對苯二甲酸二甲酯成孔劑對β-SiC超精油石性能影響研究
2020-03-25 10:22:10樊子民王嘉博裴志輝王行博王曉剛
硅酸鹽通報 2020年2期
關鍵詞:結構
趙 凱,樊子民,3,王嘉博,3,裴志輝,王行博,王曉剛,3
(1.西安科技大學材料科學與工程學院,西安 710054;2.陜西省硅鎂產業節能與多聯產工程技術研究中心,西安 710054; 3.西安博爾新材料有限責任公司,西安 710089)
0 引 言
β-SiC(也稱立方SiC或3C-SiC)超精油石是近幾年研發的一種新型磨拋工具,由磨料、結合劑、氣孔等組成[1],特別適合軸承溝道的超精加工,可高效率獲得高的表面光潔度、紋路均勻、近似鏡面狀態的產品表面。結合劑作為油石的橋梁架構,起著支撐基體及把持磨粒的作用,它的類型有樹脂、金屬和陶瓷。樹脂結合劑抗高溫抗酸堿性能差,金屬結合劑自銳性低且不易修整[2]。而陶瓷結合劑耐高溫、高強、高韌、自修整能力強,能高效控制磨具中氣孔大小與分布[3]。氣孔在磨削過程中起著容屑、排屑及冷卻作用[4-5],合適的氣孔結構可以有效抑制裂紋擴展,提高油石磨拋效率、延長使用壽命[6-8]。
油石成孔主要有顆粒級配造孔和添加成孔劑兩種方式[9],侯永改等[10]研究了顆粒級配成孔方法,認為顆粒級配形成的氣孔數量少且分布不均勻,狀態也不規則,造孔效果不理想;郝邊磊等[11]用PMMA作成孔劑對多孔陶瓷性能進行研究,結果表明添加成孔劑可以有效的控制磨具中氣孔的尺寸與數量。隨著超細磨拋領域的快速發展和對磨具精度要求的不斷提高,在超精油石的制備工藝中,如何形成高氣孔率、細小孔徑且分布均勻的彌散型微孔是目前研究的熱點。DMT是一種成型性好、不溶于水、燃燒無殘留且低溫易分解的微米級成孔材料,在超精油石造孔方面鮮有報道。本文以DMT為成孔劑研究了其對超精油石性能與組織結構的影響,以期指導實踐。
1 實 驗
1.1 原料與試樣制備
以西安博爾新材料有限公司生產的W5(D50=4.70 μm)β-SiC為主磨料,實驗室自制的低溫SiO2-B2O3-Al2O3-MgO系玻璃料為結合劑,蔗糖水為潤濕劑,對苯二甲酸二甲酯(DMT)為成孔劑。按比例將主磨料、結合劑、成孔劑混合均勻,過150目篩網后添加潤濕劑,20 MPa保壓1 min壓制成120 mm×52 mm×14 mm密度為1.35 g/cm3的試樣,100 ℃干燥,850 ℃燒成,獲得試樣。
1.2 測試方法
用靜水力學天平(MP21001)、壓汞儀(AutoPore IV 9500)、表面洛氏硬度計(HRM-45,施加載荷為15 N)、萬能試驗機(TH-8100A)及沖擊試驗機(DR-BC001),對試樣氣孔率、密度、孔隙大小及分布、洛氏硬度、抗彎強度與沖擊韌性進行測試,采用研磨拋光機對軸承內外溝道進行磨削拋光,用JSM-6360LV型場發射掃描電子顯微鏡對超精油石的微觀組織結構及氣孔分布狀態進行測試與表征,對軸承溝道拉絲紋路進行檢測。
