42CrMo鋼預氧化對離子滲氮影響的研究*
2020-05-19 03:30:16趙婧
陶瓷 2020年2期
關鍵詞:實驗
趙 婧
(榆林康耐雅新材料科技有限公司 陜西 榆林 718100)
前言
現代工業發展中,鋼鐵材料顯然占據著至關重要的地位。42CrMo鋼是一種重要的結構鋼,力學性能優良,具有很高的屈服極限和抗拉強度,淬透性也較好[1~3]。42CrMo原材料的組織為索氏體加上貝氏體,可以制造調制、正火、回火后使用的,要求力學性能高的大型零件,如截尺、模具、大齒輪等[4~6]。也可以制造那些相較于35CrMo鋼要求更大調質截面、更高強度的鍛件,例如機車牽引所用的大齒輪、增壓器傳動齒輪、壓力容器齒輪、后軸、受載荷極大的連桿以及彈簧夾,還可用于制造2 000 m以下石油深井鉆桿接頭與打撈工具,并且可以用于折彎機的模具等[7~9]。
表面工程技術包括化學熱處理、離子注入和轉化膜技術[10]。通過運用各種物理、化學或機械工藝過程來改變基材表面狀態、化學成分、組織結構或形成特殊覆層,使基體表面具有不同于基體的某種特殊性能,從而達到特定的使用要求。在實際工程應用中,42CrMo鋼常用于制作齒輪,為了滿足齒輪表面耐磨、心部具有足夠的韌性條件,一般會對齒輪進行表面工程技術處理,使其表面硬度升高、耐磨性增強,而心部組織結構不發生變化,以保證足夠韌性。從而提高齒輪的服役時間,同時也節約了能源[11~12]。
離子滲氮是在低壓的含氮氣氛中進行,以工件作為陰極,爐體作為陽極。在陰陽極之間加上幾百伏的直流電壓后,由于輝光放電現象,工件表面會覆蓋一層輝光。同時,電離的帶電氣體組分或離子會被電場加速,撞擊在工件表面上使其升溫,并依靠濺射和離子化作用進行離子滲氮[13~14]。現在預氧化催滲已經在氣體滲氮中得到了應用,并且取得了較好的催滲效果[15~16]。因此,筆者擬在不同條件下42CrMo鋼在氧化后對離子滲氮的影響方面展開研究。
研究的主要內容:
1)以42CrMo為實驗材料,首先用離子滲氮爐在不同溫度下對試樣進行預氧化,隨后在同一工藝下對不同溫度下預氧化的試樣及未處理試樣進行離子滲氮。
2)采用金相、顯微硬度、電化學腐蝕、XRD、摩擦磨損和SEM等方法來對試樣進行表征。
3)通過對比預氧化組中各個工藝下試樣的性能差別來選出較佳工藝,并將較佳的預氧化試樣與純滲氮試樣做對比得出結論。
1 實驗部分
1.1 實驗材料
實驗材料為42CrMo鋼,其化學成分如表1所示。

表1 42Cr Mo鋼的化學組成(wt%)
采用試樣切割機將試樣分別加工為30 mm×12 mm×5 mm和12 mm×12 mm×5 mm的試樣。試樣先用砂紙磨平,然后將其四角用砂輪機打出凹槽,再綁上鐵絲,裝袋,待用。
1.2 實驗設備
本實驗所用設備的名稱和型號如表2所示。
1.3 實驗參數
實驗參數見表3、表4。
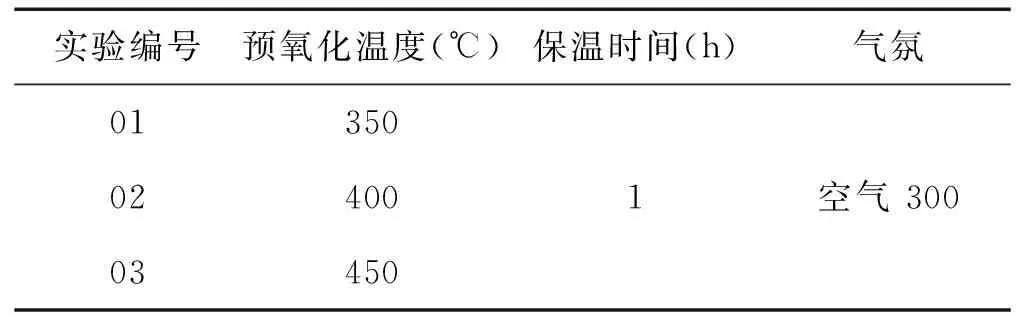
表3 離子預氧化工藝參數
