鈮鈦微合金鋼異型坯高溫塑性研究
2020-05-07 14:02:20尚國明
河南冶金 2020年1期
李 超 尚國明
(山東鋼鐵股份有限公司萊蕪分公司)
0 前言
萊鋼大型H 型鋼生產線采用近終型異型坯進行多規格熱軋H 型鋼、工字鋼產品的開發生產,其中在生產某些具有優良低溫沖擊韌性要求的高級別鋼材時,通常采用Nb、Ti 復合微合金化工藝。通過采用適當的控制軋制工藝,充分發揮這些微合金元素在軋制過程所起到的晶粒細化以及第二相沉淀強化的作用,以顯著提高鋼材的強度、低溫沖擊性能。Nb、Ti 微合金元素作為裂紋敏感性元素,在提高產品性能的同時,也增加了異型坯出現裂紋的幾率,在異型坯連鑄凝固和冷卻過程中,微合金元素Nb、Ti 會形成氮化物、碳氮化物或碳氮化物的析出相,惡化異型坯的高溫塑性,往往在連鑄矯直過程中,導致微合金化鋼異型坯在翼緣部位形成皮下網狀裂紋、橫裂紋等缺陷,降低了異型坯的表面質量。
筆者針對萊鋼Nb、Ti 微合金化工藝Q345E異型坯,對其高溫塑性規律進行了研究,掌握了其脆性溫度區間,為避免出現或減輕異型坯表面裂紋缺陷提供了指導。
1 試驗方法
1.1 試驗材料
以萊鋼Q345E 近終型異型坯為研究對象,其化學成分見表1。

表1 樣品的化學成分熔煉分析 %
試驗材料取自BB3 異型坯翼緣處無缺陷部位,試樣的拉伸或壓縮方向與澆鑄方向垂直,如圖1所示。
將試驗材料加工成標準高溫力學性能試樣,其尺寸為:直徑Φ10 mm,長度121.5 mm,兩端帶有螺紋的圓棒,試樣尺寸如圖2 所示。
1.2 試驗方案
圖1 BB3 高溫性能試樣取樣部位

圖2 高溫拉伸試樣尺寸(單位:mm)
高溫力學性能試驗在萊鋼技術中心GLEEBLE 3800 熱模擬試驗機上進行,以10 ℃/s 的速度將試樣加熱至1 300 ℃并保溫30 s,然后以3 ℃/s 的速度將其降低至目標溫度(目標溫度分別為1 350 ℃、1 300 ℃、1 250 ℃、1 200 ℃、1 150 ℃、1 100 ℃、1 050 ℃、1 000 ℃、950 ℃、900 ℃、850 ℃、800 ℃、750 ℃、700 ℃、650 ℃,共15 個溫度點),保溫60 s后以ε=1×10-3s-1的應變速率拉伸試樣,直到斷裂。
試樣拉伸斷裂冷卻后,測量斷裂部位的橫截面直徑,按照公式(1)計算試驗鋼的斷面收縮率Z,根據拉伸斷裂過程中的數據繪制斷面收縮率Z 隨溫度的變化趨勢圖。在掃描電鏡(SEM)下觀察不同斷裂溫度的斷口形貌類型[1]。
Z=(So-Su)/So×100% (1)
