鋁電解槽陰極母線修復技術探討與應用
2020-03-27 07:19:46解宇斌田建民郭志東賈致維
中國金屬通報 2020年20期
關鍵詞:模型
解宇斌,田建民,史 攀,郭志東,袁 飛,賈致維
(包頭鋁業有限公司,內蒙古 包頭 014000)
1 陰極母線損毀情況
某400KA 電解槽穿槽母線被高溫鋁液沖毀受損,母線截面為長方形,斷口長為260mm,停槽大修進行母線修復。
2 陰極母線修復技術
通過查閱資料發現陰極母線(包括陰極軟帶)修復時,根據母線破損部位和損毀程度選擇相應的修復方式,一般有壓接式修復、停電焊接式修復、帶電磁屏蔽焊接式修復、高溫鋁液澆鑄熔接式修復等。
軟母線修復普遍采用壓接式修復,槽周母線修復若采用停電焊接式修復,使用氬弧焊接將10mm 厚的鋁板一塊疊一塊地把斷口焊接起來,以30 萬噸系列產能為例,系列停電6 小時造成損失約320 萬元,對電解生產影響巨大。經咨詢武漢某大學焊接研究所母線焊接技術、貴陽某設計院的電解槽屏蔽短路裝置,均存在費用高問題。
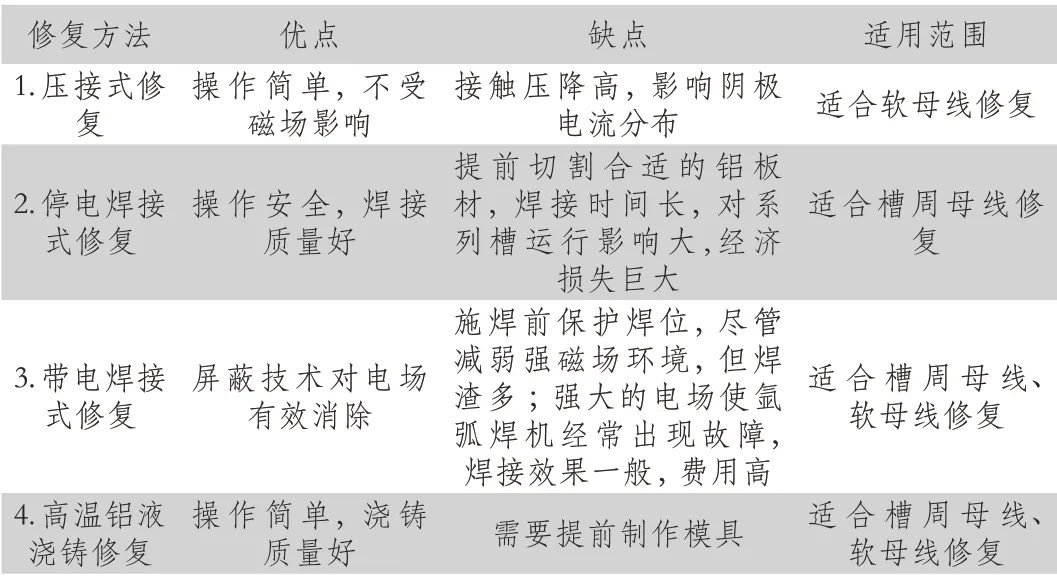
表1 幾種母線修復方法的比較[1]
通過分析各修復技術的優缺點,認為電解槽槽周母線修復采用高溫鋁液澆鑄熔接技術簡單快捷,費用低廉,應掌握該方法的工藝技術特點,滿足母線設計要求。
3 高溫鋁液澆鑄法介紹
資料表明:高溫鋁液澆鑄熔接修復方法是在陰極母線破損位置加裝模具,利用高溫鋁液熔融破損斷面、使破損母線重新融合[2]。修復過程中無需系列停電,無需銑削斷面,高溫鋁液澆鑄冷卻后脫模,實現了母線的修復,且該技術適合于斷口較大的陰極槽周母線和軟母線的修復。
4 開展的試驗與結論
為了驗證該技術實施可能性,掌握其中的工藝要求,在分廠的安排下開展了澆鑄工藝的相關試驗、檢驗、方案優化的研究,試驗情況如下:第1 次試驗時未清理干凈斷面,澆鑄時母材未預熱、鋁液溫度未測量;第2 次試驗時澆鑄時鋁液有間斷,被迫二次澆鑄;第3 次試驗,在母材兩斷面刷低溫鋁焊粉;結果前三次試驗結果是,鋁液與母材未熔合。第4 次試驗時在母材兩斷面打自攻螺絲,使用噴燈預熱至380℃,鋁液溫度約740℃,鋁液邊倒邊放流,結果是與母材熔為一體。
