高水系引線式鋁電解電容器的生產控制方法
2020-03-23 05:59:17印險峰李建峰
科技視界 2020年2期
關鍵詞:生產
印險峰 李建峰

摘 要 隨著科學技術的發展,鋁電解電容的生產及應用日趨成熟,市場需求旺盛。鋁電解電容在傳統消費電子領域穩步增長的同時,其應用領域隨著結構轉型與技術進步,在新能源、醫療、汽車電子、軍工等諸多新興領域得以拓展,由于它是鋁材料制成,而鋁的精度難以控制且溫度穩定性不高,對此在生產過程中,應加大對此生產方法的控制,在鋁電解電容器的發展過程中,技術進一步創新,高水系引線式鋁電解電容器進入了人們的視線,但是存在一些技術局限,對此本文將針對此進行闡述,從鋁電解電容器的有關闡述入手,分析鋁電解電容器的技術優勢以及高水系引線式鋁電解電容的技術優勢,以此來分析高水系引線式鋁電解電容器的生產控制方法,進行特殊控制,主要從嚴選材料、使用帶有預刺功能的鉚接機、采用自動浸漬代替傳統手工浸漬、裝配過程采用拉引線裝置等方面細致分析,以此促進高水系引線式鋁電解電容器的生產控制方法的不斷創新。
關鍵詞 高水系引線式鋁電解電容器;生產控制方法;技術優勢
中圖分類號: TM53文獻標識碼: A
DOI:10.19694/j.cnki.issn2095-2457.2020.02.009
0 引言
高水系引線式鋁電解電容器添加了多種有機高分子聚合物,降低陽極箔上負離子表面活性,改善了電解液的高溫穩定性,提高電容器上限溫度,形成高頻寬溫低阻抗工作電解液,耐受性強。但是由于電解液含有很高的水分,生產過程如果不進行嚴格控制,很容易引起水合、無容量等現象,從而使電容器短期失效。下面,根據我們在生產實踐中的總結來跟大家一起探討需要特殊控制的幾個方面。
1 鋁電解電容器的有關闡述
1.1 鋁電解電容器的技術優勢
鋁電解電容器單位體積電容量大,工作電壓越低的特點愈加突出,因此,特別適應電容器的小型化和大容量化。鋁電解電容器在工作過程中具有“自愈”特性,對于介質氧化膜的疵點或缺陷在電容器工作過程中可以進行修復,恢復其絕緣能力,避免招致電介質擊穿。鋁電解電容器的介質氧化膜能夠承受非常高的電場強度。鋁電解電容器能夠非常方便,獲得數千乃至數萬微法的靜電容量。而且生產方便,設備普通,可以大規模批量化生產,價格便宜。
1.2 高水系引線式鋁電解電容器的技術優勢