2 結果與討論
2.1 DMT含量對試樣微觀組織結構的影響
圖1為不同DMT含量時試樣微觀組織結構SEM照片。圖中白色枝狀晶體結構為超精油石的結合劑橋梁結構,顆粒狀晶體為β-SiC磨料骨架結構,可以看出,結合劑橋將磨粒緊緊包裹,裸露出鋒利的切削刃,呈針尖狀彌散分布的黑色孔斑即為所成氣孔,隨著DMT含量的增加,氣孔的數量增多,并且呈現出大小各異的不規則狀,少量氣孔相互貫通形成微型孔洞。

圖1 不同DMT含量試樣微觀組織結構SEM照片
Fig.1 SEM images of samples microstructure with different DMT content
圖1(a)為未添加DMT時試樣的微觀結構,可以看出顆粒級配形成的氣孔數量少、大小不一且分布不均勻,試樣容易堵塞致使工件灼傷。圖1(b)中DMT添加量為2wt%,試樣基體氣孔數量增多,氣孔分布均勻性提高,造孔效果明顯。圖1(c)中DMT添加量為4wt%,可以看出試樣斷面氣孔數量多,呈針尖狀彌散孔,相對均勻分布,磨粒與磨粒之間排列緊密,結合劑與磨粒緊密粘結,從而增強了試樣組織的穩定性。隨著DMT含量的不斷增加(>4wt%),試樣中的顯氣孔率繼續提高,氣孔孔徑逐漸增大,分布不規律,小氣孔相互貫通形成微型孔洞。這是由于在燒結過程中,試樣中氣孔間距較小,當彌散孔數量過多時,結合劑在高溫下具有流動性,部分氣孔被結合劑包裹形成閉氣孔(圖1(d)),部分氣孔會隨著結合劑移動,不斷聚集形成貫通孔(圖1(e))。根據英格里斯效應,孔洞往往會產生應力集中,是引起材料產生裂紋及降低力學性能的重要因素。因此,貫通孔往往是需要避免的。由上述分析可得:當DMT含量為4wt%時,油石的微觀組織結構排列緊密,氣孔細小且彌散均勻分布。
2.2 DMT含量對試樣氣孔率及密度的影響

圖2 DMT含量對試樣氣孔率及密度的影響Fig.2 Effect of DMT content on the porosity and density of the sample
圖2為DMT含量對試樣氣孔率及密度的影響曲線。可以看出,隨著DMT含量的增加,試樣的密度與氣孔率呈現反比例增長關系,試樣的氣孔率先迅速增長后趨于相對平緩。在未添加DMT時,試樣的氣孔率為48.1%,是顆粒級配所形成的氣孔。當DMT含量增長至4%時,試樣的氣孔率提高到53.4%。DMT作為一種低溫分解的微米顆粒,在燒結過程中,發生分解反應,生成CO2與H2O逸出而形成孔隙,使試樣氣孔的數量增多[12]。當DMT含量大于4%時,試樣的氣孔率趨于平緩增長,這是由于陶瓷結合劑在高溫下具有流動性,燒結過程中以液相的形式遍布于試樣中,在毛細管作用下滲入空隙中,已液化的玻璃相將氣孔包裹,從而形成許多封閉的氣孔,閉氣孔數量增加,顯氣孔率的增勢降低,試樣結合劑橋的連續性被破壞,導致試樣強度降低。
