沖壓同步工程在翼子板開發(fā)中的實(shí)際應(yīng)用
2020-03-11 07:27:48丁文軍
鍛壓裝備與制造技術(shù) 2020年1期
丁文軍,盧 橋,徐 肖
(安徽江淮汽車集團(tuán)股份有限公司 技術(shù)中心,安徽 合肥 230601)
傳統(tǒng)的汽車開發(fā)流程采用串行工程的方法,由于不能在產(chǎn)品開發(fā)初期考慮產(chǎn)品工藝性、產(chǎn)品質(zhì)量、及制造工藝性等問題,導(dǎo)致后期產(chǎn)品設(shè)計(jì)更改量大,開發(fā)周期長(zhǎng),生產(chǎn)成本高,無法適應(yīng)市場(chǎng)競(jìng)爭(zhēng)的要求[1]。為適應(yīng)汽車行業(yè)全球愈發(fā)激烈的競(jìng)爭(zhēng)環(huán)境,近年來,同步工程(SE)的理念已逐步被我國(guó)主機(jī)廠接納并深入推廣。制造工藝的同步工程就是將工藝設(shè)計(jì)與產(chǎn)品設(shè)計(jì)并行開發(fā),在產(chǎn)品數(shù)模凍結(jié)之前挖掘產(chǎn)品和工藝存在的問題并及時(shí)整改,以減少后期由于設(shè)計(jì)變更而造成的成本浪費(fèi),在產(chǎn)品設(shè)計(jì)階段發(fā)現(xiàn)并解決大部分問題,如圖1所示[2-3]。
本文以現(xiàn)有某車型翼子板開發(fā)為例,在產(chǎn)品開發(fā)階段,通過沖壓工藝性審查、模具結(jié)構(gòu)可行性分析、CAE軟件仿真模擬,查找出零件問題,反饋產(chǎn)品設(shè)計(jì),并提供有效的措施和方案,提升產(chǎn)品設(shè)計(jì)質(zhì)量。
1 翼子板簡(jiǎn)介
翼子板材料選取DC56D+ZF材質(zhì),厚度為0.7mm,零件長(zhǎng)822mm,寬489mm,高113mm。根據(jù)產(chǎn)品功能需求,在翼子板上增加了一個(gè)新能源車型充電口。翼子板結(jié)構(gòu)造型及各區(qū)域結(jié)構(gòu)形狀如圖2所示,材料性能參數(shù)見表1。
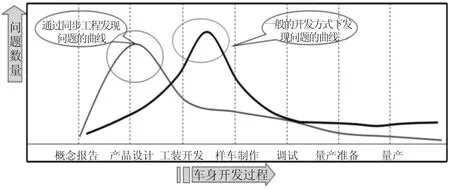
圖1 開發(fā)模式對(duì)比問題點(diǎn)發(fā)生曲線圖
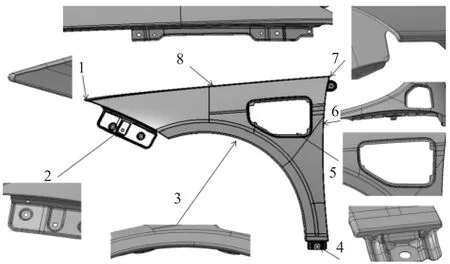
圖2 翼子板各區(qū)域特征圖

