隧道掘進機上的一種新型鎖緊式刀箱
2020-04-10 03:29:30張凌戈強張愛武孔祥權
鑿巖機械氣動工具 2020年1期
關鍵詞:示意圖
張凌,戈強,張愛武,孔祥權
(1.吉林省維爾特隧道裝備有限公司,吉林 吉林市132011;2.吉林省盾構與掘進刀具技術重點實驗室,吉林 吉林市132011)
0 前言
刀箱是隧道掘進機刀具的載體。根據滾刀的破巖機理,在滾刀破巖的作用下,產生較大的沖擊及震動,沖擊和震動通過滾刀的刀軸、端蓋、支架或卡塊等零部件傳遞到刀座上,再通過刀座傳遞到刀盤上。因此刀箱在內外刀座板焊接過程中坡口很寬、很深,且受刀箱的結構與刀盤配合等的影響,刀箱內外刀座板為兩種截然不同的材料,焊接過程中很容易出現以下缺陷:
(a)焊接殘余變形;
(b)焊接裂紋;
(c)焊接接頭缺陷。如:裂紋、夾渣、未熔透、未熔合、焊瘤、內、外部氣孔、咬邊等。以往施工現場刀箱失效時,需要使用氣刨的方式將損壞的刀箱內刀座板從外刀座板中移除。因內、外刀座板的焊接量較大且焊道較深,刨除一個內刀座板大致需要4~5個小時,一組刀箱為兩個內刀座板,刨除一對內刀座板大致需要8~10小時;新的內刀座板需打磨、拋光處理后方可安裝、定位,大致需要1~2小時;刀箱定位完成后進行刀箱內、外刀座板的焊接,大致6~7小時/每個,兩個內刀座板焊接時間為12~14小時,更換一組刀箱總共需要21~25小時,且焊接合格率較低。刀箱更換過程中,需要外聘專業技術等級較高的焊接和裝配人員,而且還需要施工現場設備維護人員進行輔助才能完成。刀箱更換中的人工成本較高,以焊工為例,更換一組刀箱大致需要兩個焊工,每個焊工350元/8小時,更換時間以24小時為例,更換一組刀箱焊工成本大致需要2000多元。
為了解決上述問題,降低更換刀箱的成本,公司專業技術人員經過長期刻苦攻關,對現有刀箱進行了技術改造,通過使用楔塊鎖緊及鎖緊螺栓,將刀箱內外刀座進行固定,無需焊接,從根本上改變了刀箱內外刀座板的安裝方式。
1 新型刀箱的結構特點
使用新型刀箱,在工廠組裝或施工現場更換時,不需焊接,只需使用刀箱楔塊、鎖緊螺栓將刀箱的內刀座固定在刀箱的外刀座板中即可,從本質上改變了刀箱內外刀座板的連接形式,從而杜絕了刀箱組裝、現場更換過程中的缺陷和問題的發生,提高了刀箱生產、更換的效率。使用新型的楔塊壓緊式刀箱后,當刀箱發生失效時,只需將刀箱內刀座板螺栓和楔塊螺栓松動、取出螺栓和刀箱楔塊,移除刀箱內刀座板,安裝新的內刀座板、刀箱楔塊,然后使用螺栓進行緊固即可,因更改后的刀箱外刀座板帶定位功能,所以,不需繁瑣的定位過程,刀箱更換時間總共大致為1~2小時。
