一種鈑金自動線的組成研究
2020-03-11 07:27:28王軍領王秀敏詹俊勇仲太生羅素萍周智偉
鍛壓裝備與制造技術 2020年1期
關鍵詞:生產
王軍領,王秀敏,詹俊勇,仲太生,羅素萍,周智偉
(揚力集團股份有限公司 自動化處,江蘇 揚州 225127)
隨著家電行業(yè)的迅速發(fā)展,制造業(yè)廠家普遍迫切需要實現(xiàn)無人車間自動化生產,用最少的人力,提高的生產量,保證生產安全和產品質量,又因家電行業(yè)是日常用產品產業(yè),需求量大,更新?lián)Q代速度快,人工用量多,所以相對于其他行業(yè)對自動化的生產的要求更高更密切。本文介紹的一種鈑金自動線組成,將原來20人滿足生產的生產線,降低至3人,緩解勞動環(huán)境惡劣不好招工的壓力,提高產品數量和質量,降低生產、管理和制造成本[1-2]。
1 生產線布局
本文介紹的自動化線主要生產家電外殼鈑金,其生產工藝主要分3序到5序,每一序的工藝噸位不超過315t,所以按上料、沖壓、下料和排廢料的工藝排布,布局圖如圖1所示[3-4]。
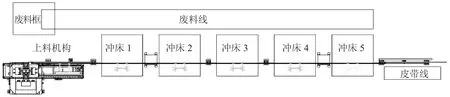
圖1 總體布局圖
整線布局,具體設備組成安裝圖如圖2所示,上料機具體結構實景圖如圖3所示。整線啟動可以通過線首線尾的觸摸屏實現(xiàn)。

圖2 整體布局圖

圖3 上料機
2 上料機構
2.1 拆垛機構
上料機構采用雙工位旋轉上料機構,雙工位上料機構由一備一用雙上料臺組成,可以實現(xiàn)不停機上料,如圖4所示[5]。
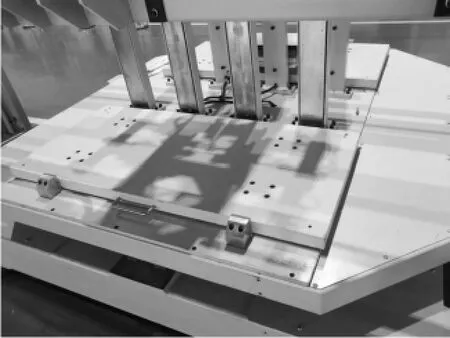
圖4 上料臺
2.2 定位機構
定位臺采用雙伺服電機驅動,里面一側采用步進電機調整定位柱,可以對前后的偏離的料片對行定位,滿足不同位置料片生產需要,調整方便快捷,具體結構如圖5所示。
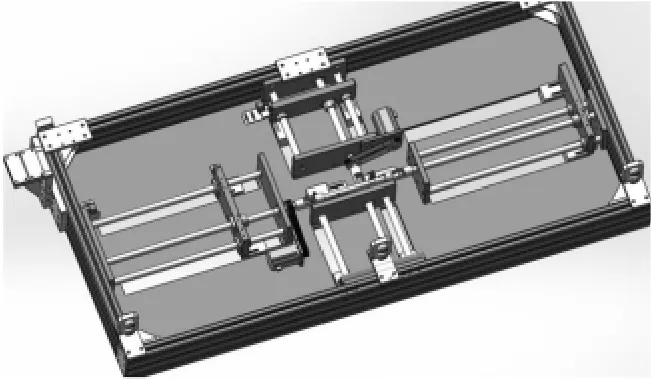
圖5 定位臺
3 搬運機械手
沖床工序之間的搬運,采用橫向連桿水平左右往復和上下運動進行搬運,橫向連桿上安裝6套吸盤爪子,負責將料片從前一工序送至后一工序,以此循環(huán)往復將工件從前到后搬運,直至沖壓成品放到線尾皮帶線上,再通過人工收料擺放到收料小車上,如圖7所示。橫向連桿的傳動動作實現(xiàn)過程為,上下運動通過伺服電機驅動減速機進而帶動曲柄連桿機構實現(xiàn),水平往復移動由伺服電機通過皮帶輪傳動帶動齒輪齒條實現(xiàn),如圖6所示[6-7]。

圖6 橫向連桿
4 廢料收集機構
沖床沖壓之后的廢料,通過模具掉入廢料振動盤上如圖8所示,通過振動滑入橫向廢料線上,通過橫向廢料線統(tǒng)一匯總到線尾廢料框里如圖9所示,如此可以實現(xiàn)廢料的無人自動化收集,節(jié)約人力,提高工作效率。

圖7 吸盤爪子

圖8 廢料振動盤
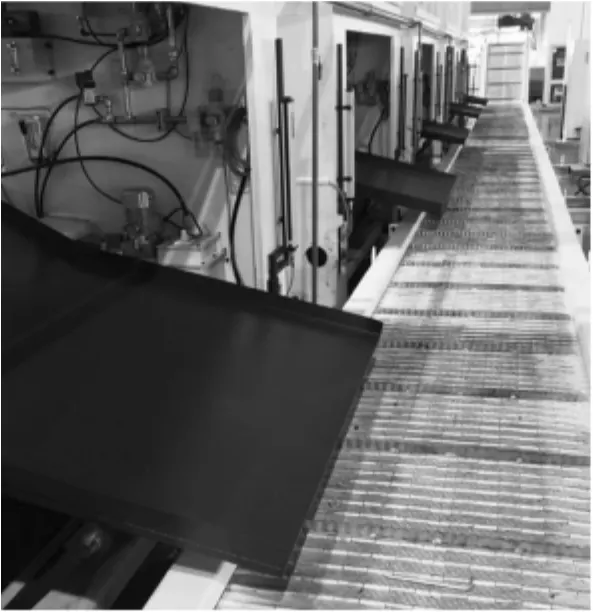
圖9 橫向廢料線
5 總結
本文通過介紹一整條自動化項目各個功能和設備組成,從上料到沖壓搬運,再從下料到廢料的排除,為沖壓標準件自動化生產提供了參考和方法,推動了鈑金制造業(yè)無人自動化智能化的發(fā)展,減少了人工數量和成本,提高了生產效率,為自動化生產提供了借鑒和參考,促進制造業(yè)的自動化發(fā)展[8]。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現(xiàn)代企業(yè)(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
