一種紅外探測器用電子束焊接技術(shù)研究
2020-04-08 04:47:16張洪瑀
激光與紅外 2020年3期
關(guān)鍵詞:焊縫
劉 森,張洪瑀,李 碩
(華北光電技術(shù)研究所,北京 100015)
1 前 言
制冷型紅外探測器組件(以下簡稱探測器)在光電產(chǎn)品有著廣泛的應(yīng)用,是各類整機(jī)系統(tǒng)尋找目標(biāo)的核心部件,相當(dāng)于整機(jī)系統(tǒng)的“眼睛”。探測器組件由探測器芯片、微杜瓦、制冷機(jī)(器)三個(gè)部件組成,其中探測器芯片用于完成光電轉(zhuǎn)換,需要工作在低溫環(huán)境下;微杜瓦為探測器芯片提供光學(xué)、電學(xué)、機(jī)械接口及真空環(huán)境;制冷機(jī)(器)為探測器芯片提供低溫冷源。
在探測器設(shè)計(jì)中,為了減小制冷機(jī)(器)的負(fù)載,微杜瓦的靜態(tài)熱負(fù)載應(yīng)盡量小。靜態(tài)熱負(fù)載主要由傳導(dǎo)換熱、輻射換熱兩個(gè)方面組成。其中冷指的傳導(dǎo)換熱占50 %以上,為了減小熱耗,冷指一般選用導(dǎo)熱系數(shù)比較低的材料。目前國內(nèi)、外常用的冷指材料主要有TC4材料(導(dǎo)熱系數(shù)為5.44 W·m-1·K-1)或者L605材料(導(dǎo)熱系數(shù)為9.4 W·m-1·K-1)。
在進(jìn)行微杜瓦結(jié)構(gòu)設(shè)計(jì)時(shí),為了減小低溫下探測器芯片的熱失配,冷臺一般采用4J36、4J29、4J33(均為可伐合金)等熱膨脹系數(shù)比較低的材料。微杜瓦結(jié)構(gòu)簡圖如圖1所示。

圖1 微杜瓦結(jié)構(gòu)簡圖
基于上述分析,引出兩個(gè)類型的焊接方式:
(1)L605材料與可伐材料的焊接;
(2)TC4材料與可伐材料的焊接。
L605材料與可伐材料之間的焊接可以通過熔化焊接的方法實(shí)現(xiàn),但是L605材料的導(dǎo)熱系數(shù)是TC4材料的1.73倍,不利于杜瓦結(jié)構(gòu)的熱負(fù)載控制。
冷指用TC4材料時(shí),其與4J29、4J33、4J36等Fe-Ni合金材料無法采用熔焊接工藝完成,工藝中一般采用真空高溫釬焊的方式實(shí)現(xiàn)。由于釬焊工藝時(shí)間長、溫度高(通常800 ℃以上),工藝中容易造成零件變形,給微杜瓦結(jié)構(gòu)精度和工藝效率的提升帶來了很大的限制。
因此,需要開發(fā)一種焊接工藝,用以實(shí)現(xiàn)TC4與可伐冷臺之間的真空電子束焊接,以獲得更低杜瓦熱負(fù)載、更高效的工業(yè)生產(chǎn)效率。