2 新型刀箱的工藝流程
(一)刀箱部件組成
由外刀座板、內刀座板、刀座連接板、刀箱楔塊和M20×110 螺栓組成。
(二)新舊刀箱材料對照,見表1。
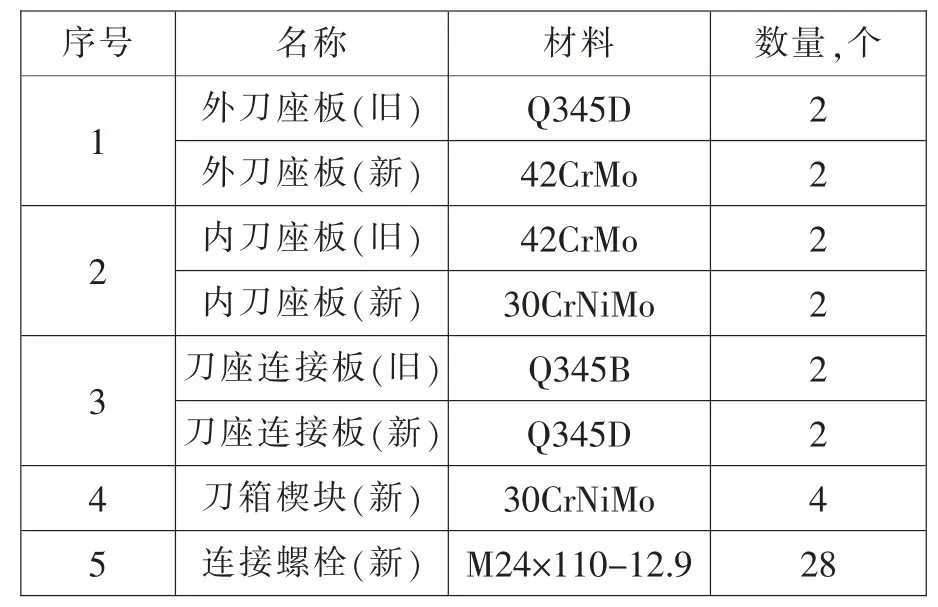
表1 新舊刀箱材料對照表
(三)42CrMo與30CrNiMo力學性能對照,見表2。
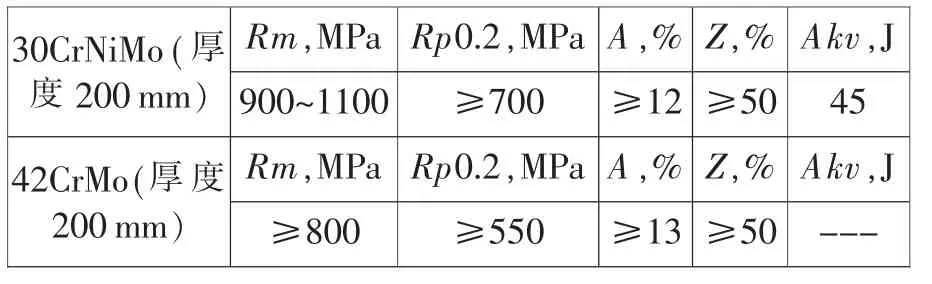
表2 新舊刀箱材料力學性能對照表
由表可見,新刀箱內外刀座板材料性能均優于舊刀箱,因此能夠滿足裝配要求。
(四)新型刀箱的生產流程
外刀座板、內刀座板、刀箱楔塊的加工流程:下料→退火→粗加工→淬火→回火→精加工成型。
將加工完成的外刀座板(見圖1)、內刀座板(見圖2)各一個拼裝在一起,使用刀箱楔塊(見圖3)兩個,這里楔塊起到鎖緊和定位的作用,通過六根螺栓將兩個刀座板楔緊,使用八顆螺栓將內刀座板另一端與外刀座板緊固,見圖4。
在實際使用中,其尺寸應根據所使用的TBM刀盤的具體規格進行設計,其鎖緊力可根據具體的鎖緊要求,采用不同規格、尺寸的鎖緊楔塊和鎖緊螺栓實現。本鎖緊式刀箱適用于各種類型隧道掘進機刀盤,只要按結構樣式重新設計尺寸即可。
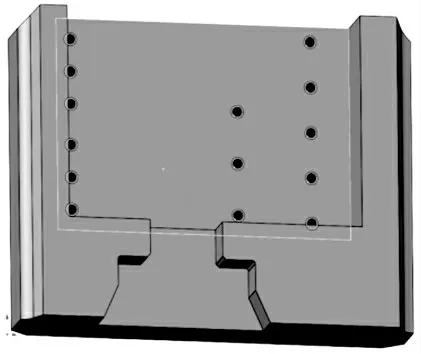
圖1 外刀座板示意圖
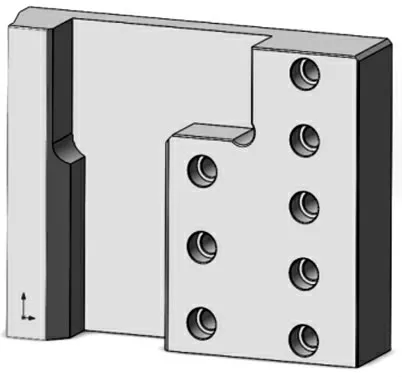
圖2 內刀座板示意圖
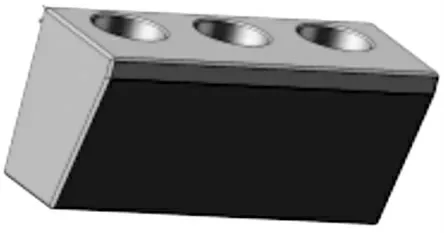
圖3 刀箱楔塊示意圖
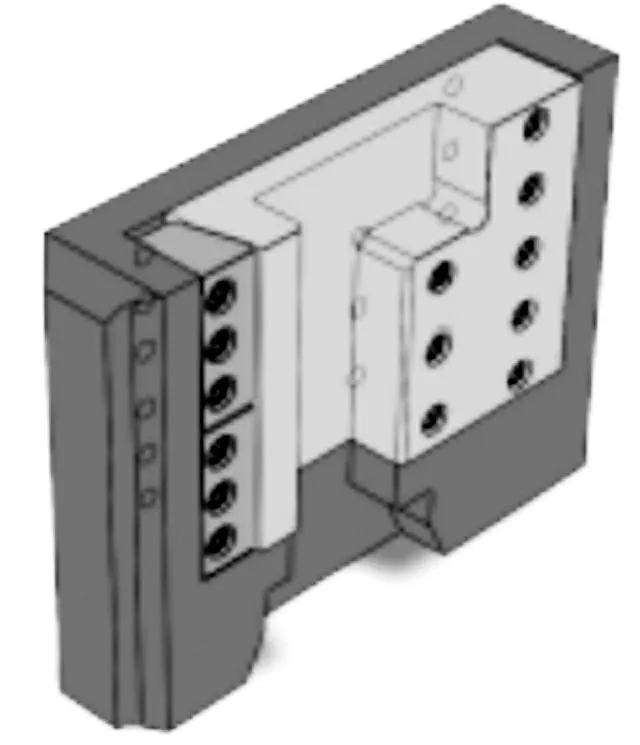
圖4 刀箱主體示意圖
3 結語
一種新型鎖緊刀箱的應用,從根本上改變了傳統意義上刀座的安裝方式,在TBM施工過程中,更換一個刀箱僅需40~60分鐘的時間,將組對完成的刀箱左右兩個組合體通過定位工裝組對,然后焊接刀箱連接板,一個整體刀箱制作完成大概需要2~2.5小時。極大地方便了施工現場刀箱的更換,提高效率10倍以上,是一種高效低廉的刀箱安裝方式,從根本上保證了工程施工的進度,具有廣泛的市場前景。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20
