定的,不同的工作電壓可得到不同的工作電流,且工作電流是穩定的。若工作電流與正常工作電流發生較大偏差或為0時,可以視為電熱管發生故障斷線。因此,系統中用互感器測試每組電熱管的工作電流,通過模擬模塊傳輸到PLC,作為斷線診斷的電流依據。
1.5 電加熱控制系統的硬件配置
電加熱控制系統集成到液壓機控制系統中,主要采用西門子1500-PLC作為控制器,其內置有PID_Temp溫度控制工藝對象,系統的硬件配置如表1所示。
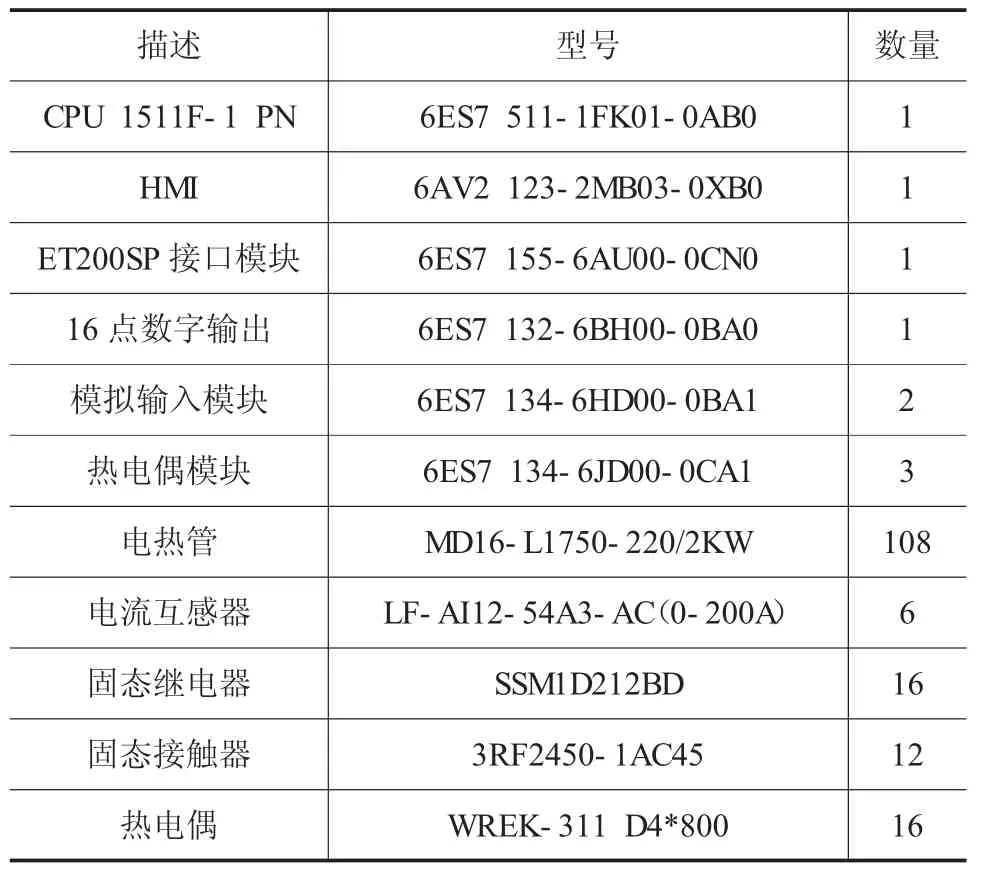
表1 電加熱控制系統的主要硬件
2 PID_Temp工藝對象的組態與參數調節
西門子1500-PLC集成的PID控制器有多種,而PID_Temp工藝對象提供具有集成調節功能的連續PID控制器,專為溫度控制而設計,適用于加熱或加熱/制冷應用。電加熱控制系統,依據內飾液壓機上下工作平臺共16各加熱區,組態了16個PID_Temp工藝對象,分別用于每個加熱區的溫度控制。
PID_Temp工藝對象的啟動模式組態為手動模式,只有當系統在沒有斷線報警和其他安全報警時,存在啟動命令時運行。工藝對象的輸入,直接采用熱電偶模塊對應地址提供的未經處理的模擬量值,因此輸入組態為Input_PER(模擬量);PID_Temp工藝對象的輸出值有三種類型:浮點數加熱輸出值OutputHeat,需要對輸出值經過程序處理非線性等問題后方可作為加熱輸出值;模擬量加熱輸出值OutputHeat_PER,通過連續信號0-10V或4-20mA等控制加熱觸發器;脈寬調制加熱輸出值OutputHeat_PWM,通過數字量輸出控制加熱執行器,可生成不同的 ON和 OFF時間。系統采用固態繼電器控制電熱管電源的通斷,因此,輸出值組態為OutputHeat_PWM。過程限值,組態為內飾液壓機加熱溫度范圍0℃~300℃。