高水系引線式鋁電解電容器與傳統的乙二醇溶劑電容器而言,具有溫度穩定性高、耐紋波能力強、濾波效果好等優勢,在傳統的乙二醇溶劑電解液中通過增加水的含量實現高電導率,現使用一種含水量達65%,電導率可達55~65X10-3s/cm的電解液生產超低阻抗電容器,這種電解液同時添加了多種有機高分子聚合物形成復合添加劑,降低陽極箔上負離子表面活性,改善了工作電解液的高溫穩定性,使電容器上限工作溫度擴展到 105℃,形成高頻寬溫低阻抗工作電解液,產品具有高紋波電流耐受性能,抗電磁干擾能力強,高質量的開關電源,高保真音響等為了提高濾波效果,都會使用低阻抗電容器。
2 高水系產品的優勢
高水系產品成本低,但是使用效果好、壽命長,用途廣泛,而且它的使用效果檢查簡單方便,主要是采取高溫儲存壽命測試方法,在控制不加壓的情況下,將測試樣品在上限溫度條件下放置規定的時間內進行測試,然后測試漏電流、容量、損耗這些關鍵參數,要求這些關鍵參數必須保持在規定的極限范圍內,并觀察電容器底部是否有鼓起,檢驗了電容器的化學穩定性,保證了產品質量,確保客戶使用無后患。高水系引線式鋁電解電容器檢驗水平的提高,更好地發揮了高水系產品的應用優勢。
3 特殊控制
結合生產實踐中的總結,分析需要特殊控制的幾個方面,嚴選材料、使用帶有預刺功能的鉚接機、采用自動浸漬代替傳統手工浸漬、裝配過程采用拉引線裝置,下文將針對這幾個方面進行詳細的闡述。
3.1 嚴選材料
嚴選材料,選用耐水合性能比較好的化成箔,這種低壓化成箔經過特殊處理,相當于有一層防水保護膜。使用前通過水煮的方法來考核它的耐水合性優劣,從待用鋁箔中取樣,用純水洗干凈,放入95℃以上的純水中,水浴60±1min,再進行氧化膜耐電壓及升壓時間測定,從中挑選出耐壓以及升壓時間符合要求的鋁箔,升壓時間越短說明化成箔耐水合能力越強。同時采用純度高且化成的引出線,表面形成AL2O3,減小鉚接后的接觸電阻。
鋁箔因其優良的延展性,傳導性,被廣泛應用于日常生活以及工業制造。高純鋁是制造鋁電解電容器的主要材料,對高純鋁箔進行擴面處理,腐蝕發孔擴面,腐蝕液有純酸以及混合酸體系,它們的濃度和配比等因素會使鋁箔形成不同的腐蝕孔,隨著技術的進一步發展,鹽酸中加入中等溶解能力的氧化性酸,能獲得高立方組構鋁箔隧道腐蝕所需要的初始蝕坑,比表面積更大。然后用腐蝕箔作陽極,利用電化學原理,通過電解作用在鋁箔表面氧化形成氧化膜介質層,這就做成了化成箔,化成箔氧化膜的質量關系到電容器性能的優劣。熱處理溫度以及不同的形成液直接影響化成箔耐水合性,高水系電解液由于含有大量水,能與化成箔氧化膜作用,破壞氧化膜的絕緣層結構,劣化化成箔的各項性能,因此要嚴選材料。
3.2 使用帶有預刺功能的鉚接機
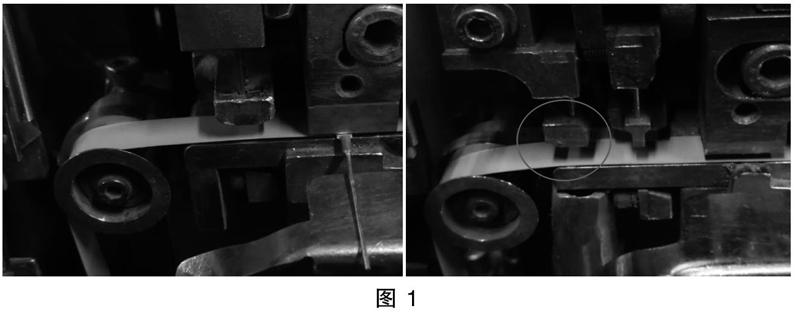