表1 材料力學(xué)性能參數(shù)
2 工序規(guī)劃
本文所述翼子板為帶充電口的新能源車型翼子板,為節(jié)省工裝模具開發(fā)成本及提高生產(chǎn)效率,工序排布優(yōu)選四序,一般翼子板工序排布為:OP10拉延,OP20修邊+側(cè)修邊+沖孔,OP30翻邊+整形+側(cè)沖孔+側(cè)整形,OP40側(cè)整形+沖孔[4]。本文翼子板四序無法實(shí)現(xiàn),主要影響因素為:區(qū)域1前側(cè)尖角特征處尖角部分強(qiáng)度弱,尖角兩側(cè)無法再同一工序?qū)崿F(xiàn)翻邊整形;區(qū)域7后側(cè)尖角特征處為包角造型,尖角處需要后序單獨(dú)側(cè)整形實(shí)現(xiàn);區(qū)域5處為充電口特征,此處若要四序?qū)崿F(xiàn),必須第二序完成沖孔,第三序完成整形,但是在第四序?qū)^(qū)域6與前門配合區(qū)域處側(cè)整形時(shí),壓料空間明顯不足。因此此翼子板規(guī)劃使用五序沖壓生產(chǎn)實(shí)現(xiàn)。具體工序排布為:OP10拉延,OP20修邊+側(cè)修邊+沖孔,OP30翻邊+整形+側(cè)沖孔+側(cè)整形,OP40翻邊+整形+沖孔+側(cè)沖孔+側(cè)整形,OP50側(cè)翻邊+整形+沖孔+側(cè)沖孔。
3 翼子板斑馬線反射曲率檢查
翼子板外造型面為A面,產(chǎn)品質(zhì)量要求比較嚴(yán)格,首先需要對(duì)翼子板通過使用UG NX6.0軟件中的面反射曲率功能檢查A面質(zhì)量,如圖3所示,可以看出圖3a中局部斑馬線不順,產(chǎn)品設(shè)計(jì)質(zhì)量有缺陷,反饋產(chǎn)品設(shè)計(jì)部門,優(yōu)化A面質(zhì)量,最終產(chǎn)品數(shù)據(jù)的斑馬線審查結(jié)果如圖3b所示。
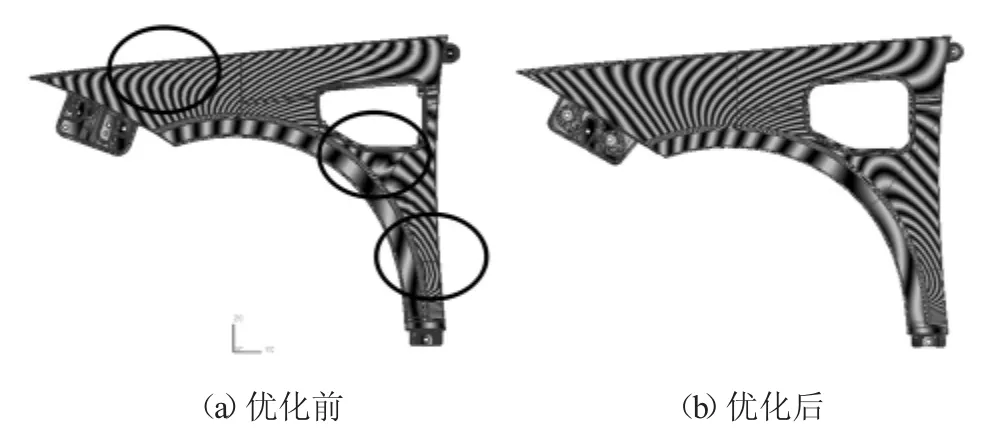
圖3 優(yōu)化前后A面數(shù)據(jù)斑馬線審查結(jié)果
4 沖壓工藝性審查
4.1 沖孔可行性審查
對(duì)翼子板的沖孔角度及可行性審查分析,確保在有限的工序內(nèi)合理的排布工序,保證沖孔實(shí)現(xiàn)。區(qū)域2與前保杠配合區(qū)域如圖4a所示,區(qū)域2通過工序排布規(guī)劃,要在OP40整形,OP50沖孔,因此只能在最后一道工序完成此區(qū)域所有沖孔。
以車身負(fù)Y向?yàn)闆_壓方向,圖4b、d中數(shù)字為孔所在面與沖壓方向角度,圖4a中正沖三個(gè)孔的角度為20°~23°,沖孔角度過大,正沖孔質(zhì)量差且影響沖頭壽命。此處沖孔角度需要調(diào)整,將沖孔角度調(diào)整至與車身Y向角度在10°以內(nèi),保證沖孔質(zhì)量。正側(cè)沖孔需要在同一工序?qū)崿F(xiàn),圖4a中可以看出正側(cè)沖孔干涉,需要調(diào)整正側(cè)沖孔位置,保證正側(cè)沖孔完全錯(cuò)開20mm以上。優(yōu)化前后產(chǎn)品如圖4c所示。
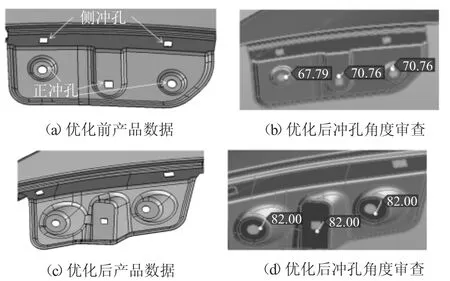
圖4 優(yōu)化前后翼子板與前保杠配合區(qū)域?qū)Ρ?/p>
4.2 產(chǎn)品質(zhì)量審查
區(qū)域4與門檻配合區(qū)域造型A面下方筋過深,與相鄰面起伏較大,沖壓成形過程中容易影響A面面品質(zhì)量,需要優(yōu)化此處面的形狀,將A面下方R角處做順,筋離R角根部留不小于2mm間距。優(yōu)化前后產(chǎn)品如圖5所示。

