研磨墊使用壽命監測方法綜述
2020-04-02 07:09:52劉海軍
科學與財富 2020年3期
劉海軍

摘 要:本文對當前國內外最新的研磨墊使用壽命監測方法進行了探索。
關鍵詞:研磨墊;壽命監測
化學研磨被廣泛運用于半導體等的研磨,在使用中,在對若干片晶圓進行研磨后,研磨墊表面的溝槽有可能會被磨平,這會導致研磨墊失去保持研磨液的能力,研磨速率會下降,同時還會使晶圓表面產生劃傷。因此,需要計算研磨墊使用壽命。研磨墊壽命主要取決于以下因素:(1)工件產生顫痕;(2)磨削噪音異常;(3)工件燒傷;(4)磨削力劇增;(5)工件加工質量惡化;(6)加工效果等[1]。目前磨輪的壽命主要是檢測其廓型精度,當出現較大誤差時,要及時的進行修整。
傳統的研磨墊壽命的檢測方法主要有:
(1)更換新研磨墊后,根據晶圓馬拉松測試的結果將研磨墊的使用壽命設定為n小時,其中n是以時間單位計算,每隔n小時后更換一次研磨墊。該監測方法的缺點是:由于每張研磨墊的本身狀況不一樣,因此n小時不能保證研磨墊已被充分利用或是否已超出研磨墊使用壽命期限,無法準確判斷研磨墊是否對晶圓造成損傷[2]。
(2)日本東北大學學者、國內謝晉、閻秋生等采用石墨碳板復印法來實現砂輪圓弧廓形的間接檢測[3] [4] [5]。
(3)哈爾濱工業大學把微小型砂輪拆卸后,利用三坐標測量機進行形狀離線檢測[6]。
(4)韓國學者利用位移傳感器在機檢測砂輪形狀和位置[7] [8]。石墨碳片的拆卸或砂輪的二次安裝會影響砂輪和工件的安裝和定位精度,而在位的砂輪形狀檢測法則需要額外昂貴的裝置,且其運動精度需要比機床精度高一個等級。
本文擬對當前最新的研磨墊壽命監測方法進行探討。
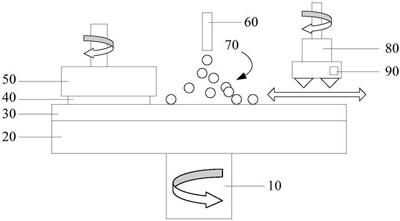
上海華力微電子有限公司[2]提出了一種研磨墊使用壽命的監測方法(參見圖1),通過感測墊片調整器相對于研磨墊以特定速度在研磨運動過程中的電流變化,反應墊片調整器相對于研磨墊的摩擦力變化,以表示研磨墊的表面粗糙度狀態的變化,來確定研磨墊是否達到使用壽命的步驟;當墊片調整器相對于研磨墊以特定速度在研磨運動過程中的電流變化達到某一特定的電流值時,判斷研磨墊達到了使用壽命期限,否則判斷未達到使用壽命期限,由于在研磨過程中,研磨墊的表面粗糙度狀態的變化時,墊片調整器相對于研磨墊的摩擦力也在變化,此時通過監控墊片調整器相對于研磨墊以特定速度在研磨運動過程中的電流變化,從而將研磨墊的表面粗糙度狀態、摩擦力變化和電流變化建立關系,又由于電流變化能夠實時被監測,因此,監測實時的電流變化用于判斷研磨墊的使用壽命期限比現有技術中采用使用次數判斷研磨墊的使用壽命的方式更加準確、可靠,能夠避免因研磨墊的使用次數和時間為基準的判斷方式中,研磨墊過度使用對晶圓表面造成的損傷,以及克服研磨墊未達到使用壽命期限時對研磨墊的利用率造成的浪費現象。
10 轉軸、20 研磨臺、30 研磨墊、40 研磨頭、60 研磨液輸送管、80 墊片調整器、90 電流傳感器
華僑大學[9]提出一種在線監測砂輪磨鈍狀態的方法,通過采集砂輪磨削采樣塊產生的磨削溫度信號,并獲得溫度信號集,接著從所述溫度信號集中提取砂輪磨削接觸區溫度和磨粒熱沖擊信號,以此識別砂輪磨削狀態和砂輪所處的磨鈍狀態。通過定期監測砂輪磨削采樣塊產生的磨削溫度信號,識別砂輪磨削狀態和砂輪所處的磨鈍狀態,可及時地對砂輪進行修銳或更換,延長了砂輪的使用壽命,進一步保證了工件的磨削質量。
