基于PLC的鋼塑復(fù)合管內(nèi)噴砂控制系統(tǒng)*
2020-03-30 13:10:48盛強(qiáng),陸波
盛 強(qiáng) , 陸 波
(湖州職業(yè)技術(shù)學(xué)院 機(jī)電與汽車工程學(xué)院, 浙江 湖州 313000)
鋼塑復(fù)合管是以焊接管、無縫管等鋼管為基管,通過特定工藝在其內(nèi)外表面復(fù)合某些高分子材料形成的鋼塑管。鋼塑復(fù)合管具有鋼管與塑料管的優(yōu)良性能,在爬坡、穿越過道及沉降不均等方面既表現(xiàn)出鋼管的高強(qiáng)、高韌、抗沖擊、耐高壓等優(yōu)良機(jī)械性能,又具備塑料管的內(nèi)壁光滑性,輸送流體阻力小,在相同的使用環(huán)境、同等管徑及壓力條件下比金屬管的水頭損失減少30%,且具有超強(qiáng)的耐腐防腐性能。因此,鋼塑復(fù)合管廣泛應(yīng)用于石油、天然氣、化工等行業(yè),以及城市燃?xì)廨斔汀⒐┧潘⒓泄岬仍O(shè)施,是性價(jià)比較高的節(jié)能環(huán)保型管材。
有關(guān)鋼塑復(fù)合管的制造工藝及其設(shè)備的研究成果眾多。如李金展和陳浩明等,針對(duì)熱軋無縫管內(nèi)壁毛刺的形成原因,用掃描電鏡對(duì)管材成分、金相檢驗(yàn)等進(jìn)行探測,得出含有較多Al、Si、Mn等夾雜物的管材在加工擠壓過程中其內(nèi)壁更易形成縱向毛刺的結(jié)論[1]168 [2]56。吳福輝等認(rèn)為,中等口徑鋼塑復(fù)合管的基管,經(jīng)熱鍍鋅工藝后表面光滑,在吹漲、涂塑工藝實(shí)施前須利用噴砂打毛工藝對(duì)其內(nèi)表面進(jìn)行處理,以去除毛刺并提高其內(nèi)表面的粗糙度,增強(qiáng)內(nèi)襯塑料管與鋼管基體的結(jié)合度[3]44。
本研究采用中等口徑鋼塑復(fù)合管,以三菱FX3U系列PLC、步進(jìn)電機(jī)、伺服電機(jī)及觸摸屏為控制核心,設(shè)計(jì)一套鋼管插入式內(nèi)噴砂機(jī)自動(dòng)打毛控制系統(tǒng)。