目前,杜瓦結(jié)構(gòu)中所使用的焊接方法主要有真空釬焊、激光焊、真空電子束焊,由于TC4中的Ti元素在高溫下非常活躍,非常容易同空氣中的O、N元素發(fā)生反應(yīng),因此本文將針對真空電子束焊接方法開展研究。
電子束焊接是利用高壓加速裝置形成的高束電子束流,通過磁透鏡匯聚得到很小的焦點(diǎn),形成“匙孔效應(yīng)”[1-4],當(dāng)電子流轟擊置于真空中的焊件時(shí),電子的動能迅速轉(zhuǎn)變?yōu)闊崮?從而使金屬熔化,實(shí)現(xiàn)焊接過程。該技術(shù)自20 世紀(jì)就受到國際的廣泛關(guān)注[5-6],并大量應(yīng)用于工業(yè)制造當(dāng)中[7],是一種優(yōu)質(zhì)高效的加工方法。近年來隨著探測器制造技術(shù)的飛速發(fā)展,以及新技術(shù)的研發(fā),許多微型超薄結(jié)構(gòu)件迫切需要一種可靠的、變形量小的、經(jīng)濟(jì)的連接技術(shù)進(jìn)行加工,而電子束焊作為一種先進(jìn)的焊接技術(shù)具有很大的發(fā)展?jié)摿ΑL貏e是杜瓦結(jié)構(gòu)冷指、冷臺類零件,由于整體外廓尺寸小、厚度薄、配合精度高,若采用釬焊加工的方式不但給機(jī)加帶來加工難度大、周期長、熱變形大等問題。所以,綜合來看,電子束焊接工藝是一種焊接精度高、焊接變形小、加工周期短連接技術(shù),可以應(yīng)用到探測器結(jié)構(gòu)制造領(lǐng)域中。
2 焊接性分析
TC4/可伐合金真空電子束焊接屬于異種材料的熔化焊接。和同種材料熔化焊接相比,異種材料熔化焊接需要考慮的因素主要包含以下幾點(diǎn):待焊材料的成分,待焊材料的熱膨脹系數(shù),待焊材料的導(dǎo)熱率,待焊材料的應(yīng)用環(huán)境。下面就上述影響因素做出分析。
(1)材料成分的影響
TC4和可伐合金的材料成分如表1所示。
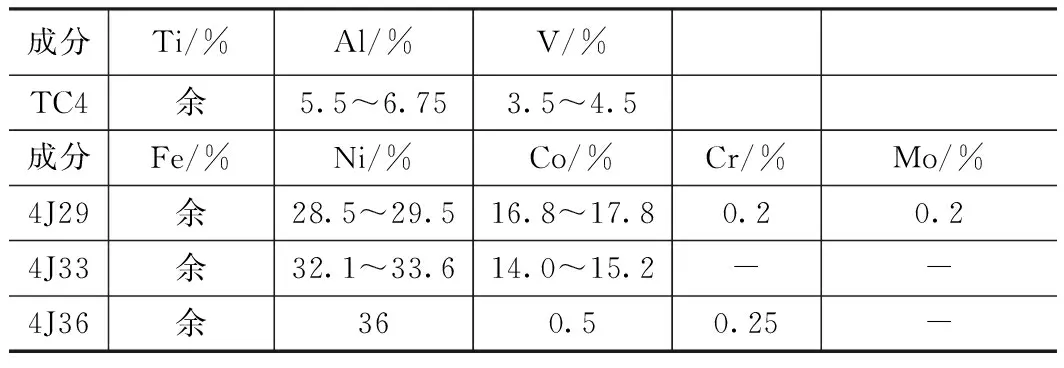
表1 TC4和常用可伐合金材料成分
其中,TC4的主要成分為Ti元素,可伐合金的主要成為為Fe-Ni合金。Ti元素與Fe元之間會形成Fe-Ti金屬間化合物,該類金屬間化合物屬于脆性材料,在電子束焊接完成后,零件溫度降低過程中,會由于兩種材料熱膨脹系數(shù)的差異,在焊縫區(qū)域產(chǎn)生溫度應(yīng)力,脆性的金屬間化合物無法承受溫度應(yīng)力,導(dǎo)致焊縫出現(xiàn)裂紋[8]。一方面會導(dǎo)致焊縫真空失效,另一方面結(jié)構(gòu)強(qiáng)度也會受到很大影響。因此必須要選用一種中間金屬,使Fe元素和Ti元素實(shí)現(xiàn)物理隔離。在選擇隔離金屬時(shí),需要考慮到新增的隔離金屬層的熱膨脹系數(shù)、原子直徑、是否會形成新的金屬間化合物。