圖5 翼子板與門檻配合區(qū)域優(yōu)化前后
區(qū)域6與前門配合區(qū)域造型A面下方面急劇變化,不利于成型,容易影響A面面品質(zhì)量,需要將過渡面做緩,使得成型過程平緩進(jìn)行。優(yōu)化前后產(chǎn)品如圖6所示。

圖6 翼子板與前門配合區(qū)域下側(cè)優(yōu)化前后

圖7 翼子板與發(fā)蓋側(cè)配合區(qū)域截面示意圖
區(qū)域8與發(fā)蓋配合區(qū)域側(cè)整形時(shí),考慮有利于A面面品質(zhì)量方面,斜楔沖壓方向?yàn)榕c車身負(fù)Z向成10°夾角,此時(shí)下側(cè)側(cè)壁在斜楔方向上有10°沖壓負(fù)角,因此需要優(yōu)化此處產(chǎn)品結(jié)構(gòu),將下側(cè)側(cè)壁打開13°角,打開角度后,下側(cè)側(cè)壁與斜楔沖壓方向有3°夾角,此夾角是考慮實(shí)際成型后產(chǎn)品回彈補(bǔ)償。
區(qū)域8側(cè)整形時(shí),根據(jù)以往車型沖壓經(jīng)驗(yàn)判斷,此區(qū)域易發(fā)生回彈[5]。進(jìn)行沖壓工藝性審查時(shí),對(duì)此區(qū)域進(jìn)行防回彈處理,如圖8所示,在R角上增加防回彈筋,增加回彈變形抗力。

圖8 翼子板與發(fā)蓋側(cè)配合區(qū)域圖
4.3 模具結(jié)構(gòu)可行性審查
4.3.1 尖角側(cè)翻邊角度檢查
翼子板區(qū)域1為尖角包角造型,需要單獨(dú)的斜楔完成此處包角造型的實(shí)現(xiàn),在產(chǎn)品設(shè)計(jì)階段,需要驗(yàn)證模具結(jié)構(gòu)實(shí)現(xiàn)的可行性,考慮尖角處模具強(qiáng)度問題,包角造型的斜楔沖壓角度如圖9所示,可以看出此包角角度過大翻邊無法實(shí)現(xiàn)。根據(jù)包角處沖壓角度,需要調(diào)整翻邊面角度,使得在此沖壓方向翻邊面無負(fù)角,能順利實(shí)現(xiàn)尖角處翻邊。
4.3.2 斜楔回退檢查
翼子板尖角處側(cè)翻邊一般需要進(jìn)行回退驗(yàn)證分析,保證模具結(jié)構(gòu)的順利實(shí)現(xiàn),在回退時(shí),一般回退到保證翼子板取件無干涉,如圖10所示,在進(jìn)行回退后零件取件干涉,干涉區(qū)域需要切除,保證尖角處翻邊實(shí)現(xiàn)后板件的順利取出。