組態好PID_Temp工藝對象后,編寫好加熱系統的控制程序。根據專家經驗預設一組PID_Temp的比例增益、積分時間、微分時間、權重等參數后,進行加熱試驗,通過PID_Temp的精確調節后,得到適用于試驗內飾液壓機的PID參數如圖3所示。
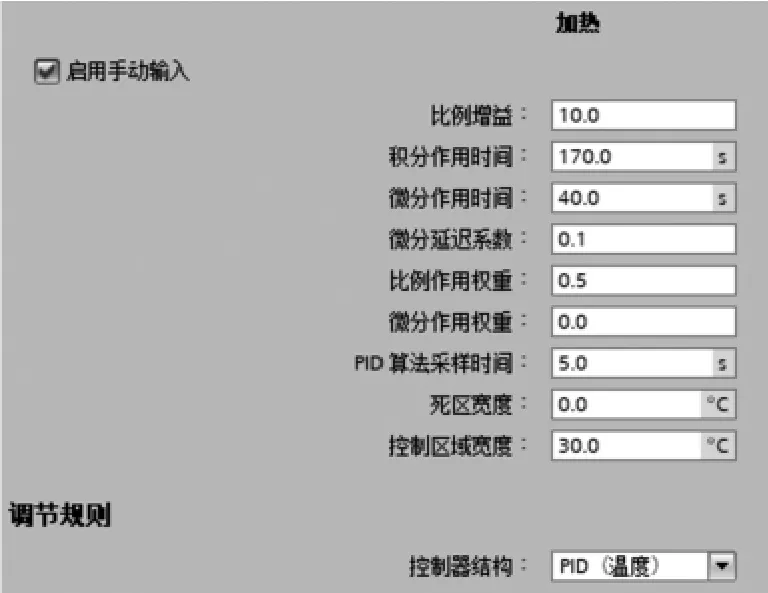
圖3 PID_Temp參數
3 內飾液壓機的加熱試驗
將設計的電加熱系統用于某汽車內飾液壓機,進行加熱試驗。設定加熱溫度為250℃。經過1h30min,液壓機平臺溫度基本穩定,且達到預設溫度,升溫時間符合液壓機客戶要求的3h。試驗設備及溫度控制效果如圖4、5所示。

圖4 試驗汽車內飾液壓機
熱電偶檢測溫度為液壓機工作平臺內部溫度,而對模具加熱時,需要關注平臺表面溫度。在溫度穩定狀態下,通過測溫儀測試上下平臺表面溫度,得到溫度曲線如圖6a、b所示。平臺表面因為散熱快,溫度低于平臺內部溫度;下平臺表面溫度差最大為8℃,上平臺表面溫度差最大為9℃,符合液壓機客戶要求的15℃;熱電偶測試的平臺內部溫度基本與設置溫度持平,且穩定性好。
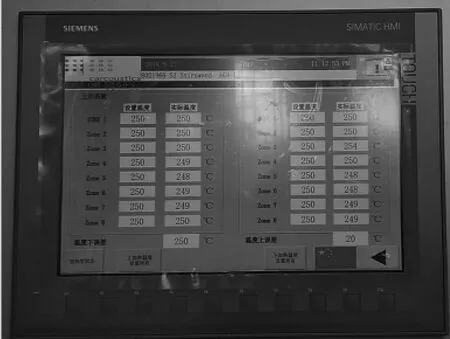
圖5 溫度控制效果
4 結論
基于西門子1500-PLC集成的PID_Temp溫度控制工藝對象,設計了一種由脈寬調節控制電熱管通電/斷電時間的電加熱溫度控制系統。經過專家經驗PID參數調節,將系統用于某汽車內飾液壓機進行加熱試驗,試驗結果表明,系統的溫度控制能夠達到液壓機客戶的升溫時間、最大溫差等要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