2.3 DMT含量對試樣孔隙結構的影響
圖3顯示了試樣孔隙大小及對應分布特征。由圖3(a)試樣孔徑大小分布可以看出,孔徑尺寸主要為2~4 μm。未添加DMT時,孔徑尺寸分布范圍較廣,試樣性能不穩定。DMT添加量為2wt%~6wt%時,氣孔尺寸分布均勻,2~4 μm占比70%以上,DMT含量為4wt%時,試樣孔隙直徑2~4 μm占比高達78%,分布集中且幾乎沒有貫穿孔。DMT含量為8wt%時,大氣孔數量明顯增多,與試樣微觀組織結構分析得出的結論一致。圖3(b)為不同DMT含量試樣的孔隙直徑與體積增量曲線,可以看出,當DMT含量為0wt%~6wt%時,試樣的孔隙結構呈單峰分布,DMT含量為4wt%時,孔隙尺寸分布最為集中且體積增量最大。DMT含量為8wt%時,試樣尺寸呈現雙峰結構,貫穿孔的數量快速增加,試樣的性能迅速降低。由此可得,當DMT含量為4wt%時,試樣的氣孔分布比較集中,穩定性最好,與工廠實驗效果相吻合。
2.4 DMT含量對試樣力學性能的影響
圖4為不同DMT含量下試樣的抗彎強度、洛氏硬度及沖擊韌性的變化曲線,顯示隨著DMT含量的增加,試樣的力學性能均呈現下降趨勢。圖4(a)中,當DMT含量增加至4wt%時,油石的抗彎強度由22.5 MPa降低至21.5 MPa;當DMT含量大于4wt%時,油石的抗彎強度呈現線性快速下降趨勢。一方面,這是由于隨著DMT含量的不斷增加(>4wt%),試樣中的顯氣孔率提高,導致試樣基體的致密化程度迅速降低;另一方面,結合劑橋中形成的閉氣孔數量增加,橋梁的承載能力降低,抵抗彎曲變形的能力下降,因此,試樣的抗彎強度降低。
油石的硬度即磨粒從磨具脫落的難易程度,受到晶界處的粘結強度以及結合劑橋強度的共同影響。圖4(b)顯示:當DMT含量增至4wt%,試樣的洛氏硬度由59 HRH降低至55.9 HRH,呈現緩慢下降趨勢。這是由于隨著氣孔率的增加,試樣的致密度降低,當DMT含量較低時,結合試樣SEM微觀形貌可以看出所形成的氣孔大部分為開氣孔,氣孔孔徑小,分布于磨粒與磨粒以及磨粒與結合劑之間,結合劑與磨粒的粘結作用基本保持不變。當DMT含量由4wt%提升至8wt%時,試樣的硬度迅速降低,這是由于試樣顯氣孔率增大且閉氣孔數量增多,磨粒與結合劑之間組織疏松,試樣的致密度迅速降低,結合劑對磨粒的把持力降低,導致磨粒容易從基體組織脫落,試樣的硬度會顯著降低。
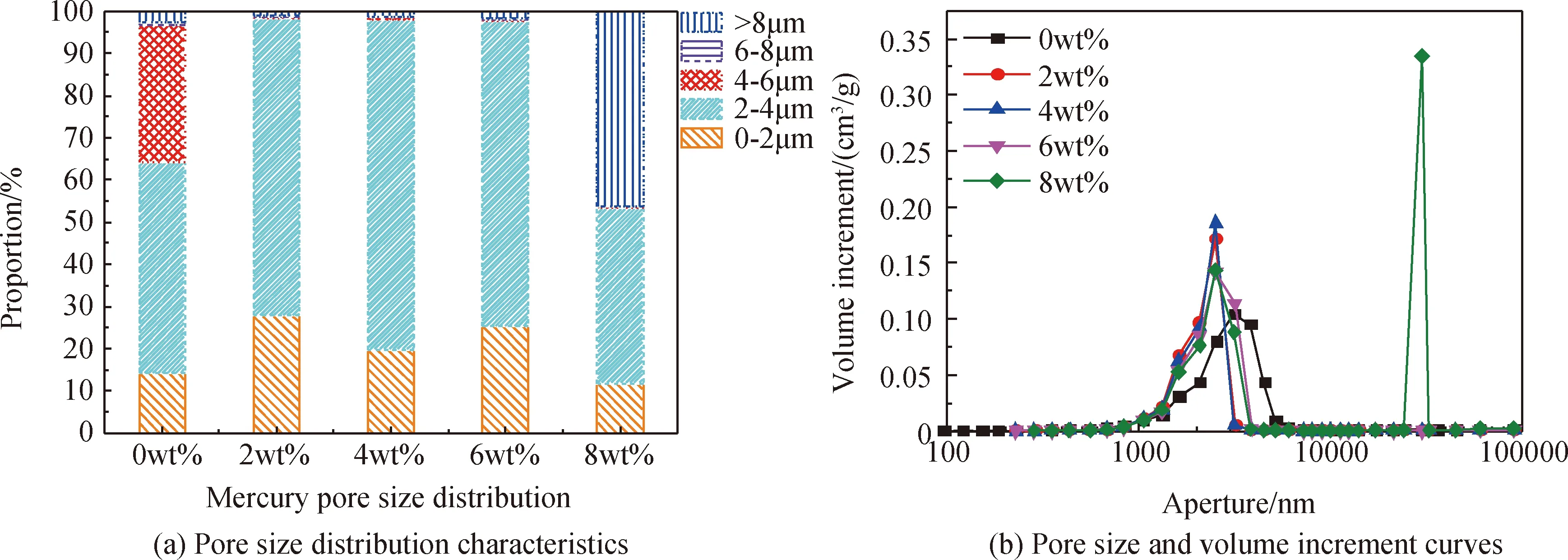
圖3 DMT含量對試樣孔隙結構的影響
Fig.3 Effect of DMT content on the pore structure of the sample

圖4 DMT含量對試樣力學性能的影響
Fig.4 Effect of DMT content on mechanical properties of samples