一、鋼塑復(fù)合管內(nèi)表面噴砂打毛裝置的組成與工作過程
鋼塑復(fù)合管內(nèi)表面噴砂打毛裝置主要由鋼管輸送系統(tǒng)、壓緊氣缸、撥管機(jī)構(gòu)、內(nèi)噴砂小車和除塵系統(tǒng)等組成。其結(jié)構(gòu)如圖1所示(參見圖1)。
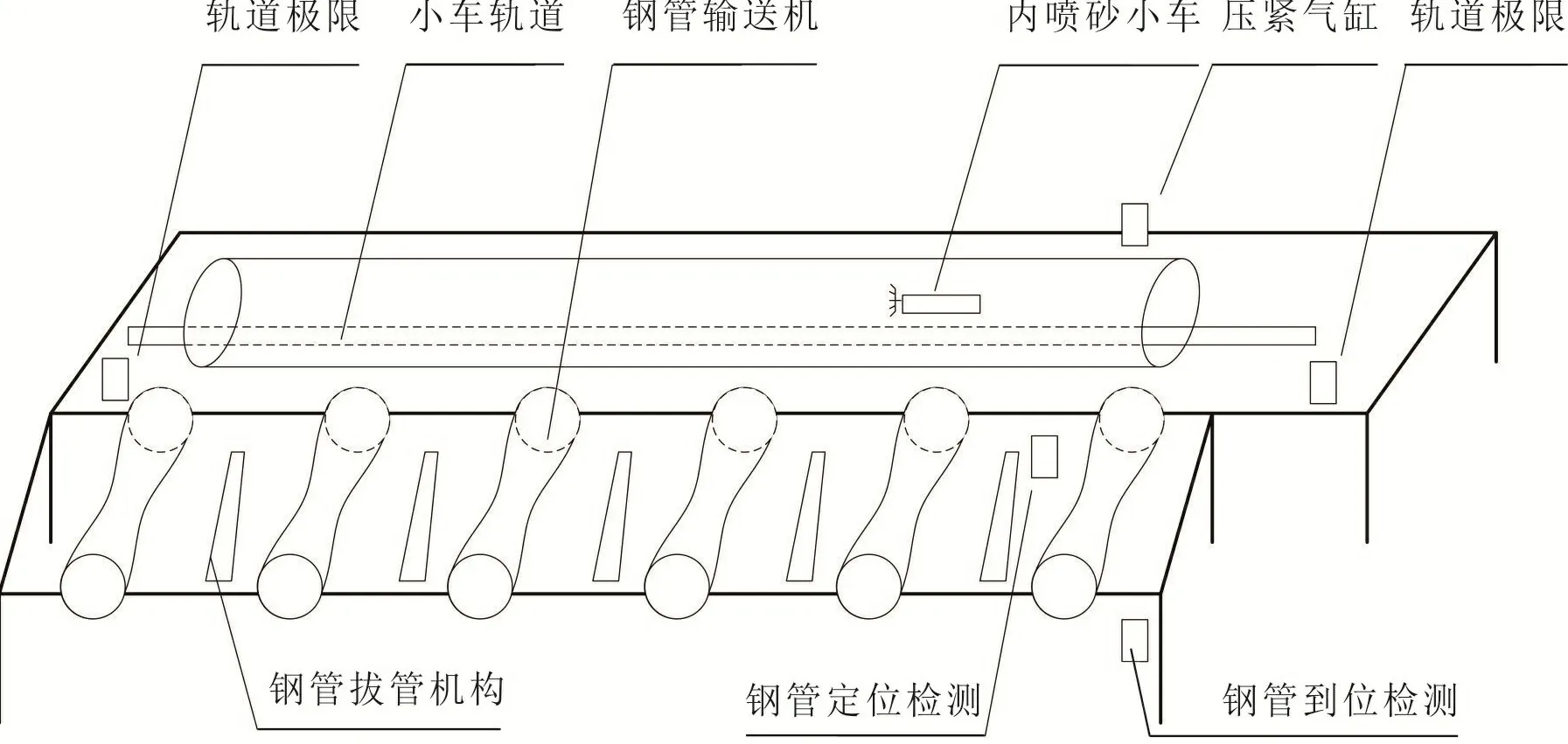
圖1 鋼塑復(fù)合管內(nèi)表面噴砂打毛裝置結(jié)構(gòu)示意圖
打毛裝置的工作過程如下:接通“自動(dòng)開”按鈕,打毛裝置進(jìn)入自動(dòng)控制狀態(tài)。控制系統(tǒng)檢測到鋼管到位后,光電開關(guān)接通,撥管電機(jī)啟動(dòng)并帶動(dòng)鋼管撥動(dòng)機(jī)構(gòu)運(yùn)動(dòng),使鋼管翻轉(zhuǎn)到支架上。鋼管翻轉(zhuǎn)到位后,撥管定位檢測接近開關(guān)是否接通,這時(shí)撥管電機(jī)停止運(yùn)行,同時(shí)壓緊電磁閥通電,壓緊檢測接近開關(guān)接通,鋼管被壓緊。此時(shí),除塵系統(tǒng)運(yùn)行,噴砂小車平臺(tái)上的內(nèi)吹嘴旋轉(zhuǎn)并向鋼管內(nèi)壁噴砂,伺服驅(qū)動(dòng)系統(tǒng)運(yùn)行,帶動(dòng)噴砂小車從軌道頂端向前運(yùn)動(dòng)。完成噴砂后小車停止,同時(shí)內(nèi)吹嘴也結(jié)束吹氣。最后,伺服電機(jī)驅(qū)動(dòng)小車返回,壓緊氣缸松開,撥管電機(jī)帶動(dòng)鋼管送離支架并將其送至冷卻池中,至此整個(gè)噴砂打毛工序結(jié)束。
二、噴砂打毛裝置PLC控制系統(tǒng)的設(shè)計(jì)
鋼塑復(fù)合管內(nèi)表面噴砂打毛裝置控制系統(tǒng),由三菱FX3U系列PLC、MCGS觸摸屏、限位開關(guān)、鋼管檢測及定位傳感器、急停及報(bào)警裝置、除塵系統(tǒng)、輥道變頻驅(qū)動(dòng)系統(tǒng)、撥管電機(jī)、噴砂旋轉(zhuǎn)驅(qū)動(dòng)系統(tǒng)、小車伺服驅(qū)動(dòng)系統(tǒng)等組成。具體結(jié)構(gòu)如圖2所示(參見圖2)。

