焦度計計量檢定與故障分析
2020-04-27 03:57:08周強
科學技術創新 2020年7期
關鍵詞:故障
周強
(大慶市質量技術監督檢驗檢測中心,黑龍江 大慶163000)
焦度計是眼鏡配制過程中至關重要的一個工具, 其主要作用是確定柱鏡片的位置方向、測量鏡片的棱鏡度以及頂焦度等數值是否準確,以保證鏡片可以正確安裝在鏡框當中。目前我國眼鏡配制行業采用的焦度計主要有兩種, 一種是自動顯示類型的焦度計,一種是人工目視類型的焦度計,不同類型焦度計在使用過程中可能發生的故障問題及其處理方法存在一定差異,相關工作人員需對期間進行全面而充分的把握, 這樣才能最大程度保證眼鏡配制的精確度,從而有效保護近視人群的視力健康。
1 自動顯示式焦度計的計量檢定與故障分析
1.1 自動成像模糊或初始讀數不歸零
自動顯示式焦度計的成像模糊問題和初始讀數不歸零問題是比較常見的故障類型, 分析其發生原因和解決辦法主要可以從以下兩個方面入手:其一是焦度計在長期使用過程中,器具內部難免會落入一些灰塵等雜質, 這樣即便是焦度計支座沒有放置鏡片等物質,初始數據仍然會有一定的數值。針對這種故障問題, 只要把焦度計的支座帽拆卸下來后用干凈柔軟的布對其進行擦拭干凈即可消除。其二是焦度計在使用或存放過程中手法不當, 也可能會使其受到周圍環境的影響導致初始計量數據失真,比如空氣潮濕情況下焦度計表面會積聚一定的水氣,或者在取放焦度計時候手上沾了油污等, 都會讓支座的初始計數發生變化,或者導致自動成像模糊。針對這一故障,可以用棉球蘸取少量的酒精對焦度計外部結構進行輕輕擦拭, 待酒精揮發干凈后相關參數便可恢復正常。
1.2 焦度計計量結果偏差比較大
我國對于焦度計的計量檢定是有嚴格的規范標準的, 要求焦度計中心標記的偏差不得超過0.4 毫米。產生這種偏差的主要原因是由于焦度計長期使用受到磨損導致的, 本文通過對同類型同質量的鏡片使用標準焦度計和磨損焦度計進行計量后發現,不同磨損程度的焦度計其計量偏差存在一定規律性差異,具體數據見表1。
對表1 數據進行分析后可以發現, 當焦度計蓋帽存在磨損現象的時候,在一定的磨損范圍內,其計量檢定結果仍然是符合相關要求的,但是如果磨損程度再大一些,其計量結果就會超出偏差允許范圍。針對自動顯示式焦度計的該類故障問題,主要可以從以下三個方面分析其具體的故障成因以及采取解決措施:其一是焦度計使用頻率比較高,其支座磨損較為嚴重,所以會存在不同程度的傾斜現象, 這樣在進行鏡片計量時就會受到高度不平衡影響而導致其他一系列計量數據產生偏差。針對該種故障問題需要及時更換制作的蓋帽構件。其二是焦度計在長期使用過程中,各活動零件可能出現一定的松動問題,導致計量構件出現位置偏差,進而影響計量精度。針對該種故障問題,需要及時檢查相關螺絲, 在把計量器具構件調整到合適位置后擰緊螺絲即可。其三是工作人員在使用或挪動焦度計的過程中可能由于保護不到位而使其受到了振動或撞擊, 也會造成構件位移,形成數據偏差。此時就要進行必要的零件更換,情況嚴重的需要將整個焦度計返回廠家進行專業修理。
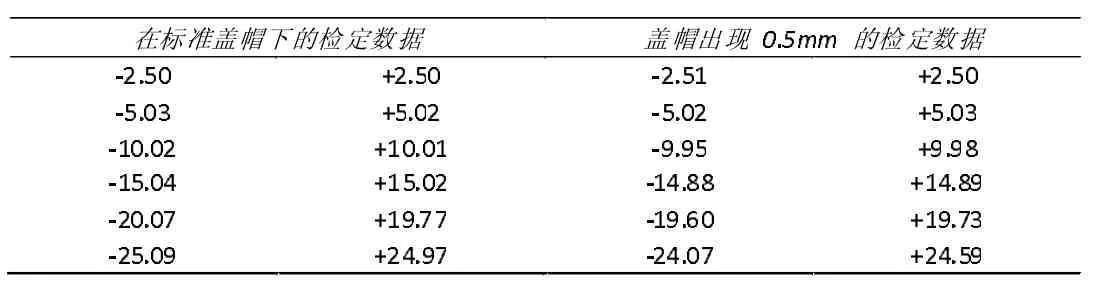
表1 標準蓋帽及磨損蓋帽檢定數據對照表
1.3 顯示數值的偏差
自動顯示式焦度計如果顯示的數值存在偏差,其主要原因和解決辦法應當可以分為以下幾種: 第一種可能性是焦度計使用周期比較久或者使用頻率比較高,使器具出現了一定磨損。解決該問題要先對焦度計計量支座的磨損情況進行確認, 對于磨損程度比較輕的,可以使用保護貼片進行修正,對于磨損程度比較嚴重的,則要及時更換支座。第二種可能性是焦度計支座內部進入了灰塵等雜質, 使其無法正常顯示計量數據。針對該種情況,只要定期對其進行清潔保養即可。第三種可能性是,使用焦度計時的環境條件不合格, 比如強光環境等。因為較強光線條件下,焦度計對于鏡片的計量可能受光線影響而讀取到錯誤的位置或角度信息,而光線的變化則會使數值處于不穩定狀態。所以工作人員在使用焦度計時應當注意盡量選擇沒有強光直射的房間。
2 目視式焦度計的計量檢定與故障分析
