功率型鋰離子電池的研制
2020-03-27 06:48:14馮聯友景慧娟高星亮
通信電源技術 2020年22期
馮聯友,景慧娟,王 丫,高星亮
(安徽天時新能源科技有限公司,安徽 宣城 242000)
0 引 言
鋰離子電池因具有能量密度高、循環壽命長以及綠色環保等優點而得到廣泛應用。傳統消費電子產品領域對電池功率性能要求不高,但在電動工具、電動自行車以及掃地機器人等領域對鋰電池的功率放電有較高要求。面對快速增長的市場需求,功率型鋰離子電池的研究成為一個重要方向,許多研究人員從新材料應用和結構設計等方面不斷進行探索[1-6]。鋰離子電池在大倍率放電時,內部極化大,電化學性能變差,同時受內阻影響電池整體溫度升高,容易造成電池熱失控,甚至影響電池的安全性能。本文采用鎳鈷錳酸鋰材料制備2 000 mAh的18650型鋰離子電池,研究導電劑配方、極耳數量以及電解液體系等內容,并對電池進行相關電性能及安全性能測試,總結相關因素對高功率鋰電池的影響,為鋰電行業設計和生產高功率電池提供參考。
1 實驗部分
1.1 電池制作
實驗制作18650型2 000 mAh鋰離子電池,正極配比為鎳鈷錳酸鋰(NCM523):導電劑(自制):粘結劑(PVDF)=95:3:2,負極配比為石墨:導電劑(SP):分散劑(CMC):粘結劑(SBR)=93.5:2:2:2.5。將正負極原料按比例混合制漿,均勻涂布在14 μm鋁箔(正極)和6 μm銅箔(負極)上,經烘烤、輥壓以及分切后制成相應尺寸極片,與陶瓷隔膜(基膜10 μm,雙面陶瓷層各2 μm)卷繞制成圓柱電芯,組裝和烘烤后,注入電解液(自制),再經過封口、清洗、靜置、化成以及分容等工序后制成單體電池。
1.2 導電劑對電極性能的影響
