微束等離子弧焊氣體流量配比的數值模擬
2020-04-29 10:55:20何建萍張濟楠
智能計算機與應用 2020年2期
張 兵, 何建萍, 張濟楠
(上海工程技術大學 材料工程學院, 上海 201620)
0 引 言
微束等離子弧焊(焊接電流小于30 A),是一種熔入型焊接[1-3]。微束等離子弧焊采用小孔徑壓縮噴嘴,電弧形式為混合型等離子弧,即轉移弧和非轉移弧同時存在[4]。等離子電弧受到3種壓縮效應:機械壓縮、熱壓縮和磁壓縮,具有電弧弧柱溫度高、熱量集中、效率高、工件變形小的特點,因此微束等離子弧焊經常應用在精密儀器、航空航天、醫療器械等高精度焊接領域[5-6]。
電弧是離子氣在高電壓和強電場下電離放電現象,由焊接電源直接供給能量[7]。在焊接過程中,電弧直接提供熱源,電弧的溫度變化會影響工件熔池的形成,而不同的離子氣和保護氣之間的配比關系,將會影響氣體的電離度和工件的保護效果,進而影響焊縫成形質量。利用ANSYS先對小弧(非轉移弧)進行數值模擬,其結果再以載荷的形式加載到主弧(轉移弧)上進行耦合,通過不同離子氣和保護氣流量的不同配比,從電弧溫度場、流場、電弧壓力以及電磁力方面入手進行數值計算分析,對研究直流微束等離子弧焊電弧與氣流量的關系的多樣性和復雜性提供了重要的參考價值。
1 等離子弧焊數學模型的建立
1.1 基本假設
(1)等離子弧是連續、穩定、軸對稱的。
(2)電弧處于局部熱動態平衡(LTE)。
(3)電弧處于光學薄且處于不可壓縮的層流狀態。
(4)忽略電弧因為光輻射而散失的熱量。
(5)電弧區的氣體為純氬。
基于基本假設,建立等離子弧的二維一半數學幾何模型的,如圖1所示。圖1中,區域ABGF為鎢棒,EJ為噴嘴的內壁面,CD為工件上表面,FE為離子氣入口,JI為保護氣入口,ID為保護氣出口。由于微束等離子弧焊的維弧主要在鎢棒和噴嘴內壁之間燃燒,在計算維弧電磁場時選取AEJH區域,流場計算區域為BGFEJIDC。

圖1 電弧的數學幾何模型
1.2 控制方程
電弧是在陽極和陰極之間高電壓和強電場下的一種電離現象,在電弧的計算過程中,必須用到磁流體的動力學方程。
質量連續方程可表示為:
(1)
質量守恒方程可表示為:

(2)
能量守恒方程可表示為:

(3)

電磁場邊界條件:鎢棒端面BG處的電流值I=0.5 A,噴嘴內壁EI處電勢為0,電弧軸對稱線設為BC磁感應強度為B的垂直邊界。
溫度場邊界條件:鎢棒端面BG和FG溫度分布隨時間遞增見式(1),噴嘴內壁EI,離子氣入口EF及出口CD。
流場邊界條件:鎢棒端面BG和GF、噴嘴內壁面EJ以及工件表面CD均設為光滑,保護氣體出口ID處的相對壓強為0,電弧軸對稱面BC處的y方向上的速度分量為0,離子氣入口EF處的x和y方向的離子氣流量均為0 L/min,z方向的離子氣流量根據電流參數的不同進行設置。保護氣入口JI處的x和y方向的保護氣流量均為0 L/min,z方向的氣流量根據離子氣流量的大小做相應的調整。
2 有限元分析
根據圖1的幾何模型,先對維弧(小弧)物理過程進行數值模擬分析,在此計算基礎上,得到維弧各個物理場分析的結果文件,其中包括維弧的溫度場、電磁場、電弧壓力以及流場的數據結果,然后再將這些結果文件作為新的環境載荷加載到主弧上,對微束等離子弧焊維弧-主弧進行耦合。其中,鎢棒的直徑為1 mm,鎢棒內縮噴嘴2 mm,噴嘴離工件2 mm,鎢棒錐度60°,噴嘴直徑1 mm。電弧有限元模型如圖2所示。