圖4(c)顯示:當DMT含量增加至4wt%時,油石的沖擊韌性由1.28 kJ/m2降至1.21 kJ/m2,其下降趨勢較緩,這是由于試樣具有高模、高強及良好的自修整能力。試樣基體韌性較低,合理引入一定數量且均勻的氣孔可以有效抑制裂紋的擴展,從而保證試樣的沖擊韌性及磨削性能。但當DMT含量大于4wt%時,試樣的沖擊韌性快速降低,結合圖1(e)可以看出,試樣的氣孔相互連通形成貫通孔,孔徑粗大、數量增多且形狀不規則,基體組織出現缺陷,容易產生應力集中,致使試樣吸收塑性變形及斷裂功的能力大大減弱,導致試樣的沖擊韌性急劇降低。
綜上所述,當DMT含量為4wt%時,既能滿足孔隙率高、孔徑細小、均勻分布的孔隙結構,又能保證試樣的力學性能穩定,從而提高工件表面的加工質量以及磨削效率。
2.5 應用實驗數據分析
對試樣進行現場測試,在試樣線速度、軸承轉速以及進給速度為80 m/min、240 r/min和0.5 mm/min條件下,不同DMT含量的試樣與CBN試樣對軸承溝道磨拋對比實驗結果如圖5所示。

圖5 不同類型試樣對軸承溝道磨拋結果
Fig.5 Different types of samples on the bearing channel grinding and polishing results
CBN油石為目前許多工廠正在使用的磨拋工具。由圖5可得,DMT含量為4wt%的試樣對軸承溝道磨拋后無論在表面粗糙度還是切削量方面,達到工廠使用要求,能夠與CBN油石相媲美。圖6為不同DMT含量試樣與CBN油石試樣對軸承內溝道磨拋加工后的拉絲效果,當DMT含量為4wt%時,軸承溝道拉絲紋路細膩、均勻,能夠磨拋出近似鏡面的產品表面,滿足工廠加工要求。在磨拋性能相當的情況下,β-SiC超精油石的性價比明顯高于CBN油石,為β-SiC超精油石新型磨具的開發提供了理論依據與技術支撐。

圖6 超精磨拋軸承內溝道拉絲效果
Fig.6 Ultra-fine grinding and throwing bearing inner channel drawing effect
3 結 論
(1)當DMT含量為4wt%時,油石試樣的微觀組織結構排列緊密,氣孔細小且彌散均勻分布,氣孔尺寸主要為2~4 μm,油石性能穩定。
(2)當DMT添加量為4wt%時,試樣的氣孔率為53.4%,抗彎強度為21.5 MPa,洛氏硬度為55.9 HRH,沖擊韌性為1.21 KJ/m2,各項力學性能都較穩定,能夠滿足使用要求。
(3)當DMT含量為4wt%時,試樣對軸承溝道的磨拋效果可以與CBN油石相媲美,拉絲紋路細膩、均勻,各項性能指標滿足工廠加工需求,能夠磨拋出近似鏡面的產品表面,有明顯的性價比優勢。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50
