基于控制圖的絞吸船橫移挖泥操作參數范圍設定
2020-04-09 06:19:14鄭凱
水運工程 2020年3期
鄭 凱
(中交天航濱海環保浚航工程有限公司,天津 300450)
絞吸挖泥船挖泥操作參數一般在試挖后結合經驗進行確定,這種經驗式的挖泥參數設定方法很難對挖泥操作過程進行嚴格控制,不可避免地出現隨意性和盲目性操作,即使出現異常操作,也不易追查問題原因。因此為彌補依靠人經驗判斷的不足,增加駕駛員挖泥操作的可衡量性和科學性就必須采取科學的方法控制挖泥過程。
統計過程控制(statistical process control,SPC)是一種借助數理統計方法進行過程控制的工具,它對生產過程進行分析評價,根據反饋信息及時發現系統性因素出現的征兆,并采取措施以消除其影響,使過程維持在僅受隨機性因素影響的受控狀態,以達到控制質量的目的。通過借鑒控制圖在定額管理、檢測結果質量控制、生產工藝參數、測量標準質量控制等領域的應用,創新地將該種統計方法應用于船舶施工中,利用控制圖對絞吸船橫移挖泥操作過程中絞刀壓力和水下泵吸入真空兩個參數范圍進行設定,從而對挖泥操作參數進行實時控制,有助于在出現異常情況時及時追查原因并處理。利用控制上限和下限來設定挖泥操作參數,可為船員操作提供參考,有助于船員操作的標準化,并提供改善的基礎,進而提高船舶生產率。
1 絞吸挖泥船橫移挖泥操作特點
疏浚施工的挖泥操作屬于水下工程,其最大特點是“看不見、摸不著”。操作過程中,駕駛員可以參考儀表反映出的參數信號,對駕駛臺相關操作手柄、旋鈕和撥鈕實現挖泥操作。橫移時,一般結合絞刀壓力、吸入真空值、排出壓力值及流速等參數判斷實際挖泥狀況。當儀表指針接近參數范圍上限而仍有上升趨勢時,應降低橫移速度;當儀表指針接近參數范圍下限而仍有下降趨勢時,應提高橫移速度。橫移過程主要關注的參數是:
1)絞刀壓力和吸入真空。由于儀表尤其是濃度儀表的反應滯后,而絞刀壓力和吸入真空反應相對較快,因此在橫移過程中,當其他挖泥參數在正常范圍內時,主要關注絞刀壓力和吸入真空參數來調整橫移速度。
2)濃度和流速。工程條件確定時,流速由濃度決定,濃度與真空度相關,控制思路為:以橫移速度保持真空的穩定,據真空變化調整橫移速度,從而實現穩定的流速和排壓。平穩的高產量取決于合理的流速和持續較高的濃度,單獨的高濃度或高流速,難以保持高生產率。
2 橫移挖泥操作參數控制圖的繪制方法
2.1 參數控制圖的數據選取原則