圖9 翼子板尖角處
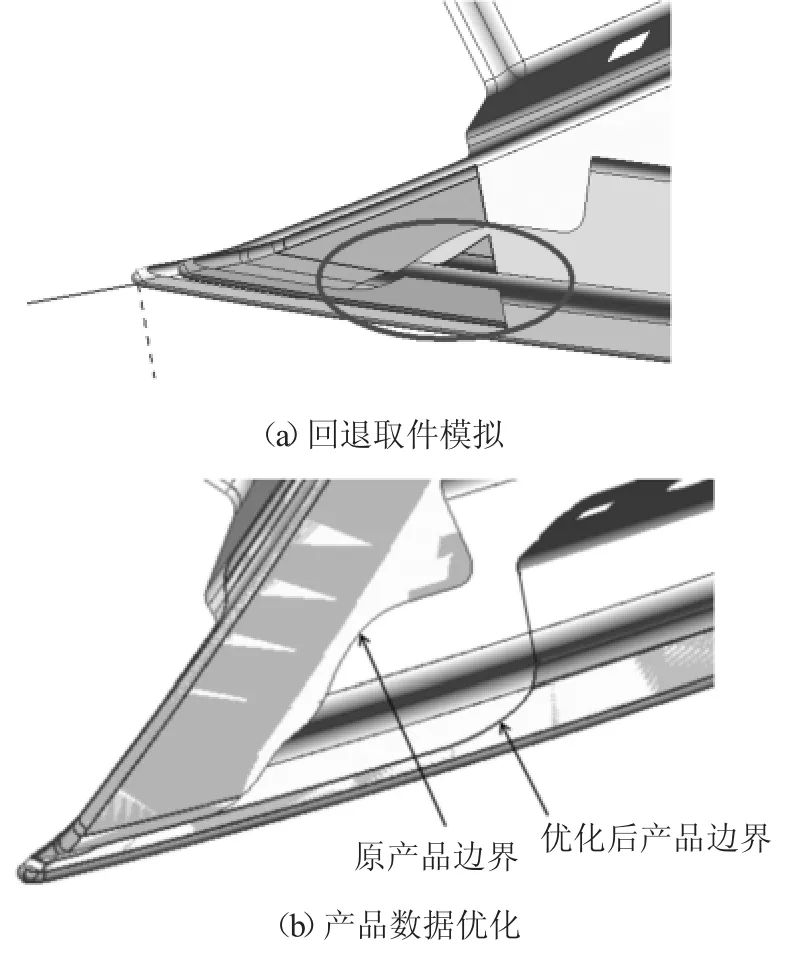
圖10 翼子板尖角處回退模擬及數(shù)據(jù)優(yōu)化
4.3.3 翼子板上部側(cè)整形面的回退行程驗(yàn)證
翼子板上部發(fā)蓋側(cè)的側(cè)整形也需要進(jìn)行回退行程的驗(yàn)證,以確保側(cè)整形模具結(jié)構(gòu)順利實(shí)現(xiàn)。如圖11所示,大致模擬側(cè)整形結(jié)構(gòu)回退狀態(tài),首先根據(jù)經(jīng)驗(yàn)數(shù)據(jù)假設(shè)側(cè)整形處模具滑塊的厚度B最少40mm,壓料面寬度A最少50mm,通過行程模擬的得出回退無干涉最小行程S為45mm,如圖12所示。最后初步模擬斜楔回退狀態(tài)可以看出,斜楔在回退時(shí)與零件干涉。通過減少翻邊深度E和切除干涉區(qū)域優(yōu)化產(chǎn)品數(shù)據(jù)質(zhì)量,優(yōu)化前后對(duì)比見圖13。