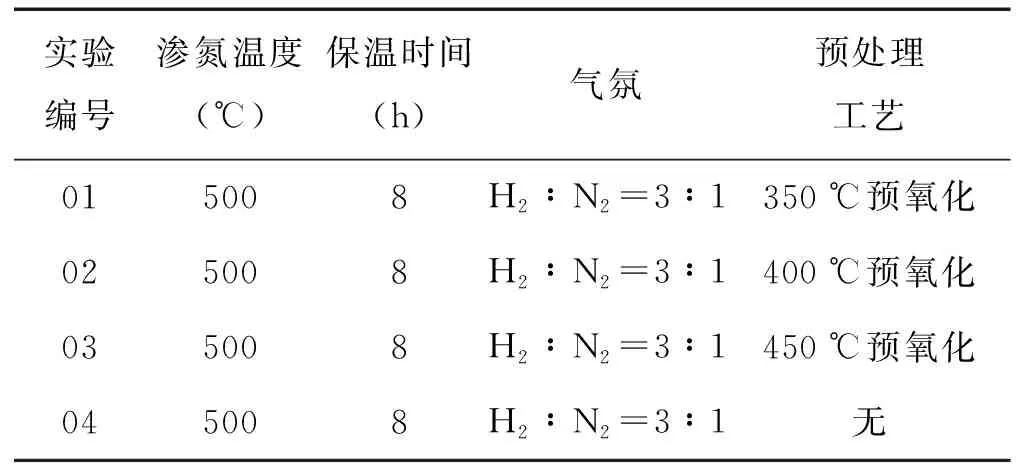
表4 離子滲氮工藝參數
1.4 試樣預處理
首先,將試樣在預磨機用240目和600目水磨砂紙上磨平,然后用800目砂紙手磨,將上一道砂紙打下的劃痕打去。打磨試樣后,用砂輪機將試樣的四個角打出凹槽,方便后續操作。
將鐵絲用剪線鉗剪成10 cm長的小段,然后砂紙打磨至表面光亮,將其表面氧化層打去,留待后續操作。
將鐵絲沿試樣一周纏繞,然后用剪線鉗把多出的部分擰緊,使其能夠綁在滲氮爐的試樣架上,將處理過的試樣裝袋封好。
1.5 離子氧化/滲氮
首先打開墻上離子滲氮爐的總開關;接著打開總控鑰匙開關,輸入口令,進入系統;在確認蝶閥處于關閉狀態后,擰開放氣閥放氣,直至離子滲氮爐內外氣壓相同,放氣閥不再發出聲音;為避免爐內溫度過高導致氣壓變化,稍后再擰緊放氣閥;打開離子滲氮爐的升降開關,將爐體升起,取出試樣架,然后再將爐體降下,以免發生危險;關閉升降開關。
從試樣袋中取出試樣,再取出一只燒杯,將試樣放入燒杯中,然后向燒杯中倒入無水乙醇,使其沒過試樣。打開超聲波清洗機,向其中加水直至沒過鐵絲網1~2 cm,擰開加熱旋鈕至50 ℃,加熱到溫度后,將裝有試樣的燒杯放在超聲波清洗機的一角,以防震動時燒杯被撞碎;將清洗旋鈕擰至5 min處,然后再將試樣翻轉過來清洗鐵絲2 min;清洗后的試樣吹干后放在無塵布上,待用。
在紙上畫好所綁試樣的示意圖,以防止取試樣時弄混。將試樣綁在試樣架上,使試樣與測溫元件保持高度一致,并注意鐵絲應沿一個方向纏繞,不能重疊在一起。綁好試樣后仔細調整試樣位置,使之避開鐵柱并保持距離一致。
打開升降開關,將爐體升起,將試樣架放在工作臺上,要注意使試樣架與工作臺處于一個圓心,并使鐵絲距測溫元件2~3 mm;用無塵布浸上無水乙醇,擦拭橡膠圈和與其接觸的部位;下降爐體,直至起重臂與爐體分離2~3 cm;關閉升降開關。
擰緊放氣閥,將“脈沖電壓給定”與“脈沖電流給定”開關均切換至自動。點擊參數設置,將實驗的具體參數輸入系統。點擊系統復位,使每一步工藝均顯示為未完成。點擊通訊設置,進入溫控儀表通信參數設置,把其中的四項均設為自動1。打開冷卻水,并將水龍頭稍稍打開一點兒,實驗過程中應時常確認爐體外殼冰涼,以防止停水時無法發現。確認蝶閥處于關閉狀態后,點擊泵啟啟動真空泵,開始抽真空;逐步打開蝶閥,并觀察真空泵油標線是否正常。點擊自動啟動,系統將在爐內氣壓低于10 Pa后自動啟動。檢查氣體連接是否正常,打開所需氣體的氣瓶,先開瓶閥,再開分壓閥,使分壓閥指針處于3/4格處,并記錄氣體總量;由于管道內仍殘留著一些上次實驗剩下的氣體,分壓閥初始位置并不準確,要在實驗過程中時常查看,將分壓閥調整至正確的位置。
離子滲氮爐首先會開始打弧,若裝爐前試樣清洗不干凈,則該過程時間會過長,爐子打弧結束后記錄1次數據,之后每升溫50 ℃,記錄1次數據,爐子進入保溫階段后,每10 min記錄數據1次。