圖2 內(nèi)噴砂打毛裝置控制系統(tǒng)結(jié)構(gòu)框圖
該系統(tǒng)以三菱PLC、步進(jìn)電機(jī)及伺服驅(qū)動(dòng)為核心,采用RS485協(xié)議,使PLC與MCGS觸摸屏實(shí)時(shí)通信,實(shí)現(xiàn)內(nèi)噴砂系統(tǒng)的手動(dòng)與自動(dòng)控制之間的切換,具備噴砂小車工進(jìn)距離、快慢進(jìn)退速度、噴槍旋轉(zhuǎn)速度參數(shù)的設(shè)置及報(bào)警顯示等功能。
三、內(nèi)噴砂打毛磨損分析與控制策略
(一)噴砂打毛磨損過程分析
由微切削沖蝕理論可知,材料的磨損體積V與磨砂速度v的平方成正比。李琴和黃文強(qiáng)等認(rèn)為,旋風(fēng)分離器的內(nèi)表面磨損與入射攻角、粒徑函數(shù)和顆粒相對(duì)速度函數(shù)有極大的關(guān)系,所以可用沖蝕磨損程度近似表示鋼管內(nèi)表面噴砂處理的好壞[4]53 [5]232。沖擊磨損率Rerosion可用公式(1)表示:

(1)
式中:mp為沖蝕磨粒的質(zhì)量;C(dp)為磨粒直徑函數(shù);f(α)為沖擊入射角函數(shù);v為磨粒相對(duì)于壁面的速度;b(v)為磨粒相對(duì)于壁面速度v的函數(shù);A為磨粒沖擊壁面的單元面積。
當(dāng)小車以勻速工進(jìn)時(shí),磨粒沖擊壁面的單元面積A是一個(gè)與小車工進(jìn)速度有關(guān)的變量,故Rerosion可表示為:

(2)
式中:d為襯塑復(fù)合鋼管內(nèi)徑;vc為小車工進(jìn)速度;t為時(shí)間。


(3)
由式(3)可知,當(dāng)磨粒沖擊入射角α,在固定的情況下,f(α)為常數(shù)。假設(shè)磨粒為直徑和質(zhì)量均勻的顆粒物,則R’erosion可用式(4)表示:
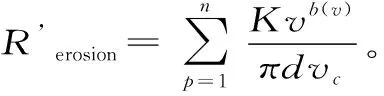