圖2 電弧有限元模型
3 計算結果與分析
實驗研究發現,當焊接電流不變時,隨著離子氣流量的增大,電弧的弧柱先由倒圓錐形電弧變為圓柱形電弧,再變為蘑菇底圓柱電弧。焊接電流為0.5 A時,氣流量的配比分別為0.1/3.5 L/min和0.5/3.5 L/min以及焊接電流為4 A下氣流量配比為0.5/3.5 L/min和1.0/3.5 L/min進行探討。探討分析詳情如下。
3.1 不同氣體配比維弧-主弧溫度場分布特征
焊接電流0.5 A時的氣體配比維弧-主弧溫度場分布特征如圖3所示。
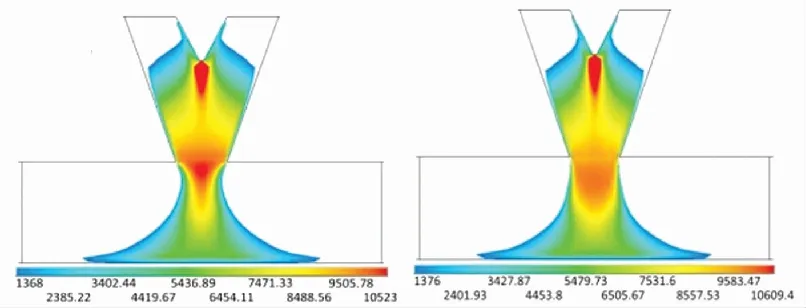
(a) 0.1/3.5 (b) 0.5/3.5
Fig. 3 Temperature field of non-transferred arc coupled with transferred arc in different Ion gas flow/protection gas flow (0.5 A current)
由圖3可以看出,氣體配比在0.1/3.5時,噴嘴下方較高溫度區域很窄,溫度較低。當氣體配比增加到0.5/3.5時,噴嘴對電弧的壓縮作用增強,溫度分布更加集中,最高溫度由10 523 K升到10 609 K。靠近噴嘴出口處,隨著氣體配比由0.1/3.5到0.5/3.5的變化,電弧逐漸向兩側擴展,高溫區域變大,而圖3(a)中電弧很窄很瘦,電離度也不夠,因此離子氣流量還應該適當提高。
3.2 不同氣體配比維弧-主弧流場分布特征
在微束等離子弧焊接過程中,有2種氣體存在,即保護氣和離子氣。2種氣體的流動形態分為湍流和層流,或者2種形態同時存在。當離子氣與保護氣之間是層流時,保護氣對離子氣起著保護作用,不受外界空氣的干擾,同時保護工件避免在高溫下被氧化影響工件對接接頭的力學性能。由3.1節中溫度場的分布特征可知,氣體配比不同,最高溫度和溫度分布也不同,必然影響氣體流速。
如圖4所示,在焊接電流0.5 A,氣體配比0.1/3.5和0.5/3.5對應的流場云圖分別為圖4(a)和4(b)的左下方大圖,對應噴嘴出口流場分布的放大圖為圖4(a)和圖4(b)的右上方小圖。由圖4可以得知,隨著離子氣流量的增加,電弧軸中心線上的流速增加,但是在0.1/3.5配比下,2種氣體之間出現了湍流,電弧流暢方向混亂無序,而氣體配比為0.5/3.5時,湍流現象消失,氣體流動狀態為層流。

(a) 0.1/3.5 (b) 0.5/3.5
Fig. 4 Axial velocity distribution of non-transferred arc coupled with transferred arc in different Ion gas flow/protection gas flow
3.3 不同氣體配比維弧-主弧電磁力分布特征
不同氣體配比會影響電弧的溫度,溫度不變化會影響氣體的電離度,電離度的不同必然影響電流密度的分布,進而影響電磁力。
焊接電流為0.5 A時,氣體配比0.1/3.5和0.5/3.5時,電弧的電磁力分布如圖5所示。可以看出,靠近鎢棒端面的電磁力最大,當氣流量由0.1/3.5到0.5/3.5變化時,電磁力的最大值增加。這是因為離子氣流量增大,電離的離子氣增多,電離度增強,電離密度變大,使得電磁力增大。通過圖5(a)和圖5(b)看出,噴嘴內的軸向電磁力主要集中在鎢棒端面附近以及電弧軸中線附近,而噴嘴外的軸向電磁力很小。

(a) 0.1/3.5 (b) 0.5/3.5
Fig. 5 Magnetic force distribution of non-transferred arc coupled with transferred arc in different Ion gas flow/protection gas flow
3.4 不同氣體配比維弧-主弧電弧壓力分布
電弧壓力主要是指等離子流對陽極表面的沖擊作用,因此,氣體流量配比對電弧壓力的大小有很大的影響。
氣體配比為0.1/3.5和0.5/3.5時的微束等離子弧焊電弧的維弧-主弧電弧壓力分布如圖6所示。可以看出,最大電弧壓力均在點和中心位置,當氣體配比由0.1/3.5變化到0.5/3.5時,最大電弧壓力從31 Pa到36 Pa,且電弧壓力的分布區域也有所增大。這是因為電磁力的增大,靠近工件表面斜向下指向電弧中心的電磁力推動等離子體向工件運動,電磁力的作用使得這種推力增大,加速等離子的流速,對工件表面的沖擊力也變大,進而增大電弧壓力。

(a) 0.1/3.5 (b) 0.5/3.5
Fig. 6 Arc pressure distribution of non-transferred arc coupled with transferred arc in different Ion gas flow/protection gas flow
4 結束語
通過對電流為0.5 A,氣體配比(離子氣流量/保護氣流量)分別為0.1/3.5和0.5/3.5時的微束等離子弧焊電弧的溫度場、流場、電磁力以及電弧壓力的分布分別進行了計算研究,探討了比較合適的氣體配比。得出以下結論:
(1)氣體配比0.1/3.5較氣體配比0.5/3.5時靠近噴嘴出口處電弧要窄很多,較高的溫度分布區域變小,電離度不夠。
(2)氣體配比0.1/3.5時,噴嘴出口處出現了湍流,電弧流暢的方向混亂無序,保護氣對離子氣的流動產生干擾,2種氣體之間出現旋渦,當氣體配比為0.5/3.5時湍流現象消失,2種氣體之間出現層流。通過對比,0.5/3.5的氣體配比效果要比0.1/3.5時的要好,更有利于電弧的穩定。
(3) 氣體配比為0.1/3.5時,離子氣流量太小,氣體的電離度不夠,噴嘴外幾乎沒有電磁力的分布,而氣體配比為0.5/3.5時,噴嘴外電磁力雖小,但仍有電磁力的分布,且噴嘴外的電磁力也主要分布在電弧軸中心線附近。
(4)氣體配比由0.1/3.5變化到0.5/3.5時,電弧壓力也隨之增大,并且分布區域也變大,電弧壓力的最大值出現在電弧的中心位置。