圖11 翼子板發(fā)蓋處側(cè)整形回退模擬

圖12 翼子板發(fā)蓋處側(cè)整形行程確認(rèn)

圖13 翼子板發(fā)蓋處側(cè)整形優(yōu)化前后對(duì)比
4.3.4 與車門配合處模具結(jié)構(gòu)側(cè)整形可行性驗(yàn)證
區(qū)域6為此處側(cè)整形位置,側(cè)整形壓料面寬度最少需要50mm,否則容易造成在側(cè)整形過程中壓料不充分產(chǎn)生的A面質(zhì)量缺陷。在充電口附近區(qū)域,如圖14此處充電口距離門側(cè)邊界距離L為40mm,壓料區(qū)域不足。因此此處產(chǎn)品結(jié)構(gòu)需要調(diào)整滿足沖壓工藝需求,將L的距離增大到最少50mm,如圖15。
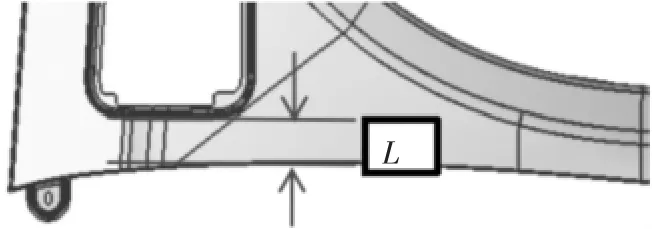
圖14 翼子板充電口到前門處距離
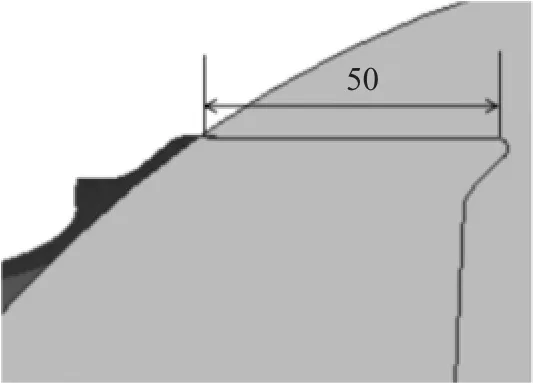
圖15 翼子板前門處側(cè)整形示意
4.3.5 區(qū)域3輪眉下方側(cè)整形模具結(jié)構(gòu)可行性驗(yàn)證
區(qū)域3輪眉處的側(cè)整形斜楔一般使用旋轉(zhuǎn)斜楔,與前門處的旋轉(zhuǎn)斜楔在空間結(jié)構(gòu)要有一定的距離,保證模具結(jié)構(gòu)的強(qiáng)度,即A厚度最少40mm,如圖17。為保證A≥40,兩側(cè)旋轉(zhuǎn)斜楔的最小距離L需要保證不小于200mm。如圖16所示,本文翼子板此處距離僅為122mm,在同一工序下無法實(shí)現(xiàn)此結(jié)構(gòu)造型,需要移動(dòng)區(qū)域3輪眉側(cè)整形位置,使L≥200mm。
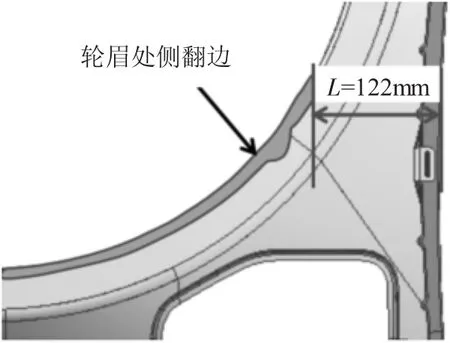
圖16 翼子板輪眉處側(cè)翻邊