(4)
式中:K為常數(shù);v為磨粒相對(duì)壁面的速度;b(v)為磨粒相對(duì)壁面速度v的函數(shù);d為襯塑復(fù)合鋼管內(nèi)徑;vc為小車工進(jìn)速度。
可見,在噴砂速度一定的情況下,磨粒相對(duì)壁面的速度v及相應(yīng)函數(shù)b(v)為常量。由此可知,通過調(diào)節(jié)小車工進(jìn)速度可以控制鋼塑復(fù)合管內(nèi)壁表面噴砂處理時(shí)的沖擊磨損程度。
(二)噴砂速度控制策略
噴砂速度控制主要包括噴砂內(nèi)吹嘴旋轉(zhuǎn)速度控制和小車工進(jìn)速度控制兩個(gè)方面。
1.噴砂內(nèi)吹嘴旋轉(zhuǎn)速度控制策略 噴砂內(nèi)吹嘴旋轉(zhuǎn)由步進(jìn)電機(jī)驅(qū)動(dòng),可在20~100 r/min范圍內(nèi)進(jìn)行調(diào)節(jié)。在空氣壓力一定的情況下,改變旋轉(zhuǎn)速度可調(diào)節(jié)單位時(shí)間內(nèi)的噴砂沖擊磨損程度[6]68 [7]78。
2.小車工進(jìn)速度控制 噴砂機(jī)構(gòu)由小車帶動(dòng)。利用伺服電機(jī)控制噴砂小車的快慢進(jìn)和快慢退,實(shí)現(xiàn)對(duì)控制噴砂小車工進(jìn)速度的精確控制,提高噴砂沖擊磨損的精度[8]32 [9]94。假設(shè)虛擬螺距p為噴砂內(nèi)吹嘴旋轉(zhuǎn)一周沿鋼管縱向的噴砂處理距離,t為噴砂內(nèi)吹嘴旋轉(zhuǎn)一周所需的時(shí)間,則控制系統(tǒng)可通過計(jì)算確定小車的工進(jìn)速度v。根據(jù)式(4)可知:在空氣壓力、噴砂內(nèi)吹嘴旋轉(zhuǎn)速度一定的情況下,噴砂磨損與小車的工進(jìn)速度有關(guān),且成反比,即工進(jìn)速度越快,噴砂沖擊磨損率越小;工進(jìn)速度越慢,噴砂沖擊磨損率越大。
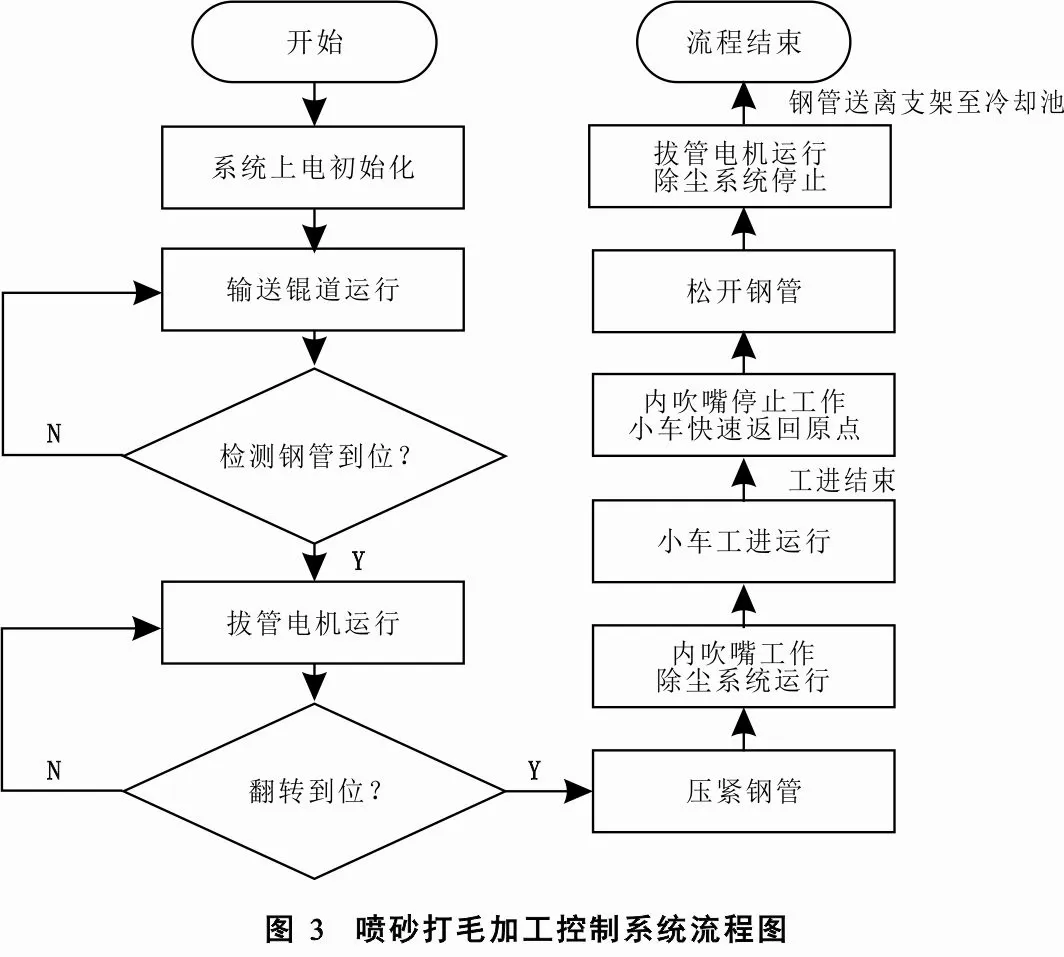
(三)噴砂打毛加工控制系統(tǒng)流程