式中:So——試樣原始截面積,mm2;
Su——試樣拉斷后頸縮處的截面積,mm2。
2 試驗結果與分析
鋼材的高溫力學性能試驗通常用一定溫度和力的作用下,鋼的應力和應變之間的關系來描述。它反應了鋼在較高溫度狀態下抵抗各種應力的能力,這與連鑄坯的裂紋有關聯,一般以斷面收縮率和抗拉強度作為鋼材的高溫力學性能的主要指標[2]。斷面收縮率越高,塑性越好,連鑄坯越不易產生裂紋。一般以Z =60% 作為鋼材高溫塑性的臨界值,低于60% 時則稱其溫度范圍為脆性區間。
試驗得到的不同拉伸溫度下試樣的斷面收縮率數據見表2,根據試驗數據所繪制的高溫塑性曲線如圖3 所示。第I 脆化區是在1 300 ℃至熔點溫度區間出現的,在該溫度區間內,斷面收縮率由1 300℃的85%降到了1 350 ℃的53%,第I 脆性區一般是不能避免的,脆性的產生是由于沿著樹枝晶的界面有殘存的液相薄膜,在晶界處析出含有P、S等雜質的低熔點化合物使晶界熔化所至[3]。在700 ~900 ℃的溫度區間內,是第III 脆性區。在第III 脆性區內,鋼的斷面收縮率最低為41%,鋼的塑性較低,是導致鋼表面產生裂紋的重要原因之一。
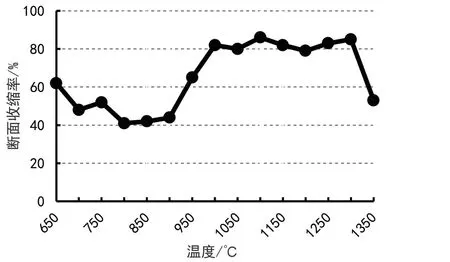
圖3 高溫塑性曲線

表2 不同拉伸溫度下試樣的斷面收縮率
脆性產生的原因:一是由γ 相向α 相發生相變的過程中,晶界處析出了薄膜狀的析出相,它的強度較低,容易產生脆裂,導致脆性;二是因AlN以及Nb(C,N)質點在奧氏體晶界的析出,引起了晶界的脆化。試驗中第III 脆性區產生的原因主要為原因二。在950 ~1 300 ℃的溫度范圍內,試樣的斷面收縮率最小為65%,最大為86%,是異型坯的最佳塑性區。
3 斷口形貌
3.1 低溫塑性區
在650 ℃,試樣的斷面收縮率為62%,其斷口形貌如圖4 所示。
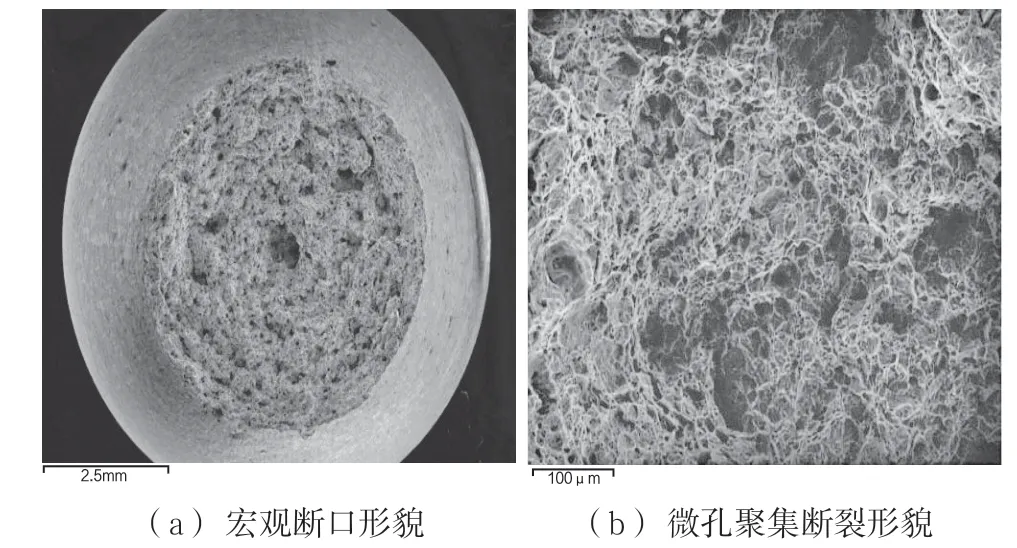
圖4 650 ℃試樣的斷口形貌
從圖4 可以看出,宏觀斷口有頸縮現象,試樣斷口有大小不等、深淺不一的韌窩,晶界有明顯的撕裂棱,因此試樣的斷裂方式為微孔聚集型的斷裂。大韌窩是由析出的第二相顆粒或夾雜物形成的,它們與基體的結合力較弱,在外應力作用下,更容易產生微孔裂紋,隨著微孔的合并長大,最終形成斷裂,而小韌窩是由于大韌窩之間發生互相撕裂后,連接而形成的。而析出物的類別、組成不同,也會導致韌窩的形態不同。此溫度為鐵素體、珠光體區間,而鐵素體的含量較多,因此具有較好的塑性。