使用帶有預刺功能的鉚接機。傳統鉚接機將已經裁切成一定寬度的鋁箔與導針通過鉚接針一次性刺穿導針舌片和電極箔,然后移至打實處加壓打平,這種連接方法容易導致接觸不良。現開發出一種新型刺鉚機,在導針與電極箔送至鉚接模前,已在電極箔上預沖孔,如下圖,從下圖明顯的可以看到左圖使用沒有帶預刺功能的鉚接機,右圖為帶有預刺功能的鉚接機。
使用帶有預刺功能的鉚接機,引線舌片花瓣緊貼電極箔,兩者接觸面積大,貼合嚴實,接觸電阻能下降40%以上,如下表數據,有效降低產品阻抗,有助于提高產品質量和性能。
最重要的是增加預刺后由于預先刺孔,所以有效減少鋁箔屑,使得鋁箔的平整度大大提高,鉚接處非常平整,有效減輕鉚接點處鋁箔裂紋,降低了水分的滲透,如果含有大量水分的電解液滲透到裂紋處,水與鋁直接接觸發生反應,在鉚接點生成AL2O3,使鋁箔與導針不能有效連接,造成容量時有時無的現象,產品功能喪失,無法使用。
3.3 采用自動浸漬代替傳統手工浸漬
高水系產品采用低密度高吸水性電解紙滿足電解電容器對低阻抗的要求,目前主要有日本NKK公司的MR5D、STZ系列,以及國內凱恩大力開發的低阻抗SM系列電解紙。下文將針對傳統手工浸漬以及自動含浸,分別進行闡述,采用自動浸漬代替傳統手工浸漬的意義何在。
首先手工浸漬用時長。不同電解液由于成分不同,黏性不一樣,芯包浸漬時間也有很大的區別,傳統手工浸漬時間在40分鐘~8小時之間,高水系電解液產品因為含水分高,容易浸透,雖然在手工浸漬中時間是最短的,40分鐘左右,但與連接在裝配機上的自動含浸只有20秒左右的時間相比,不可同日而語,低密度紙滲透性好,吸水性強,時間稍長很容易造成電解紙溶解起毛,影響產品質量。其次,手工浸漬手續煩瑣,必須先把芯包從塑料存儲箱轉移到含浸鍋,對含浸鍋加溫,手工抽取電解液,并且浸漬后需要取出放入離心機脫液甩干,芯包不但經過了多次變換存儲地點,而且甩干過程造成芯包之間以及導針與芯包互相碰撞,造成芯包隱性損傷,必然影響產品質量。
因此,自動含浸是非常好的替代方法,采用自動浸漬代替傳統手工浸漬,烘干后的芯包依次排在夾具上直接翻轉入含浸缸,沒有碰撞,浸漬電解液后通過導軌直接裝配,每分鐘的產能基本達到現有組立機的組立速度。由于速度很快且沒有碰撞,不會造成電解紙溶解起毛以及損傷,保證了裝配過程的產品質量。自動含浸速度很快,整體結構簡單,方便操作,試驗證明,含浸機含浸的電容能有效提升產品的使用壽命,提高產品的投入產出率。在市場對產品高質量多樣化的需求下,自動含浸機將取代部分含浸缸含浸的生產線,并且經過不斷改善,市場已開發出高壓含浸機,如YF-1836L/S.
3.4 裝配過程采用拉引線裝置