采用導電炭黑、碳納米管以及石墨烯復合導電劑,考察不同配比對電池內阻和倍率放電性能的影響。
1.3 極耳數量對電池性能的影響
正極使用鋁帶,負極使用銅鎳復合帶,考察正、負極不同極耳數量對電池內阻和倍率放電溫升的影響。
1.4 電解液對電池性能的影響
通過對比自制電解液和常規電解液,考察電解液對電池低溫放電和倍率放電的影響。
1.5 電池性能測試
采用實驗中獲得的最優工藝制備單體電池,測試電池容量、高低溫放電以及循環性能,并參照GB/T 31485-2015對電池進行相關安全性能測試[7]。
2 結果與討論
2.1 導電劑對電極性能的影響
目前鋰離子電池中常用的導電添加劑有SP、S-O、KS-6、KS-15、350G、乙炔黑(AB)、氣相生長碳纖維(VGCF)以及碳納米管(CNT)等。近年來,石墨烯(GR)的高電導率和優異的化學穩定性倍受關注。將導電炭黑、碳納米管和石墨烯復合使用,可以優勢互補,形成“點-線-面”充分接觸的導電網絡。實驗設計不同導電劑配方,結果如表1所示。
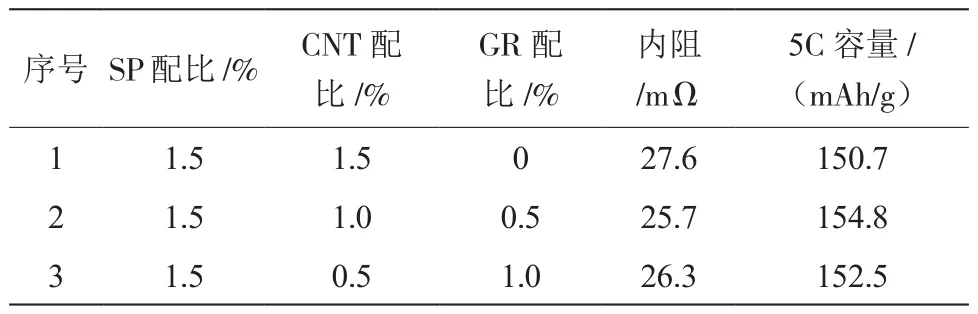
表1 不同導電劑配比對電池性能的影響
從表1可知,在保持導電劑含量不變的情況下,隨著復合導電劑各組份的變化,電芯內阻發生變化,2號方案電芯內阻最低,克容量發揮最高。這可能是因為導電劑與活性物質的“線-點”和“面-點”接觸模式更充分,“長程”和“短程”導電模式搭配更合理。構建具有良好協同作用的導電網絡,提高正極材料的電化學性能。
2.2 極耳數量對電極性能的影響
極耳是連接電池內外部能量傳輸的橋梁,對于卷繞結構的倍率鋰離子電池,極片長寬比例大,單極耳內阻較大,充放電時極化嚴重。通過多極耳設計,可以降低內阻,減小極化,提高電池性能。實驗正極使用鋁帶,負極使用銅鎳復合帶,考察極耳數量對電池性能的影響,結果如表2所示。