基于上述機(jī)理,需選取某種金屬作為過渡金屬層,將Ti元素和Fe元素進(jìn)行物理隔離,方可避免焊接過程中出現(xiàn)裂紋。
(2)待焊材料的熱膨脹系數(shù)影響
可伐合金與TC4的熱膨脹系數(shù)比較接近,分別為6.5和7.9。焊接過程產(chǎn)生的內(nèi)部溫度應(yīng)力較小,因此,材料的熱膨脹系數(shù)對焊接的影響很小。
(3)待焊材料的導(dǎo)熱率影響
可伐合金、TC4合金及過渡金屬的導(dǎo)熱率差別非常大,在進(jìn)行焊接時(shí),需要考慮電子束焊斑偏向可伐合金一側(cè)施焊。
(4)待焊材料的使用環(huán)境影響
紅外探測器芯片工作在80 K左右的溫度,同常規(guī)應(yīng)用環(huán)境相比,屬于超低溫應(yīng)用環(huán)境,因此在焊接完成后需要進(jìn)行溫度沖擊試驗(yàn),以驗(yàn)證焊縫長期可靠性。
3 焊接性驗(yàn)證試驗(yàn)
3.1 焊接試驗(yàn)
根據(jù)焊接性分析結(jié)果,進(jìn)行焊接試驗(yàn)。通過真空電子束焊接的方式,分別將TC4試驗(yàn)件、可伐合金試驗(yàn)件同過渡環(huán)零件焊接到一起。
實(shí)驗(yàn)材料:TC4試驗(yàn)件,可伐合金試驗(yàn)件、過渡環(huán)。
焊接結(jié)構(gòu)裝配形式如圖2所示。
焊接設(shè)備為真空電子束焊接機(jī)。焊接工藝參數(shù)為:焊接速度為10 mm/s;主束流為2 mA;焊接真空度優(yōu)于1.0×10-3Pa。
焊前使用超聲波清洗機(jī)對金屬零件進(jìn)行去油去脂清洗。
3.2 實(shí)驗(yàn)結(jié)果與分析
焊接完成后,形成兩條電子束焊接的焊縫,分別為:過渡金屬/可伐合金電子束焊接焊縫,TC4/過渡金屬電子束焊接焊縫。
(1)過渡金屬/可伐合金電子束焊接焊縫
焊接完成后的焊縫區(qū)域形成三個(gè)區(qū)域,分別為可伐母材區(qū)域、過渡金屬母材區(qū)域、焊縫金屬區(qū)域。三個(gè)區(qū)域出現(xiàn)了兩個(gè)界面,分別為可伐/焊縫金屬界面、過渡金屬母材/焊縫金屬界面。焊縫照片如圖3所示。在焊縫金屬區(qū)域與可伐母材區(qū)域之間出現(xiàn)連續(xù)條紋,對條紋金屬進(jìn)行掃描電鏡觀察形貌及成分分析,如圖4所示。

圖3 焊縫照片

圖4 條紋位置掃描電鏡照片