圖17 旋轉(zhuǎn)斜楔位置示意圖
4.4 CAE全工序模擬分析
4.4.1 拉延工序模擬分析
通過使用CAE軟件對(duì)翼子板零件進(jìn)行拉延模面快速建模設(shè)計(jì)并迭代分析,如圖18所示,針對(duì)分析結(jié)果,從成型極限圖、減薄率、塑性應(yīng)變、滑移線等多方面評(píng)價(jià)拉延分析結(jié)果[6]。一般翼子板結(jié)果評(píng)價(jià)標(biāo)準(zhǔn)如下[7]:①針對(duì)成型性能圖,不允許出現(xiàn)破裂區(qū)域;破裂風(fēng)險(xiǎn)區(qū),如在產(chǎn)品面內(nèi),應(yīng)盡量改善或解決。②減薄率≥3%,在A面拉延區(qū)域,要求材料的減薄率在3%以上,保證拉延成形時(shí)盡可能的使板料充分變形。③塑性應(yīng)變≥4%,否則有可能產(chǎn)生回彈缺陷;另外對(duì)于外板零件的平坦處,需要保證主應(yīng)變>2%,次應(yīng)變>0,這樣就能保證零件是處于脹形狀態(tài),產(chǎn)生表面缺陷以及尺寸回彈的幾率會(huì)小很多。④無滑移線和沖擊線產(chǎn)生,對(duì)于外板件當(dāng)面夾角≤170°、R≤20mm時(shí)需檢查棱線滑移狀態(tài),檢查滑移線與沖擊線,確保在A面區(qū)域無沖擊線和滑移線。根據(jù)翼子板CAE分析結(jié)果評(píng)價(jià)標(biāo)準(zhǔn),最終拉延成型結(jié)果滿足評(píng)價(jià)標(biāo)準(zhǔn),如圖19所示。
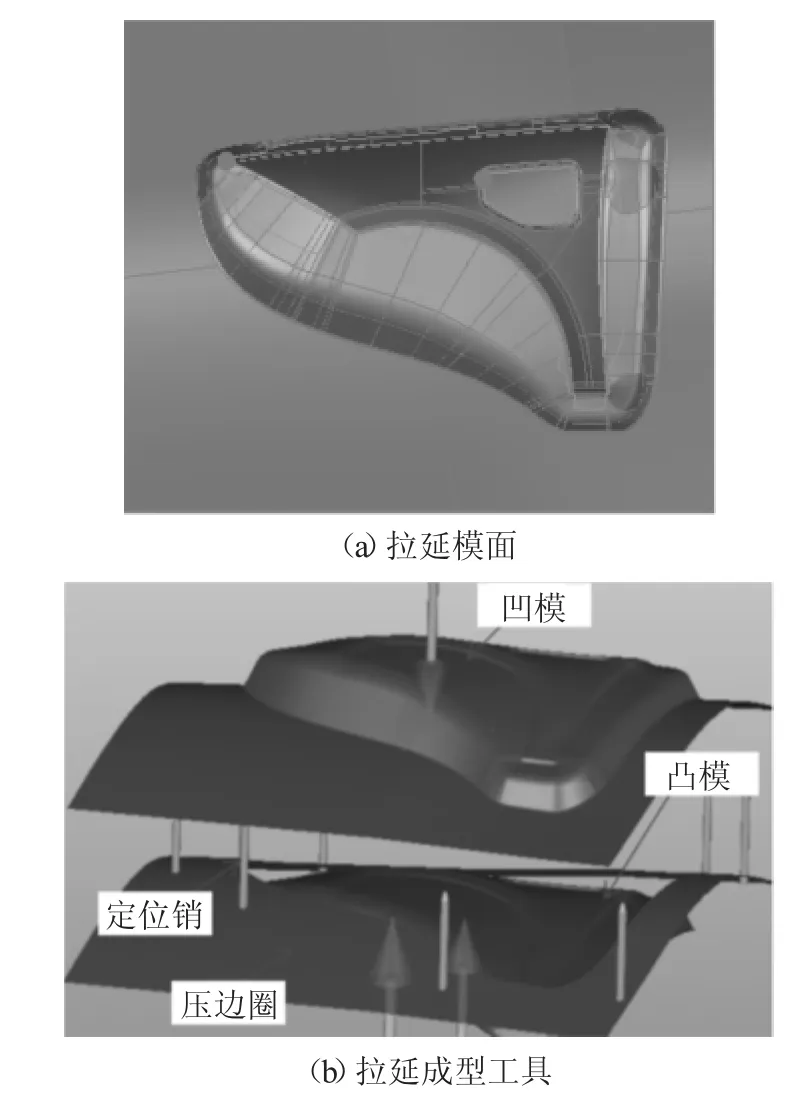
圖18 Autoform建模拉延模面與翼子板拉延成形工具
4.4.2 全工序模擬分析
拉延分析滿足CAE審查要求后,再進(jìn)行CAE全工序的模擬分析,分析結(jié)果如圖20所示。可以的看出,模擬分析結(jié)果顯示充電口部分開裂嚴(yán)重。針對(duì)分析結(jié)果需要優(yōu)化充電口處形狀。
有以下方案參考:①方案一:增大翼子板A面R角;②方案二:增大根部下R角;③方案三:增大側(cè)壁拔模角度;④方案四:優(yōu)化止口邊界,使突出面避開R角位置。
通過產(chǎn)品功能實(shí)現(xiàn)及四種方法綜合考慮,優(yōu)化充電口結(jié)構(gòu)造型,如圖21所示。
5 翼子板實(shí)物驗(yàn)證
