國內(nèi)某鋼廠新增軋后冷卻研究及應(yīng)用
2020-03-15 07:54:40朱鵬宇羅立飛
中國金屬通報(bào) 2020年23期
俞 俊,朱鵬宇,羅立飛
(柳州鋼鐵股份有限公司,廣西 柳州 545000)
鋼廠在軋機(jī)后布置冷卻系統(tǒng),通過控軋控冷工藝技術(shù)控制奧氏體組織狀態(tài),相變和碳化物析出,進(jìn)而控制鋼的組織和性能。采用控制冷卻技術(shù)在不降低韌性的情況下,可提高鋼板的強(qiáng)度,明顯提高鋼板質(zhì)量[1]。該中板廠沒有軋后冷卻系統(tǒng),利用大修期間,升級(jí)改造產(chǎn)線,新增軋后冷卻系統(tǒng)和配套的水系統(tǒng),如圖1 軋后冷卻設(shè)備,提高了鋼板性能的穩(wěn)定性,并且降低Q355級(jí)別鋼板的Mn 含量,試制了管線鋼,提高了企業(yè)的競爭力。

圖1 軋后冷卻設(shè)備
1 軋后冷卻的發(fā)展
中厚鋼板軋后冷卻技術(shù)的研究起源于1970 年代。1980 年NKK(現(xiàn)已與川崎鋼鐵合并為JFE)通過開展控制冷卻設(shè)備的開發(fā),開發(fā)出國際首套中厚板在線控冷設(shè)備-OLAC(On-line Accelerated Cooling)系統(tǒng),并在其福山制鐵所的厚板生產(chǎn)線上投入大規(guī)模實(shí)際使用[2]。我國約從2000 年開始,在國內(nèi)相關(guān)科研單位如東北大學(xué)、北科大等努力下,依托相關(guān)鋼鐵企業(yè)中厚板軋線建設(shè)及技術(shù)改造,自主研發(fā)出具有當(dāng)時(shí)國際先進(jìn)水平的自主知識(shí)產(chǎn)權(quán)的系列控冷設(shè)備。此后,國內(nèi)中厚板企業(yè)或采用國產(chǎn)或通過軋線設(shè)備成套引進(jìn),中厚板軋線相繼都配備了冷卻機(jī)理一致、但設(shè)備形式及功能有所差異的層流冷卻設(shè)備,并在此設(shè)備基礎(chǔ)上,開發(fā)出相關(guān)控制冷卻工藝技術(shù),在各類中厚板品種及工藝開發(fā)過程中發(fā)揮了巨大作用。
縱觀中厚板軋后冷卻技術(shù)近三十余年的發(fā)展歷程,截至目前,大體可分為兩個(gè)階段,一是1980 年代開發(fā)并發(fā)展成熟的以層流冷卻為代表的傳統(tǒng)層流冷卻技術(shù);二是1998 年后以日本JFE 鋼鐵公司開發(fā)的以超快速冷卻為特征的Super-OLAC 冷卻設(shè)備,即新一代軋后冷卻技術(shù),也正是當(dāng)前及至未來中厚板軋后冷卻技術(shù)的趨勢[3]。
2 設(shè)備介紹
根據(jù)生產(chǎn)線和產(chǎn)品特點(diǎn),新的工藝布置圖如圖2.將預(yù)矯直機(jī)布置于距離軋機(jī)中心線40m 的位置。預(yù)矯直機(jī)長度4m,預(yù)矯直機(jī)與超快冷入口3m。增設(shè)超快冷裝置,長度約為20m(有效長度18m)。冷卻區(qū)出口距離熱矯直機(jī)入口長度約為20m。
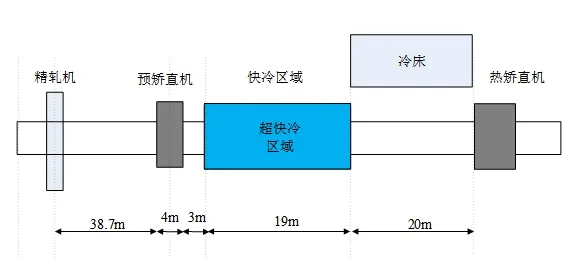
圖2 生產(chǎn)線工藝布置
ADCOS-PM 的設(shè)備參數(shù)如下:設(shè)備名稱:ADCOS-PM。設(shè)備功能:ACC、UFC、DQ。設(shè)備長度:20000mm(有效長度18m)。冷卻區(qū)寬度:2800mm。最大冷卻寬度:2800mm。輥縫高度:20mm ~300mm(工作位)。1000mm(檢修位)。噴嘴數(shù)量:18 組(縫隙噴嘴2 組+高密快冷噴嘴16 組)。輸送輥道間距:1000mm。冷卻用水參數(shù):0.5MPa,8400 m3/h(瞬時(shí)最大用水量)。0.2Mpa,5600 m3/h(瞬時(shí)最大用水量)。中噴用水參數(shù):1.0MPa,450 m3/h。框架移動(dòng)形式:整體可提升。冷卻方式:通過式冷卻、往復(fù)式冷卻。