表2 極耳數量對電池性能的影響
從表2可知,正負極采用雙極耳時內阻最小,表面溫度最低。這是因為充放電首先在極耳附近區域進行,多極耳相當于多個小電池并聯組成大電池,電池整體內阻會顯著降低,同時電化學反應通過多個極耳進行,各極耳通過的電流密度變小,減小了極化,緩解單極耳情況下的劇烈反應,減少了熱量,降低溫升[8]。但對于圓柱電池采用多極耳會增加焊接難度,容易出現虛焊,不良率上升,同時也會降低電池的額定容量。
2.3 電解液的選擇
實驗自制電解液配置為碳酸乙烯酯(EC):碳酸甲乙酯(EMC):碳酸二甲酯(DMC)=1:1:1(體積比),1.0mol/L六氟磷酸鋰(LiPF6)+0.1mol/L雙氟代磺酰亞胺鋰(LiFSI),再加入2%的氟代碳酸乙烯酯(FEC)。并與常規電解液碳酸乙烯酯(EC):碳酸甲乙酯(EMC):碳酸二甲酯(DMC)=1:1:1(體積比),1.0mol/L六氟磷酸鋰(LiPF6)加2%碳酸亞乙烯酯(VC)進行對比,結果如表3所示。
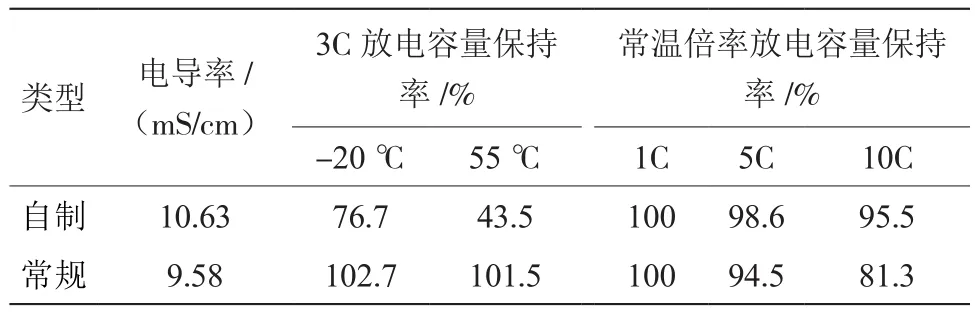
表3 不同電解液電池性能對比
從表3可知,自制電解液在電導率、低溫以及倍率性能較普通電解液有較大提升。這主要因為雙氟代磺酰亞胺鋰在具有較高的電導率,降低電極表面膜阻抗,形成穩定的、導離子性較好的鈍化膜[9]。氟代碳酸乙烯酯可以使負極SEI膜更加穩定,有利于鋰離子的脫嵌,降低阻抗,同時可抑制電解液的分解[10]。
2.4 電池性能測試測
2.4.1 容量測試
電池1C放電容量2 088.4 mAh,5C和10C放電容量保持率為98.48%和95.72%。隨著放電倍率的增大,電池容量呈下降趨勢,但容量衰減并不大。電池不同倍率放電曲線如圖1所示。