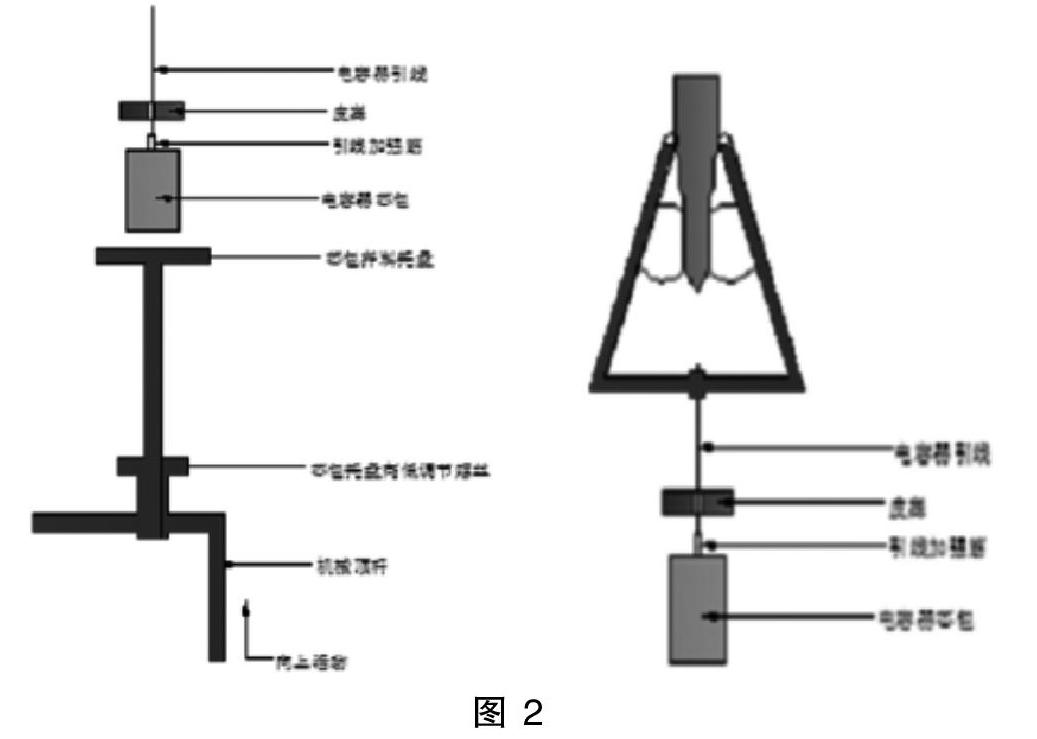
浸漬好電解液的芯包與鋁殼及密封材料組裝起來的過程稱為裝配工序。為了減少芯包裝配過程中所受的損傷,要使用有拉引線腳的裝配機。傳統的裝配方法是將芯包從底部完全頂壓使芯包引線加強筋完全進入橡皮塞孔內,這種裝配方法的缺陷就是由于芯包底部受力過大,芯包內部電解紙和箔片受到擠壓,容易造成芯包短路,對產品質量造成不穩定因素,高水系產品由于使用低密度高吸水性電解紙,芯包受頂壓耐受力弱,容易把電解紙頂變形,因此單靠頂壓方式裝配芯包已不能滿足要求。
隨著電容器生產設備的創新開發,設計出一種有拉引線腳裝置的裝配機。它增加從頂部靠拉力將引線加強筋拉入皮塞孔內的機構,減少芯包裝配過程中所受的損傷,裝配方法是將芯包從引線處拉動使引線加強筋完全進入橡皮塞孔內,這種裝配方法將大大降低芯包底部受力,減少芯包內部電解紙和箔片擠壓力,這樣避免了因芯包受大阻力擠壓而受傷的情況。如下對比圖2。
4 結論
隨著科學技術的發展,鋁電解電容的生產及應用日趨成熟,市場需求旺盛。由于其介質是在鋁箔上形成的氧化鋁,而鋁的精度難以控制且溫度穩定性不高,因此需要在電解液中進行攻關,生產適應瞬息萬變市場需求的產品。高水系引線式鋁電解電容器由于其特有的超低阻抗,使得產品耐紋波能力更強,抗電磁干擾能力更強,同時由于電解液含有多種有機高分子聚合物的復合添加劑,有效降低陽極箔上負離子活性,改善了高溫穩定性,而且由于價格便宜,非常具有競爭力。但是由于電解液含水比例高,生產過程不易進行控制,對此有必要對高水系引線式鋁電解電容器的生產控制方法進行探討,結合生產實踐中的總結,提出高水系引線式鋁電解電容器的生產控制方法,以促進高水系引線式鋁電解電容器的生產應用水平的提高。
參考文獻
[1]馮哲圣,楊邦朝,李建軍.日本鋁電極制造技術研究的新進展[J].電子元件與材料,2001(02):12-34.
[2]陳新麗.超級電容器電極材料的研究現狀與發展[J].廣東化工,2006(07):34-40.
[3]左曉希.超級電容器用活性炭電極的制備及電化學性能研究[J].華南師范大學學報(自然科學版),2005(01):11-15.
[4]張三平,李躍喜,鄒瑞海,尹世奇.電解電容器鋁箔純交流腐蝕工藝影響因素的研究[J].中國腐蝕與防護學報,2016(12):22-24.
[5]高泉涌,趙龍.鋁電解電容器工作電解液添加劑及其應用[J].廣東工,2009(12).
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