將第4 次試驗后的母線做切面探傷分析,基本無氣孔,熔接效果良好。經過4 次澆鑄試驗,掌握了高溫鋁液澆鑄工藝,總結經驗主要有:斷口打磨、斷口兩端鋁母線上鉆孔呈蜂窩狀,以利于澆鑄鋁塊與母線咬合,用烤槍預熱到350℃~380℃,鋁液溫度約740℃,模具安裝溢流孔,鋁液邊倒邊放流,觀察溢出的鋁液顏色,鋁液由白變紅時,封堵溢流孔,灌滿整個腹腔,完成母線澆鑄。試驗后進行電阻測量,使用壓降測量儀,測量電流200A,測量距離300mm,母材電阻約0.5μΩ,斷面處電阻為1.5μΩ,澆筑后母線電阻約為母材的3 倍,盡管電阻偏大,但在電解槽上澆鑄時可通過將斷面部位截面積增大的方法進一步降低電阻,達到使用要求。
5 在線電解槽母線修復
實例1:在掌握前期修復工藝技術后,按照模型制作-斷面處理-母線預熱-澆鑄成型等工藝流程對500KA 系列某電解槽回路母線修復。
5.1 模型制作
根據上述試驗效果,對某槽槽周母線實施澆鑄,先根據破損母線截面寬度、長度確定模具鋼板尺寸。采用16mm 的鋼板和M16 螺桿,制作U 型模型,模型的下端留出∮40mm~50mm 的溢流孔。
5.2 斷面處理
用鋼刷打磨斷面無電解質,再用煤油或丙酮刷洗斷面粉塵,最后用電鉆加工出不規則的孔洞,孔洞作用是在澆鑄鋁液時,高溫鋁液充滿孔洞,形成類似“錨釘”的固定腳,這些“錨釘”在澆鑄母線收縮過程中可以起到與原母材同步收縮的作用[3]。
5.3 模型安裝
為保證澆鑄質量,安裝時模具底面應比原母線低 10mm 左右,頂面應比原母線高10mm 左右,目的是補償澆鑄鋁液冷卻后的體積收縮;模型與破損母線之間的空隙用石棉絨膩子內外封堵;模型與其它母線間加裝絕緣材料。為克服操作空間狹小可制作蓄鋁槽,蓄鋁槽內壁涂刷脫模劑,使用導流管道連接蓄鋁槽與導流槽。

圖1 澆鑄流程圖
5.4 澆鑄修復與效果檢查