降溫開始時,記錄H2總量,然后先關閉瓶閥,再關閉分壓閥;點擊自動停止;當0 Pa<氣壓<10 Pa后關閉蝶閥,點擊停泵;點擊系統復位,系統復位后,每一步工藝均顯示為未完成;當溫度低于200 ℃后,關閉冷卻水;溫度降至150 ℃后,打開放氣閥,直至爐內外氣壓相同;打開升降開關,將爐體升起,帶上石棉手套,將試樣架取出,降下爐體,關閉升降開關;小心將試樣從試樣架上取下,裝好袋,貼上標簽。
打開升降開關,升起爐體,將試樣架放回爐內,降下爐體,直至起重臂與爐體分離2~3 cm,關閉升降開關;擰緊放氣閥,將"脈沖電壓給定"與"脈沖電流給定"開關均切換至自動;點擊系統復位,使每一步工藝均顯示為未完成;點擊通訊設置,進入溫控儀表通信參數設置,把其中的各項均設為自動1;確認蝶閥處于關閉狀態后,點擊泵啟,啟動真空泵,開始抽真空,逐步打開蝶閥,并觀察真空泵油標線是否正常,當0 Pa<氣壓<10 Pa后,關閉蝶閥,點擊停泵;關閉總控鑰匙開關,關閉墻上總電源,打掃實驗室。
1.6 金相實驗
由于要觀察滲層厚度及形貌,首先要將試樣用試樣切割機切開。由于試樣太小無法夾緊,先用金屬塊墊起與試樣相同的高度,再將一塊金屬片覆蓋在上面,調整試樣位置,使切割機能夠切下大小合適的試樣,夾緊試樣。
將冷卻水管調整至試樣與砂輪接觸之處,打開冷卻水開關;啟動試樣切割機,慢慢放下試樣,勻速切割試樣,以免切割速度過快破壞滲層;切割完畢后關閉試樣切割機,關冷卻水,待砂輪停止轉動后放下試樣;擰開夾具,取出試樣,清洗干凈,裝袋,留待后續操作。
由于試樣過小,不方便磨制,也容易破壞滲層,要對試樣進行鑲嵌。打開試樣鑲嵌機,向上搖動手輪升起壓塊,然后將切割后的試樣,截面朝下放在鑲樣機上,加入兩勺鑲樣粉,用壓塊將鑲樣粉及試樣壓下,轉動手輪壓緊試樣。將鑲樣機溫度設定為135 ℃,由于鑲樣粉會在加熱過程中逐漸融化,應當在加熱過程中時不時轉動手輪壓緊試樣。在鑲樣機加熱至135 ℃后,調整溫度旋鈕使保溫時間為8 min,保溫結束后記錄時間,冷卻8 min后搖動手輪取出試樣;由于加熱會使鑲樣機內氣體膨脹,應當遮擋壓塊上方,以免壓塊飛出傷人。
分別用240目、400目、800目、1 200目、1 500目和2 000目的水磨砂紙在預磨機上磨試樣。先在砂紙上將上一道砂紙打出的劃痕打去,再旋轉90°將本道砂紙打出的劃痕打去后換下一道砂紙。
將6道砂紙全部磨過之后,在拋光機上對試樣進行拋光,拋光液為Cr2O3拋光液,拋光機轉速為900 r/min。將試樣拋光至表面無劃痕后對試樣進行腐蝕,腐蝕液為4%的硝酸酒精溶液;用滴管將腐蝕液滴在試樣表面,觀察到試樣表面變色后,迅速用酒精將腐蝕液沖去,然后用吹風機將試樣吹干,裝袋。
將試樣放在金相顯微鏡上觀察滲層,移動坐標軸以尋找滲的好的部位,分別在100倍、200倍及400倍的放大倍數下觀察滲層組織并照相保存。
1.7 硬度實驗
打開顯微硬度機,將保持時間設為15 s,加載壓力設為0.98 N,并將亮度調節至適當檔位。