橫移挖泥操作參數數據主要來源于計算機監控系統所記錄的實時數據。在進行挖泥操作的過程中,計算機監控系統每2 s記錄1次。挖泥操作一般可分解為橫移、換向、倒臺車和移錨等工序。針對不同工序必須從大量的數據中篩選出適用的數據進行分析。
2.1.1數據篩選原則
1)工況條件一致。數據應選自同一艘挖泥船在相同的施工區域,可以保證施工土質等級相近、施工環境相似。2)操作平穩,具有連續性。3)產量持續維持在正常水平,排除發生意外停機或故障時的數據。4)同一挖泥深度的橫移數據。選取臺車行程無變化并且絞刀深度相近的數據。
2.1.2控制圖參數數據的選取
選擇絞刀壓力和水下泵吸入真空兩個參數數據繪制控制圖[1]。橫移是實現挖泥的主要工序,橫移過程中重點關注絞刀壓力、吸入真空等參數,結合實際工況變化調整橫移速度,目標是獲得持續較高的濃度和流速,實現較高的生產率。
2.2 參數范圍設定方法
2.2.1控制圖的原理
控制圖是用來分析和判斷過程是否處于穩定狀態并帶有控制界限的圖形。控制圖法是一種將顯著性檢驗的統計原理應用于控制生產過程的圖形方法,是將過程核查數據畫到有預定控制界限的控制圖上,若數據處于控制界限以內,表明測量過程處于統計控制狀態;反之就是過程失控,應采取糾正措施直到再受控。
1)控制界限的設定。在統計原理中,一組數據服從正態分布,則有99.73%在μ±3σ(μ為期望值,σ為標準差)的范圍內。根據正態分布的性質,取μ±3σ作為控制圖的控制界限,這樣參數值出現在界限以外的概率為0.27%,如果在橫移操作過程中有參數值超過界限以外,就可以判定為異常[2]。控制界限的一般公式為:
UCL=E(x)+3σ(x)
(1)
LCL=E(x)-3σ(x)
(2)
CL=E(x)
(3)
式中:UCL 為單側上界;LCL 為單側下界;CL為中心線;E(x)為期望值;σ(x)為標準差。
2)控制圖的選擇。根據控制圖控制的數據不同,可以分為兩大類,即計量值控制圖和計數值控制圖。橫移挖泥操作參數屬于計量值,因此適用于計量值控制圖[3]。計量值控制圖又分為平均值-極差控制圖、單值-移動極差控制圖以及中位數-極差控制圖。根據橫移挖泥操作參數數據特點,選擇單值-移動極差控制圖,單值控制圖用于控制平均值,極差控制圖用于控制離散程度。
每批樣本中只包含1個數據,即n=1的情況下,可以采用單值-移動極差控制圖分析工藝過程的統計受控狀態。移動極差指相鄰兩批數據之差的絕對值。將移動極差值標示在控制圖上就是單值-移動極差控制圖。控制界限的一般公式為:
單值圖:
CL=X
(4)
UCL=X+E2Rs
(5)
LCL=X-E2Rs
(6)
式中:X為過程均值;Rs為移動平均極差;E2為常數。
移動極差圖:
CL=Rs
(7)
UCL=D4Rs
(8)
LCL=D3Rs
(9)
式中:D4、D3為常數。各常數取值見表1。
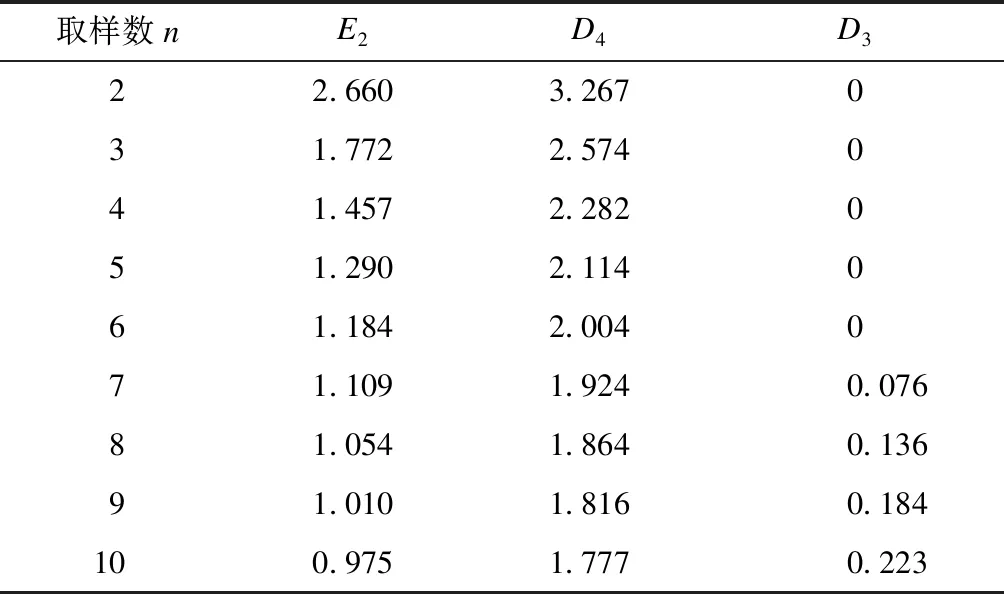
表1 單值-極差控制圖的常用系數
2.2.2參數范圍設定過程
1)整理數據。按照上文數據篩選原則篩選數據后,按不同船員的操作數據進行分類整理。
2)船員操作水平對比。利用不同船員的生產效率數據繪制直方圖,對比操作差異,選取生產效率均值較大、離散程度較小的船員作為標桿。
3)利用標桿船員在橫移操作過程的絞刀電壓和水下泵吸入真空數據計算控制界限,繪制單值-移動極差控制圖[4]。
3 實例
3.1 工況條件
工程地點屬盤錦航道,土質3~4級,分2層進行施工,第1層挖深為7.5 m,第2層挖深為10.0~11.5 m。水上、水下管線長分別為900、3 050 m,陸地管線長168 m,總長為4 118 m。使用水下泥泵+艙內2#泥泵的泵機組合;絞刀轉速為25~30 rmin,絞刀壓力為9~15 MPa,水下泥泵轉速為940~950 rmin,2#泵柴油機轉速為910~940 rmin,負荷65%~75%,水下泵功率為1 300~1 600 kW,真空-70~-30 kPa,流速4.0~5.0 ms,泥漿濃度20%~50%,橫移速度5~15 mmin。
3.2 數據整理
1)選取船員A和B在一個班次(6 h)的操作數據。
2)參數:臺車行程、絞刀深度、絞刀壓力、水下泵吸入真空、生產率。
3)臺車行程穩定,絞刀深度為9 m,生產率大于5 000 m3h。
3.3 船員A和船員B的生產率對比
船員A和B的生產率見圖1。由圖可知,船員A和B的平均生產率相近,船員B為8 487 m3h,稍高于船員A,船員B生產率的標準差為593.4 m3h,遠小于船員A的777.2 m3h,說明船員B的橫移操作較為穩定,因此將船員B的橫移操作作為橫移操作的標桿。
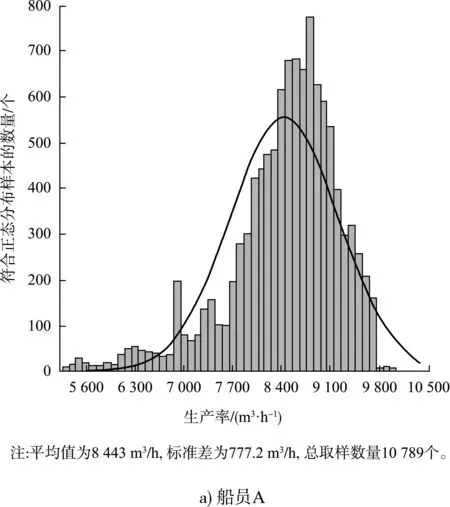
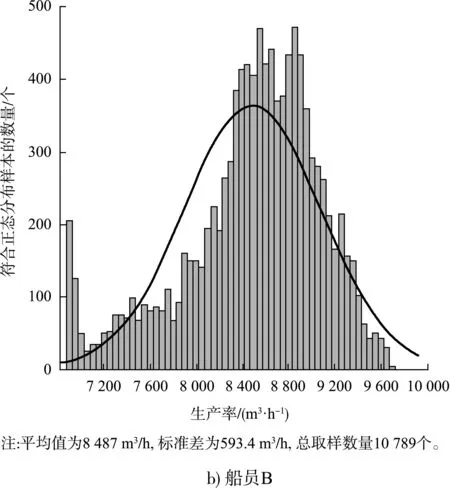
圖1 船員A和B 的生產率
3.4 計算控制界限并繪制控制圖
3.4.1絞刀壓力單值-移動極差控制界限及控制圖