依據上述方案對某槽損壞的母線實施澆鑄,鋁液進入模型中然后沿著溢流孔流出,在封堵溢流孔開始澆鑄時,發現鋁液電磁力作用下在模型中旋轉打圈凝固慢,加入鋁盤條促使鋁液凝固,效果明顯,待母線自然冷卻后拆除模具,測量壓降。
檢驗方法一 萬用表測量法。理論上講,陰極母線同一點的電位差是相同的,使用萬用表分別測量澆鑄母線兩端與完整母線的電壓差,如果母線澆鑄質量好,兩次母線壓降讀數相同;如果澆鑄質量差,兩次母線壓降讀數相差200mv ∽2000mv,經多次驗證,壓降讀數超100mv 需要重新澆鑄。
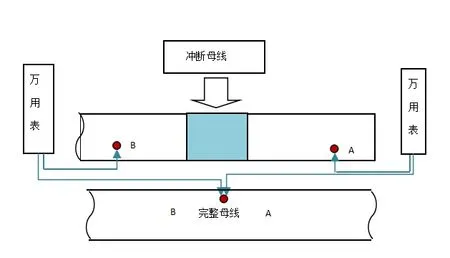
圖2 槽周母線修復檢測示意圖
檢驗方法二壓降測量儀測量法。使用該儀器在電流200A 的條件下選取母線長度1.5m 冷態測量。數據如下。
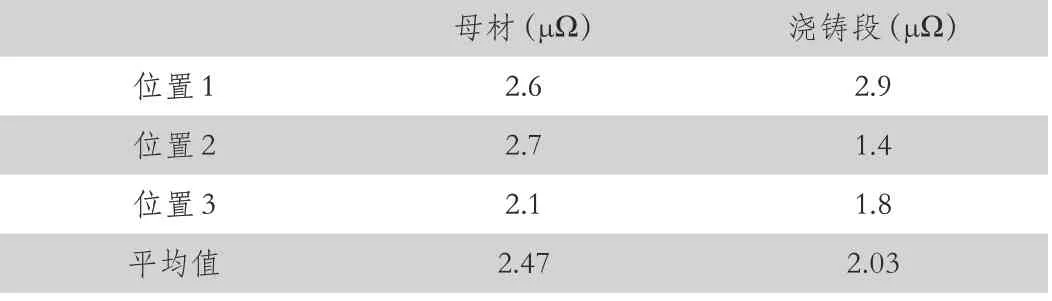
表2 測量數據對比
上表能夠看出:母材電阻2.47μΩ,澆鑄段電阻為2.03μΩ,澆鑄段母線電阻低于原母材電阻;在電解槽啟動后熱態測量,母材壓降為11.7mv,澆鑄段壓降為12.8mv,修復效果良好,滿足設計要求。事實證明:使用高溫鋁液澆鑄修復母線方法是經濟、可靠、安全的修復方法。

圖3 澆鑄脫模后的修復母線
實例2:某400KA 槽軟母線及槽周母線修復[4],電解槽A10位置陰極軟母線及回路小母線被沖斷。在總結前期經驗后確定采用高溫鋁液澆鑄熔接法修復母線,設計思路如圖3,修復前需將軟母線與鋼棒頭澆鑄。
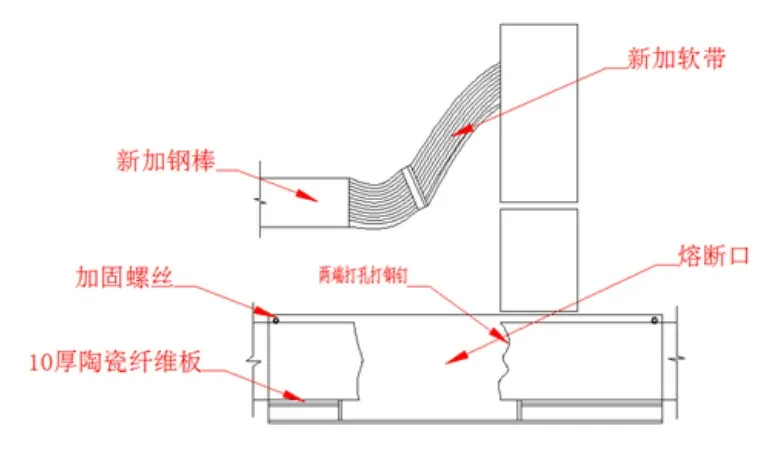
圖4 軟母線預澆鑄+高溫鋁液熔接示意圖
現場舀取高溫鋁液灌入預制的回路母線模型中,將預制的回路母線與原母材仍然采用實例1 的修復工藝,效果良好。
6 結語
本文通過對槽周母線損壞的修復,達到了設計要求,為后續電解槽大修及穩定運行打下堅實的基礎。修復過程中應控制好幾個主要環節,斷面處理、斷面預熱、鋁液溫度、澆鑄速度。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19