調節粗準焦螺旋將載物臺下移,將42CrMo基體試樣放在上面,然后調節粗準焦螺旋將載物臺上移,使試樣與物鏡盡量接近,然后一邊用目鏡觀察試樣,一邊調節粗準焦螺旋使圖像清晰。轉動物鏡使壓頭處于試樣上方,按下啟動按鈕使壓頭開始加載。待壓頭卸載完畢發出“嗶”聲后,轉動壓頭使物鏡出現在試樣上方,在目鏡觀察試樣,并調節粗準焦螺旋使圖像清晰。移動坐標軸使一條線與菱形壓痕的一點相切,再調節目鏡上的手輪,使另外一條線與菱形壓痕對角線上的另一點相切,查看手輪讀數并記錄d值;再90°旋轉目鏡,從另一個方向測量d值并記錄。記錄數值后轉動橫縱坐標軸是壓痕移出視野,轉動物鏡打下一個點,一共打出6個點,將數據舍去最大值和最小值后取平均值。
調節粗準焦螺旋將載物臺下移,將42CrMo滲氮試樣放在上面,然后調節粗準焦螺旋將載物臺上移,使試樣與物鏡盡量接近,然后一邊用目鏡觀察試樣,一邊調節粗準焦螺旋使圖像清晰。轉動物鏡使壓頭處于試樣上方,按下啟動按鈕使壓頭開始加載。待壓頭卸載完畢發出“嗶”聲后,轉動壓頭使物鏡出現在試樣上方,在目鏡觀察試樣,并調節粗準焦螺旋使圖像清晰。移動坐標軸使一條線與菱形壓痕的一點相切,再調節目鏡上的手輪,使另外一條線與菱形壓痕對角線上的另一點相切,查看手輪讀數并記錄d值;再90°旋轉目鏡,從另一個方向測量d值并記錄。記錄數值后轉動橫縱坐標軸是壓痕移出視野,轉動物鏡打下一個點,一共打出6個點,將數據舍去最大值和最小值后取平均值。
調節粗準焦螺旋將載物臺下移,將42CrMo滲層試樣放在上面,然后調節粗準焦螺旋將載物臺上移,使試樣與物鏡盡量接近,然后一邊用目鏡觀察試樣,一邊調節粗準焦螺旋使圖像清晰。調節坐標軸使試樣邊緣出現在視野中,轉動物鏡使壓頭處于試樣上方,按下啟動按鈕使壓頭開始加載。待壓頭卸載完畢發出“嗶”聲后,轉動壓頭使物鏡出現在試樣上方,在目鏡觀察試樣,并調節粗準焦螺旋使圖像清晰。應當使壓痕盡量靠近邊界,但應注意不要使壓痕與邊界過于貼近,使壓痕變形從而導致數據不準確。確定第一點后,移動坐標軸使一條線與菱形壓痕的一點相切,再調節目鏡上的手輪,使另外一條線與菱形壓痕對角線上的另一點相切,查看手輪讀數并記錄d值;再90°旋轉目鏡,從另一個方向測量d值并記錄;同時也應記錄下橫縱坐標軸的數據。記錄數值后將橫坐標軸向前移動一個格,縱坐標軸向上移動3個格,轉動物鏡使壓頭處于試樣上方,按下啟動按鈕使壓頭開始加載。待壓頭卸載完畢發出"嗶"聲后,轉動壓頭使物鏡出現在試樣上方,在目鏡觀察試樣,并調節粗準焦螺旋使圖像清晰。測量并記錄數據之后,再將橫坐標軸向前移動一個格,縱坐標軸向下移動3個格,轉動物鏡使壓頭處于試樣上方,開始第三個點,以此類推,沿鋸齒狀打硬度,直到測量得出的數據與基體硬度相同。
將測量得到d值輸入表格并用公式計算出硬度,繪制硬度曲線。
1.8 電化學腐蝕實驗
組裝實驗設備,將試樣的一面用砂紙磨去,將磨去的一面向下與銅片接觸,將試樣夾緊,注意應當按對角線方向擰緊螺絲,以防止試樣壓歪。