2.1 穩(wěn)壓裝置
用途:DQ 或UFC 功能下的冷卻系統(tǒng)供水壓力快速調(diào)整并保持壓力穩(wěn)定。
穩(wěn)壓裝置設(shè)置在分流集水管上,用于保證UFC 和DQ 功能時(shí)的供水壓力穩(wěn)定。每套穩(wěn)壓裝置設(shè)計(jì)有穩(wěn)壓閥(DN200)、手閥(DN200)、減震裝置等。
2.2 側(cè)噴裝置
超快冷集管間布置高壓水側(cè)噴裝置,以清除鋼板上表面冷卻水,側(cè)噴裝置分別通過控制閥組進(jìn)行開關(guān)控制。結(jié)構(gòu)及組成:每套封水裝置主要由控制閥組、噴嘴及鋼結(jié)構(gòu)件等組成。
2.3 高壓水封水裝置
超快冷入口和出口各設(shè)置1 組高壓水封水裝置,A 段與B 段之間設(shè)一組高壓水封水裝置。水封裝置分別通過控制閥組進(jìn)行開關(guān)控制。結(jié)構(gòu)及組成:每套封水裝置主要由控制閥組、噴嘴及鋼結(jié)構(gòu)件等組成。
2.4 壓縮空氣吹掃裝置
在快速冷卻系統(tǒng)的入口和出口分別安裝壓縮空氣吹掃裝置,共3 套壓空吹掃裝置,以確保HMD 和紅外測溫儀的可靠工作。ADCOS-PM 的壓縮空氣吹掃裝置固定在ADCOS-PM 上噴嘴框架上,配置儲(chǔ)氣罐。
結(jié)構(gòu)及組成:主要由控制閥組(氣動(dòng)閥門、手動(dòng)球閥)、管道、支架、噴嘴管件等組成。由車間現(xiàn)有壓縮空氣管網(wǎng),經(jīng)管道送到吹掃裝置上。
2.5 防撞檢測翹曲裝置
在快冷入口處布置防撞檢測翹曲裝置,防止鋼板翹頭撞擊快冷本體設(shè)備,保護(hù)本體設(shè)備。
安全距離:預(yù)矯直機(jī)不投入時(shí),鋼板厚度+300mm。
2.6 擋水輥裝置
超快冷裝備BANK A 區(qū)布置擋水輥,改善冷卻過程中鋼板冷卻均勻性,同時(shí)約束冷卻過程中鋼板的變形。擋水輥單獨(dú)驅(qū)動(dòng),集中變頻控制。擋水輥下表面與上噴嘴出水點(diǎn)之間的距離為30mm~50mm。
3 自動(dòng)化控制
ADCOS-PM 的控制系統(tǒng)包含L0 檢測儀表、L1 基礎(chǔ)自動(dòng)化控制系統(tǒng)、L2 過程自動(dòng)化控制系統(tǒng)和HMI 等。圖3 為HMI 主界面。各級(jí)控制設(shè)備選型和系統(tǒng)結(jié)構(gòu)設(shè)計(jì)遵循通用、開放、速度快、可靠性高、便于升級(jí)和擴(kuò)展的原則,以適應(yīng)今后計(jì)算機(jī)技術(shù)不斷進(jìn)步和預(yù)留發(fā)展的需要。增設(shè)超快冷設(shè)備后,需要增加一套自動(dòng)化控制系統(tǒng),包括過程自動(dòng)化、基礎(chǔ)自動(dòng)化和HMI。系統(tǒng)采用層次結(jié)構(gòu),過程控制計(jì)算機(jī)系統(tǒng)由高檔PC 服務(wù)器及終端構(gòu)成;操作員站由工作站及網(wǎng)絡(luò)打印機(jī)組成;基礎(chǔ)自動(dòng)化級(jí)由若干臺(tái)PLC和通用控制器組成;L0 級(jí)由檢測儀表和傳感器等組成。

圖3 HMI 主界面

圖4 二級(jí)模型有限元算法