1)單值控制界限及控制圖[5]。UCL=X+2.66Rs=1 189 kPa,LCL=X-2.66Rs=1 033 kPa,CL=X=1 111 kPa由計算控制上下限得知,在進行橫移操作時,絞刀壓力參數值范圍為[1 033 kPa,1 111 kPa],控制圖見圖2。
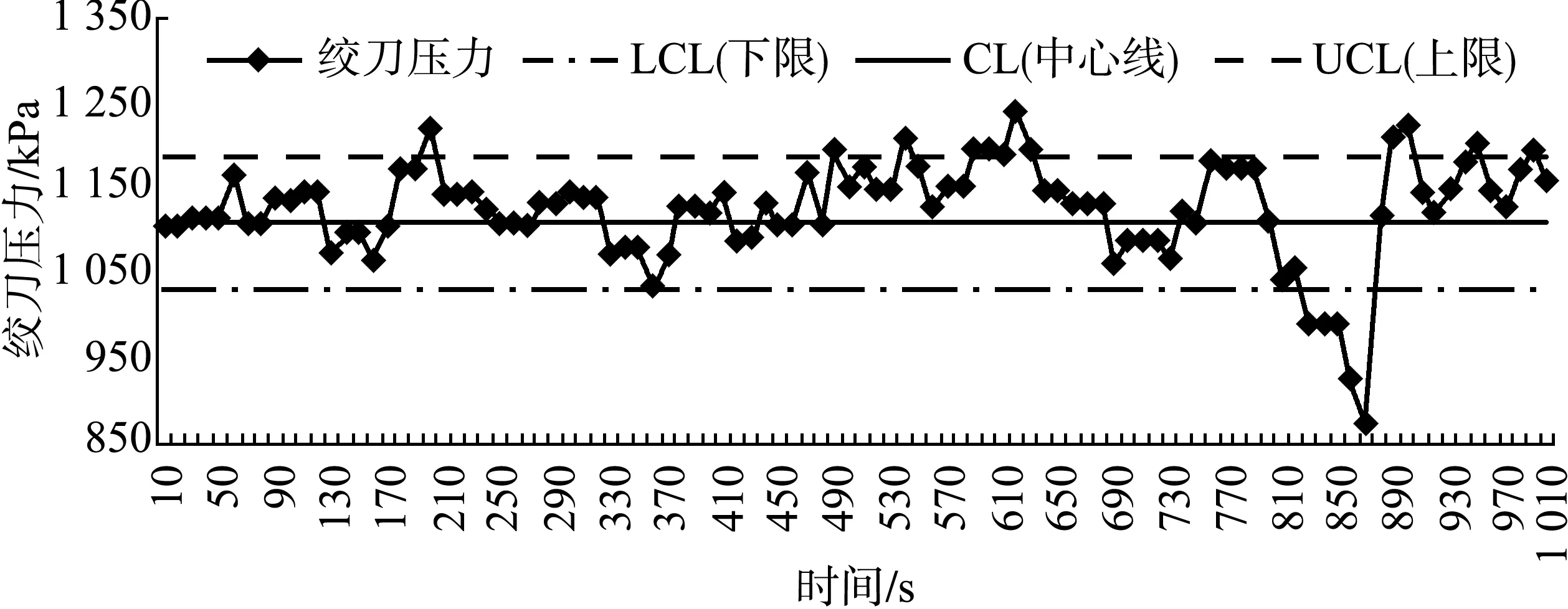
圖2 絞刀電壓單值控制圖
2)移動極差控制界限及控制圖。UCL=3.27Rs=96 kPa,LCL=0,CL=Rs=29 kPa。通過計算移動極差控制限得知,中心線為29 kPa,移動極差在96 kPa以內,控制圖見圖3。
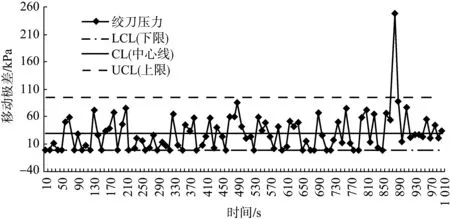
圖3 絞刀壓力移動極差控制圖
3.4.2水下泵吸入真空單值-移動極差控制界限及控制圖
1)單值控制界限及控制圖。UCL=X+2.66·Rs=-27 kPa,LCL=X-2.66Rs=-49 kPa,CL=X=-38 kPa。由計算控制上下限得知,水下泵吸入真空參數值范圍為[-27 kPa,-49 kPa],控制圖見圖4。

圖4 水下泵吸入真空單值控制圖
2)移動極差控制界限及控制圖。UCL=3.27Rs=13 kPa,LCL=0,CL=Rs=4 kPa。由移動極差控制限得知,連續2次操作時應保持水下泵吸入真空值波動在13 kPa以內,控制圖見圖5。
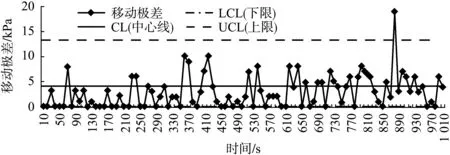
圖5 水下泵吸入真空移動極差控制圖
移動極差控制圖與通常的極差控制圖相對應,用于判斷工藝參數分散性的變化情況是否處于統計受控狀態。在每批只有一個數據的情況下,同時使用單值控制圖和移動極差控制圖就可以同時檢測工藝參數中心值和分散性的起伏變化是否處于統計受控狀態,通過控制圖使量化數據可視化,便于駕駛員進行施工過程中的參數控制。
4 結論
1)由計算控制上下限得知,進行橫移操作,絞刀壓力參數值范圍為[1 033 kPa,11.89 kPa],一般將絞刀電壓控制在1 111 kPa左右。
2)由移動極差控制限得知,連續左右橫移操作時應保持絞刀壓力波動在96 kPa以內。
3)水下泵吸入真空參數值范圍為[-49 kPa,-27 kPa],一般將水下泵吸入真空值控制在-38 kPa左右。
4)由移動極差控制限得知,連續左右橫移時應保持水下泵吸入真空波動在13 kPa以內。