根據(jù)圖4可知,在金相顯微鏡下觀察到的焊縫熔化區(qū)與母材區(qū)之間的連續(xù)條紋處為致密的金屬材料,并非為裂紋。連續(xù)條紋的出現(xiàn)是由于焊縫金屬與母材金屬的晶格方向差異導(dǎo)致。在4000倍下觀察整個(gè)焊縫區(qū)域,未見微小裂紋、夾雜、夾渣等焊接缺陷。這說明該類焊縫的可靠性可以滿足紅外探測器使用要求,在后續(xù)的低溫使用中,出現(xiàn)焊縫失效的概率較低。
根據(jù)圖5中附表可知,條紋區(qū)域金屬的成為以Fe、Co、Ni、Cu元素為主。該類元素之間不易形成脆性較高的金屬間化合物,在焊接完成后的降溫過程中也不容易因?yàn)闊崤蛎浵禂?shù)差異而出現(xiàn)微小裂紋。
經(jīng)上述分析可知:成分分析結(jié)果符合焊接性分析結(jié)果,焊縫金相組織符合設(shè)計(jì)預(yù)期。
對條紋區(qū)域金屬進(jìn)行成分分析,如圖5所示。

圖5 條紋部分成分分析結(jié)果
(2)TC4/過渡金屬電子束焊接焊縫
焊接完成后的焊縫區(qū)域形成三個(gè)區(qū)域,分別為TC4母材區(qū)域、過渡金屬母材區(qū)域、焊縫金屬區(qū)域。三個(gè)區(qū)域出現(xiàn)了兩個(gè)界面,分別為TC4/焊縫金屬界面、過渡金屬母材/焊縫金屬界面。兩個(gè)界面與各自的母材均為連續(xù)金屬結(jié)構(gòu),未出現(xiàn)明顯焊接缺陷。焊縫金屬內(nèi)部也為連續(xù)金屬結(jié)構(gòu),無裂紋。因此可以確定,在本處焊縫處,焊縫金相組織符合設(shè)計(jì)預(yù)期。
通過對兩條焊縫的外觀分析及成分分析可知:采用過渡金屬的方法進(jìn)行TC4材料和可伐材料的電子束焊接工藝是可行的。可以預(yù)測,采用此種方法制備的杜瓦結(jié)構(gòu)在漏率、環(huán)境適應(yīng)性方面均可有一定的耐受能力。為了驗(yàn)證此觀點(diǎn),按照本焊接方法制備了2只杜瓦結(jié)構(gòu),進(jìn)行了環(huán)境適應(yīng)性驗(yàn)證。焊縫照片如圖6所示。

圖6 焊縫照片
4 杜瓦結(jié)構(gòu)焊接試驗(yàn)
4.1 焊接結(jié)構(gòu)設(shè)計(jì)及工藝設(shè)計(jì)
采用某型探測器杜瓦結(jié)構(gòu)作為試驗(yàn)對象,對杜瓦冷指/冷臺部分進(jìn)行結(jié)構(gòu)設(shè)計(jì)(杜瓦部件的其他部位未做改變,在此不再附圖),如圖7所示。
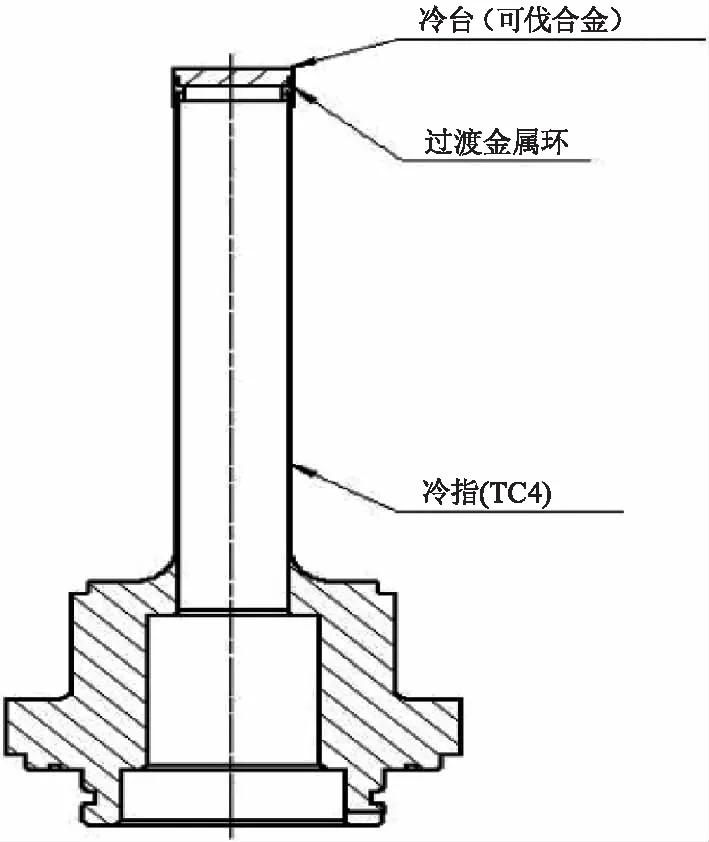
圖7 焊接結(jié)構(gòu)簡圖
由于圖7結(jié)構(gòu)中的冷指零件的壁厚很小(區(qū)別于第三節(jié)中的試驗(yàn)樣品),因此需要對焊接工藝參數(shù)進(jìn)行微調(diào),具體焊接工藝參數(shù)如下:焊接速度為15 mm/s;主束流為1 mA;焊接真空度優(yōu)于1.0×10-3Pa;焊前使用超聲波清洗機(jī)對金屬零件去油去脂清洗。焊接完成后進(jìn)行溫度沖擊試驗(yàn)及漏率檢測。