長江存儲科技有限責任公司[10]提出了一種研磨墊及其使用壽命監測方法(參見圖2),該研磨墊包括:基材,該基材的厚度方向的一個面為研磨面;以及窗口,該窗口形成于所述基材的所述研磨面一側,朝向所述研磨面開口,所述窗口的垂直于所述研磨面的至少一個截面在距離所述窗口的底部一定高度處的寬度是所述高度的增函數或減函數,監測方法為:在使所述研磨墊旋轉來進行研磨加工時,對所述窗口的所述截面在所述研磨面處的寬度進行監測,當所述窗口的所述截面在所述研磨面處的寬度隨著所述研磨面的磨損量的增加而達到寬度臨界值時,判斷為所述研磨墊達到使用壽命。該研磨墊使用壽命監測方法能實時監測研磨墊的使用狀況,并能第一時間獲得達到研磨墊使用壽命的信息,因此,能防止研磨墊過早報廢,降低成本,并能減少因達到使用壽命的研磨墊被繼續使用而在研磨時突發異常事件的概率,減少待研磨的晶圓報廢的風險。
1 研磨盤、2 研磨墊、3 機臺、4 研磨頭、5 研磨墊使用壽命監測器、6 晶圓、20 基材、21 溝槽、22 窗口
日本信越半導體株式會社[11]提出一種研磨墊的評價方法,用于評估用于研磨晶圓的研磨墊的使用壽命,通過測定堆積在研磨墊上的研磨殘渣的量,并基于該測定得到的測定值來評價所述研磨墊的使用期限,所述研磨殘渣的量,是根據通過X射線熒光分析法得到的X射線熒光光譜,檢測含有Si-Kα射線的信號來進行測定,該評價方法能夠個別地實時評價個體差異大的研磨墊的使用期限,從而能夠抑制研磨晶圓時的生產率及成品率的降低。
本文對當前國內外主流的研磨墊壽命監測方法進行了研究,對實際生產具有一定的指導作用。
參考文獻:
[1] 任敬心,華定安.磨削原理[M].北京:電子工業出版社,2011.
[2]曹玉榮 等,一種研磨墊使用壽命的監測方法:中國,CN108145594 A [P],2018-06-12.
[3] 莊司克雄.磨削加工技術[M].北京:機械工業出版社,2007.
[4] 孔令葉.軸對稱回轉曲面精密磨削加工技術研究[D].廣州:廣東工業大學,2011.
[5]謝晉,孫晉祥,黎宇弘 等.F_Theta自由曲面透鏡的精密與鏡面磨削[J].機械工程學報,2016,52(17):72-77.
[6] 佟富強.TN85金屬陶瓷球面偶件ELID超精密磨削技術研究[D].哈爾濱:哈爾濱工業大學,2010.
[7] 韋鳳.金剛石砂輪微觀出刃形貌的非接觸檢測及3D圖形化評價[D].廣州:華南理工大學,2010.
[8] Nguyen T A,Butler D L.Simulation of precision grinding process,part1:generation of the grinding wheel surface[J].International Journal of Machine Tools&Manufacture,2005,45(11):1321-1328.
[9]尤芳怡 等,一種在線監測砂輪磨鈍狀態的方法及其裝置,中國,CN109648478 A [P],2019-04-19.
[10]方青春 等,研磨墊及研磨墊使用壽命監測方法. 中國,CN108608317A [P],2018-10-02.
[11]田中佑宜,一種研磨墊的評價方法. 日本,JP2015060985 A [P],2015-03-30.
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
兒童故事畫報(2019年5期)2019-05-26 14:26:14
海峽科技與產業(2016年3期)2016-05-17 04:32:12
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