鋼塑復(fù)合管基管內(nèi)表面的噴砂工序分為手動(dòng)控制、自動(dòng)控制兩種方式。手動(dòng)控制主要用于撥管、壓緊、小車進(jìn)退等功能的調(diào)試與檢修。自動(dòng)控制主要用于內(nèi)表面噴砂打毛加工,能自動(dòng)完成進(jìn)料、撥管、壓緊、噴砂及送離鋼管等工序[10]105。基管內(nèi)表面噴砂打毛加工控制系統(tǒng)的流程如圖3所示(參見圖3)。
四、人機(jī)操作界面設(shè)計(jì)
為使噴砂沖擊打毛手動(dòng)調(diào)試、各個(gè)運(yùn)行參數(shù)設(shè)置及自動(dòng)運(yùn)行操作更為方便、直觀,人機(jī)操作界面采用昆侖通態(tài)TPC1061Ti觸摸屏。
人機(jī)操作界面的功能主要有:(1)自動(dòng)控制功能。在自動(dòng)控制界面下,要自動(dòng)實(shí)現(xiàn)噴砂沖擊打毛加工作業(yè),可設(shè)置內(nèi)吹嘴旋轉(zhuǎn)速度、小車虛擬螺距、小車工進(jìn)距離等參數(shù)。(2)手動(dòng)控制功能。在手動(dòng)控制界面下,手動(dòng)操作可實(shí)現(xiàn)小車的快慢進(jìn)和快慢退、內(nèi)吹嘴旋轉(zhuǎn)、撥管翻轉(zhuǎn)及鋼管壓緊操作等作業(yè)。(3)報(bào)警功能。該功能可以實(shí)現(xiàn)對(duì)小車前后極限、噴砂結(jié)束、內(nèi)吹嘴步進(jìn)電機(jī)、小車伺服電機(jī)等的報(bào)警。
總之,本研究通過分析鋼塑復(fù)合管內(nèi)表面的噴砂沖擊磨損,設(shè)計(jì)了一套基于微切削沖蝕理論的中等口徑鋼塑復(fù)合管內(nèi)表面打毛裝置控制系統(tǒng)。該系統(tǒng)兼具手動(dòng)調(diào)試和自動(dòng)撥管、壓緊、噴砂、打毛及吸塵報(bào)警等多種功能。應(yīng)用表明,該控制系統(tǒng)能有效完成鋼塑復(fù)合管的內(nèi)表面打毛處理作業(yè),從而提升打毛處理的效率和質(zhì)量。