通過前期產(chǎn)品設(shè)計(jì)與工藝設(shè)計(jì)并行的同步工程工作,最終通過工藝設(shè)計(jì)優(yōu)化了產(chǎn)品結(jié)構(gòu),提升了翼子板的設(shè)計(jì)質(zhì)量與開發(fā)周期,后期零件下發(fā)模具廠后設(shè)變較少。此外,目前該翼子板已穩(wěn)定出件,產(chǎn)品質(zhì)量較好,合格率滿足要求,圖22為該翼子板實(shí)物圖。
6 結(jié)論
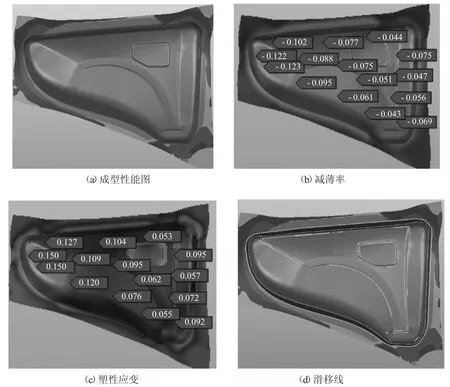
圖19 拉延CAE分析結(jié)果評(píng)價(jià)

圖20 翼子板充電口CAE分析結(jié)果評(píng)價(jià)

圖21 翼子板充電口優(yōu)化前后及優(yōu)化后成型結(jié)果

圖22 翼子板實(shí)物圖
通過工藝設(shè)計(jì)與產(chǎn)品設(shè)計(jì)并行開發(fā),可有效縮短工裝開發(fā)周期確保產(chǎn)品設(shè)計(jì)的可制造性,保證沖壓零件首次提樣的項(xiàng)目節(jié)點(diǎn),減少樣車試制期間的產(chǎn)品設(shè)變,節(jié)省工裝整改費(fèi)用,降低采購(gòu)成本合理規(guī)劃沖壓工序,確保生產(chǎn)穩(wěn)健性,提高設(shè)備利用率。
猜你喜歡
房地產(chǎn)導(dǎo)刊(2022年5期)2022-06-01 06:20:14
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:48
建材發(fā)展導(dǎo)向(2021年7期)2021-07-16 07:07:52
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2021年12期)2021-04-26 07:43:48
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
中學(xué)生數(shù)理化(高中版.高考數(shù)學(xué))(2021年12期)2021-03-08 01:28:50
中國(guó)科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
電測(cè)與儀表(2015年5期)2015-04-09 11:30:52