在自動(dòng)控制模式下,軋后冷卻控制系統(tǒng)根據(jù)目標(biāo)冷卻速率和冷卻目標(biāo)溫度要求來對(duì)鋼板進(jìn)行過程冷卻控制,圖4 為二級(jí)模型有限元算法,具體的控制機(jī)制如下:
3.1 原始數(shù)據(jù)(PDI)輸入
主要功能:軋機(jī)二級(jí)控制系統(tǒng)將PDI 數(shù)據(jù)傳遞給控冷二級(jí)控制系統(tǒng)。
觸發(fā)位置:軋制第一道次。
工藝功能:數(shù)據(jù)交換并對(duì)原始輸入數(shù)據(jù)的合理性進(jìn)行檢測。
3.2 冷卻規(guī)程預(yù)計(jì)算
主要功能:接收實(shí)際軋機(jī)計(jì)算的終軋溫度,計(jì)算出鋼板冷卻過程溫降。
觸發(fā)位置:軋制末道次(機(jī)前方向)。
工藝功能:根據(jù)PDI 數(shù)據(jù)及軋機(jī)二級(jí)傳過來的終軋溫度設(shè)定冷卻規(guī)程。
3.3 冷卻規(guī)程修正計(jì)算
主要功能:冷卻規(guī)程輥道速度修正計(jì)算。觸發(fā)位置:軋后測溫儀。
工藝功能:根據(jù)實(shí)測溫度進(jìn)行冷卻過程中輥道速度的修正計(jì)算。
3.4 冷卻過程開始
主要功能:動(dòng)態(tài)修正輥道運(yùn)行速度,并進(jìn)行冷卻規(guī)程的執(zhí)行。觸發(fā)位置:冷前熱檢。
工藝功能:收集過程數(shù)據(jù)并實(shí)時(shí)觸發(fā)輥道控制系統(tǒng)進(jìn)行實(shí)時(shí)設(shè)定,觸發(fā)工藝控制系統(tǒng)進(jìn)行實(shí)時(shí)設(shè)定。
3.5 冷卻過程結(jié)束
主要功能:對(duì)鋼板冷前過程進(jìn)行微跟蹤的結(jié)束控制。
觸發(fā)位置:冷后熱檢。
工藝功能:觸發(fā)結(jié)束輥道控制系統(tǒng),觸發(fā)結(jié)束工藝控制系統(tǒng)。
3.6 冷卻后計(jì)算
主要功能:存儲(chǔ)冷卻數(shù)據(jù)和結(jié)果,存儲(chǔ)冷卻歷史。
觸發(fā)位置:冷后測溫儀。
工藝功能:建立分布報(bào)表文件,進(jìn)行自適應(yīng),結(jié)束時(shí)序。
4 實(shí)際應(yīng)用
該廠已經(jīng)正常投產(chǎn),使用超快冷系統(tǒng),降低Q355 級(jí)別鋼板中Mn 含量0.1%,實(shí)現(xiàn)批量供貨圖5 為Q355 出水板形。試制管線鋼X70,中心組織F+P,含有適當(dāng)?shù)腜 有助于DWTT 提高。圖6 為X70 的中心組織。

圖6 X70 中心組織
5 結(jié)論
通過新增軋后冷卻系統(tǒng),對(duì)改系統(tǒng)的設(shè)備、自動(dòng)化系統(tǒng)進(jìn)行了研究分析,在實(shí)際應(yīng)用中降低了Q355 級(jí)別鋼板的合金含量,降低企業(yè)的生產(chǎn)成本,開發(fā)試制了X70 管線鋼,提高了企業(yè)的競爭力。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
中國科技論壇(2017年7期)2017-07-25 08:49:53
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
消費(fèi)者報(bào)道(2014年7期)2014-07-31 11:23:57
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