圖1 不同倍率放電曲線
2.4.2 高低溫放電測試
電池在55 ℃和-20 ℃下3C放電容量保持率為101.98%和77.69%(與25 ℃放電相比),顯示出電池較好的高低溫放電性能。電池在不同溫度下放電曲線如圖2所示。
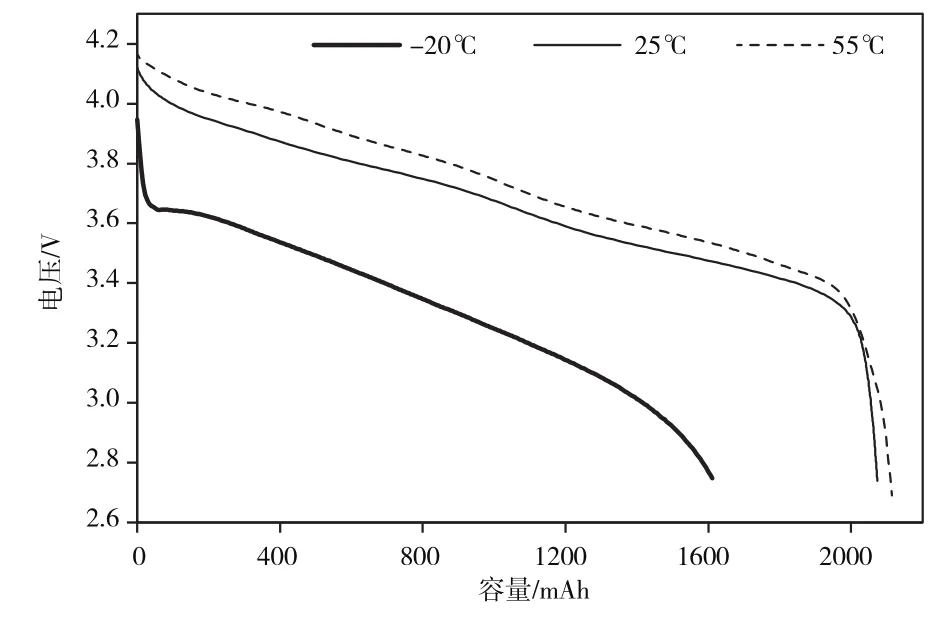
圖2 不同溫度放電曲線
2.4.3 循環性能測試
電池在室溫下1C、5C以及10C放電(1C充電)500次循環后容量保持率分別為92.19%、86.84%以及79.52%,表現出良好的倍率循環性能。電池在不同倍率放電的循環曲線如圖3所示。
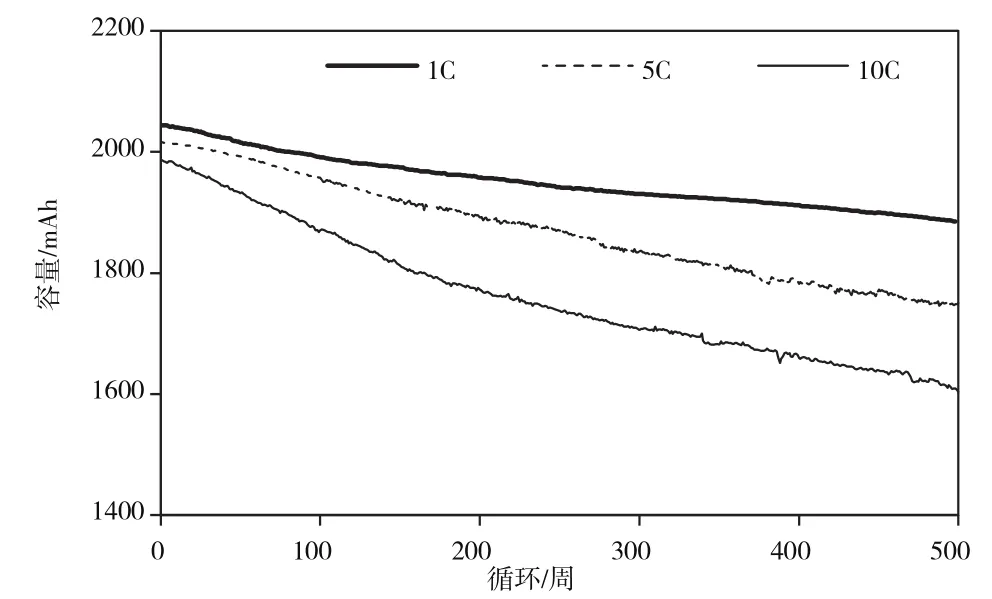
圖3 不同倍率循環曲線
2.4.4 安全性能測試
參照GB/T 31485-2015對電池進行過充、短路、跌落、擠壓、加熱以及低氣壓等安全測試,評估電池的安全性能,在測試過程中檢測電池表面溫度的變化。實驗條件及測試結果如表4所示。
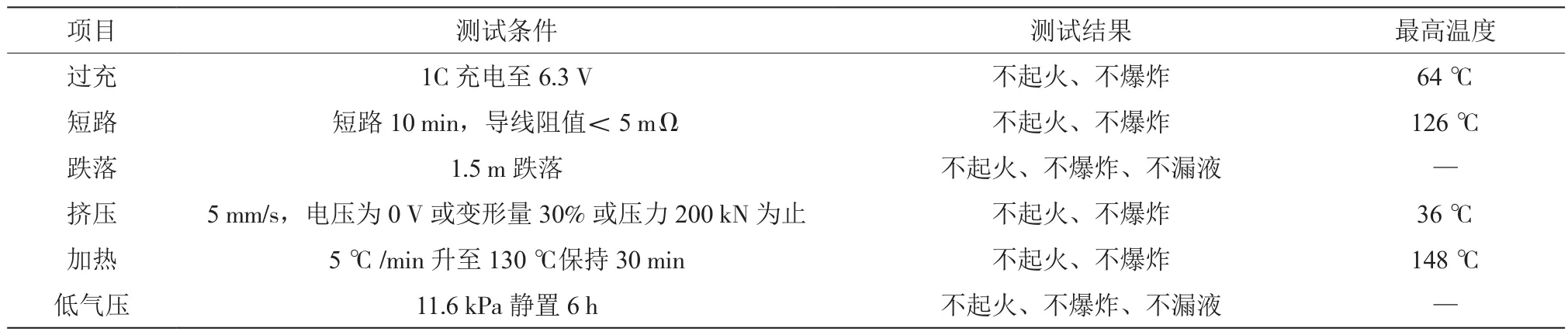
表4 電池安全性能測試結果
3 結 論
通過SP、碳納米管及石墨烯復合使用,采用雙極耳設計、電解液引入雙氟代磺酰亞胺鋰以及氟代碳酸乙烯酯等手段設計優化,制備了容量2 000 mAh的三元/石墨體系18650電池,10C放電容量和500周循環容量保持率為95.72%和79.52%,-20 ℃時3C放電容量保持率為77.69%,電池通過過充、短路、跌落、擠壓、加熱以及低氣壓等安全測試,可滿足電動工具、電動自行車以及掃地機器人等領域對高功率電池的要求。