3.2 第III 脆性區斷口形貌
在850 ℃,試樣的斷面收縮率為42%,斷口形貌如圖5 所示。
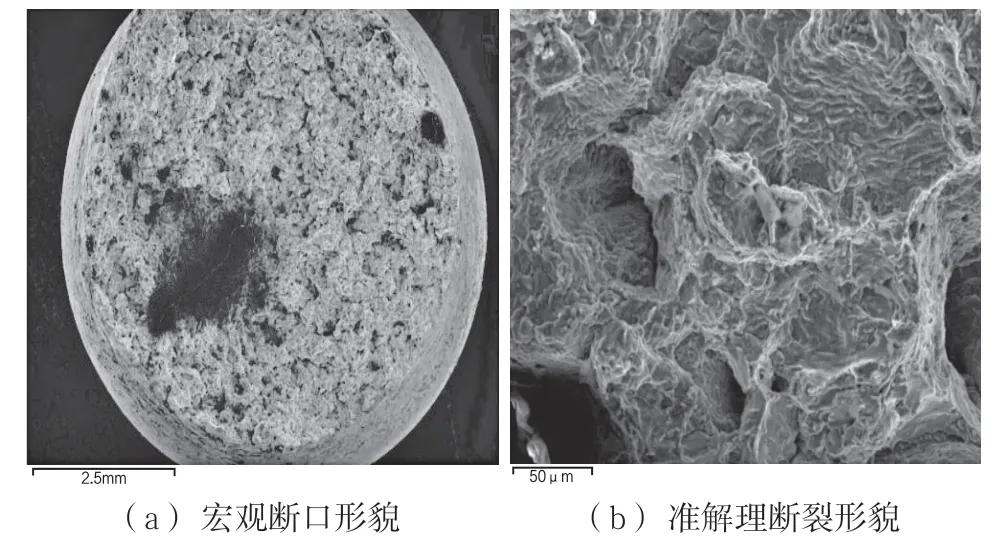
圖5 850 ℃試樣的斷口形貌
從圖5 可以看出,宏觀斷口有頸縮現象,但是頸縮量較650 ℃的小,試樣斷口形貌呈現河流花樣,它的斷口河流狀短而不連續,故該溫度下的斷裂為準解理斷裂。準解理斷裂是介于韌性斷裂和解理斷裂之間的一種穿晶斷裂,所以它的性能也應居于韌性斷裂和解理斷裂之間,即準解理下的斷口韌性低于韌性斷裂,但高于解理斷裂。在該溫度下,在奧氏體晶內和晶界大量析出Nb( N, C)、AlN 等析出物,同時在應變作用下,奧氏體晶界形成鐵素體網膜,鐵素體網膜強度只有奧氏體的四分之一,此時的晶界是最薄弱區,變形時容易斷裂,一般塑性較差。
3.3 高溫塑性區斷口形貌
在1 150 ℃,試樣的斷面收縮率為86%,塑性較好,斷口形貌如圖6 所示。

圖6 1 150 ℃試樣的斷口形貌
從圖6 可以看出,宏觀斷口有明顯頸縮現象,試樣斷口存在大小不一、深淺不同的韌窩,為典型的微孔聚集型韌性斷裂。Nb 的碳、氮化物低于1 000 ℃才會析出,因此在此溫度下,降低了由析出量較少的第二相顆粒所產生應力集中現象的發生,但卻使得晶界的滑移更容易,從而提高了試樣的塑性變形能力。而此溫度下析出的TiN 顆粒較大,優先結合了部分N,減少了Nb(C,N)或AlN 在奧氏體晶界的析出,也可作為它們析出物的形核點,減輕微細的鈮的碳氮化物對鋼的高溫塑性產生的不良影響。
4 工藝建議
根據高溫塑性試驗可知,在700 ~900 ℃的溫度區間內,是異型坯的第III 脆性區,是產生異型坯裂紋的敏感區域,處于奧氏體、鐵素體兩相區,而高于900 ℃,異型坯的熱塑性逐漸提高,并逐漸進入奧氏體單向區,為減少異型坯表面裂紋的出現,應將連鑄坯表面溫度控制在900 ℃以上的高溫塑性區進行矯直, 可有效改善異型坯的表面質量。
5 結論
(1)鈮鈦微合金鋼異型坯存在高溫塑性區、第I 脆性區以及第III 脆性區,第I 脆性區的溫度范圍為1 300 ℃至熔點,高溫塑性區的溫度范圍為950 ~1 300 ℃,第III 脆性區的溫度范圍為700~900 ℃。
(2)鈮鈦微合金鋼在高溫塑性區為微孔聚集韌性斷裂,呈現典型的韌窩結構,在第III脆性區為準解理斷裂,呈現典型的河流花樣結構。
(3)在鈮鈦微合金鋼異型坯的生產過程中應嚴格控制矯直溫度,在900 ℃以上的高溫塑性區進行矯直,可以有效改善異型坯的表面質量。