4.2 溫度沖擊實(shí)驗(yàn)
為了檢驗(yàn)本方法焊縫承受高低溫變化的能力,根據(jù)制冷型紅外探測器使用環(huán)境條件及GJB7398-2011中4.6.4的規(guī)定,制定溫度沖擊實(shí)驗(yàn)方案如下:
將實(shí)驗(yàn)件置入60 ℃烘箱內(nèi)保溫10 min,取出后馬上置入液氮(-196 ℃)內(nèi)30 s,然后將實(shí)驗(yàn)件再次置入60 ℃烘箱內(nèi),依此循環(huán)。
循環(huán)次數(shù):500~1000 cyc;
檢驗(yàn)要求:每間隔一定循環(huán)次數(shù)進(jìn)行一次漏率檢測,樣品漏率優(yōu)于1.0×10-10mbar·L·s-1;
試驗(yàn)結(jié)果如表2所示。截止目前完成635 cyc,總計(jì)進(jìn)行了14次漏率檢測,2只焊接樣品漏率均優(yōu)于5.0×10-11mbar·L·s-1(受設(shè)備能力限制,只能顯示此數(shù)值),滿足杜瓦結(jié)構(gòu)的漏率要求。
采用本工藝制備的杜瓦結(jié)構(gòu)的紅外探測器可以無故障開關(guān)機(jī)635次以上,可滿足一般紅瓦探測器要求。本試驗(yàn)后續(xù)將會持續(xù)進(jìn)行,目標(biāo)值1000 cyc。

表2 溫度循環(huán)后漏率測試結(jié)果
4.3 試驗(yàn)結(jié)論
根據(jù)本次試驗(yàn),可以得到以下結(jié)論:
(1)經(jīng)60~-196 ℃溫度沖擊635 cyc后,經(jīng)檢漏儀檢漏,焊縫氣密性優(yōu)良;
(2)該焊接方法可滿足制冷型紅外探測器使用。
5 總 結(jié)
在制冷型紅外探測器杜瓦結(jié)構(gòu)設(shè)計(jì)制造方向,提供了一種新的設(shè)計(jì)思路。在后續(xù)的杜瓦結(jié)構(gòu)制備工藝中,遇到類似的問題,可以采用相同的辦法進(jìn)行解決。通過在TC4材料和可伐合金之間添加過渡金屬的方式,實(shí)現(xiàn)了兩種金屬的真空電子束熔化焊接。該種焊接方法可以在一定程度上取代高真空釬焊,提高了生產(chǎn)效率。在后續(xù),將針對本方法的力學(xué)環(huán)境適應(yīng)性、綜合環(huán)境適應(yīng)性進(jìn)行考核,評價(jià)其適用范圍,盡快應(yīng)用到杜瓦結(jié)構(gòu)制造工藝中。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07