2.1 燈泡不亮
燈泡是目視式焦度計的關鍵零件之一, 也是最基礎的零件,只有燈泡能夠正常使用,工作人員才能看清鏡片的位置、角度等,從而準確對其進行校對調整, 而燈泡不亮會直接導致焦度計無法使用。針對該種故障情況的處理,首先需要檢查電源是否正常連通有效,其次檢查燈泡本身和保險絲是否存在故障,針對具體的故障原因再采取相應的應對措施即可。
2.2 初始值的位移
目視式焦度計長時間使用后通常都會存在初始值位移的通病,解決該類問題時需要先松動固定螺絲,將初始值歸零后再重新擰緊進行計量。
2.3 分劃板偏差
目視式焦度計在出現磨損后有可能還會導致零件發生位移或者之間出現空隙,比如分劃板松動,形成計量數據偏差。另外焦度計加工質量的優劣也會影響分劃板穩定性。當焦度計出現分劃板偏差的時候,工作人員需要及時對其進行調整,直到分劃板中心位置回歸原本的位置, 通常這個調整過程需要經過多次才能完成,完成后還需要用螺絲將其固定好,假如出現個別無法有效調整的情況,則需要將整體零件更換掉。
2.4 手輪出現死區
目視焦度計使用過程中,需要反復調整手輪位置,以便對鏡片進行計量定位, 但是手輪轉動必然會導致相應部位的螺絲出現不同程度的松動, 久而久之容易形成手輪死區。針對這種故障,需要先將固定螺絲徹底拆卸下來,然后手動把手輪零刻度線與直針對其,再重新把螺絲擰緊。如果這樣仍未能解決問題,可以再把手輪側面的螺絲拆卸下來, 把相應的刻度盤和轉軸分離后重新進行位置調整,并在校對零位準確后重新完成安裝。
2.5 顯示數值的誤差
當目視式焦度計的長時間使用后, 這使得齒輪由于受到磨損導致許多零件出現變形或者是位移, 這些都造成了顯示數值的誤差。這需要將目視式焦度計的固定螺絲進行擰松,然后將其讀數與零位相對,在將螺絲固定。
3 焦度計計量檢定的正確操作
通過上文可以看出, 焦度計的大部分故障是由于人工操作不當,這也說明焦度計在進行操控上是有嚴格的流程的,只有將焦度計進行規范使用,才能配得一副合格的眼鏡。以下為規范的焦度計使用方法:首先,在進行計量之前,最開始的工作就是需要將焦度計的開關進行開啟,然后將焦度計進入到預熱的時期,但進行預熱時,要將時間進行嚴格的把控,這有預熱到相應時間后,才能進行眼鏡配裝的工作。其次,在進行眼鏡配裝工作時,要求工作人員在焦度計的前面,保持正坐狀態,然后將鏡片安置在焦度計相應位置上,雙眼要與位置保持平視,然后,放下鏡片的固定器,使眼鏡可以按照相應規范得到固定。第三,當眼鏡固定后,將移動柄進行扭轉,使得鏡片臺與眼鏡結合牢固,另外,需要相關人員將眼鏡扶住,使得眼鏡可以保持在水平狀態。此時,需要將眼鏡中心點與焦度計上十字線進行重疊,重疊后,按下相應按鈕,這時頂焦度的數值就可以顯示出來。在此之前需要注意的,就是檢測鏡片的順序,這主要是結合實際情況進行的。
4 結論
經過以上分析闡述可以發現,焦度計計量檢定過程中會受到多種因素影響導致發生各種各樣的故障, 影響計量結果的準確性。所以相關眼鏡配制工作人員除了在掌握焦度計的正確使用方法以及養護方法之外,同時也需要深入了解其運作原理,并對其可能發生的故障類型和每種故障情況對應的解決方法加以掌握,這樣才能在第一時間發現焦度計的計量異常問題,并給予有效修復,從而提高眼鏡配制質量。
猜你喜歡
汽車維修與保養(2019年7期)2020-01-06 03:30:42
汽車維護與修理(2016年10期)2016-07-10 08:17:41
鐵道通信信號(2016年4期)2016-06-01 12:10:19
電測與儀表(2016年5期)2016-04-22 01:13:50
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年8期)2015-04-17 03:32:52
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年7期)2015-04-17 02:12:40
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39