打開電化學工作站,選擇新建,選出OCV和LP兩項,將OCV項中測試時間設為30 min。將3.5%的NaCl溶液倒入測試裝置,正確安裝電極并正確連線,將電極插入測試裝置。插入電極后,迅速在電化學工作站上點擊運行按鈕,選擇文件保存位置,開始實驗;30 min后,第一階段實驗進行完畢,得出自腐蝕電位,在LP項中將Ei改為自腐蝕電位減去0.2,EL改為自腐蝕電位加上1.2,等待實驗自動停止。
實驗停止后,保存實驗數據,拆卸實驗裝置并按照原樣裝好,將試樣擦干后裝袋封好,打掃實驗室。
1.9 XRD測試
首先將試樣表面清理干凈,并使試樣表面保持平整。然后用X射線衍射儀對試樣進行滲層相結構分析(Cu 靶、Kα、100 mA 靶電流)。掃描速度為0.2°/min,步寬為0.02°,2θ范圍為30°~90°。實驗完成后根據X射線衍射數據進行JCPDS標準卡片檢索,標定滲氮層的物相,保存數據。
1.10 摩擦磨損實驗
打開萬能摩擦磨損試驗機,輸入密碼并開機,打開摩擦磨損實驗界面。摩擦副為WC小球,載荷為5 N。打開電子天平,將試樣稱重,多次測量取平均值,記錄數據。將試樣放在工作臺上,盡量使試樣中心與載物臺中心重合,按對角線方向逐漸擰緊螺絲,注意不能先擰緊一邊再擰另一邊,以免試樣壓歪,壓緊試樣后晃動載物臺應沒有聲音。將WC小球裝入帽托,調整小球位置使未磨損的面朝下,并用手電筒觀察,未磨損的面應為亮面,調整完畢后將帽托擰緊。點擊軟件中的參數設置,將正壓力設為10 N,測試時間設為3 600 s,轉速設為200 r/min,調節橫梁使0<摩擦系數<0.1,調節完畢后點擊運行。
在摩擦磨損實驗進行中時,應常用手電筒照亮試樣觀察磨損痕跡是否正常,同時應當經常晃動鼠標以防止電腦死機。
摩擦磨損實驗結束后,先在電腦上保存數據,然后關閉程序,點擊清理垃圾。將載荷拿下,抬起橫梁,擰松螺絲取出試樣,擦干凈后放在電子天平上稱重,多次測量后取平均值,記錄數據。將電子天平關閉,擰下帽托,將小球敲下,裝袋封好,保存數據,關閉電腦,打掃實驗室。
1.11 SEM測試
利用MX2600FE型SEM 電子顯微鏡觀察各種工藝的試樣摩擦磨損后的磨損痕跡,照相并保存,以分析摩擦磨損機理。
2 實驗結果與討論
2.1 金相分析
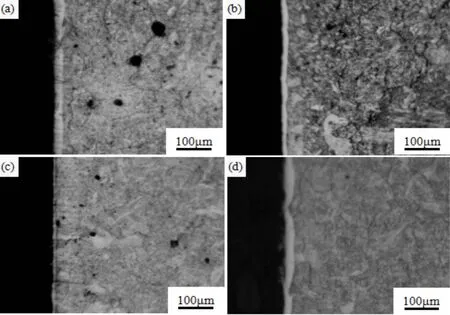
(a)350 ℃預氧化,500 ℃滲氮8 h;(b)400 ℃預氧化,500 ℃滲氮8 h;(c)450 ℃預氧化,500 ℃滲氮8 h;(d)不預氧化,500 ℃滲氮8 h圖1 放大倍數為200倍時不同處理工藝后42CrMo鋼金相照片
如圖1、圖2所示分別為200倍和400倍下不同處理工藝后42CrMo鋼金相照片。對圖1、2的(a)、(b)與(c)組金相照片分析可知,350 ℃預氧化后進行500 ℃滲氮8 h的樣品與400 ℃預氧化后進行500 ℃滲氮8 h的樣品的白亮層非常清楚。
450 ℃預氧化后進行500 ℃滲氮8h的樣品白亮層比較不清楚,而且也不均勻,推測是因為450 ℃預氧化的樣品,在氧化時形成了過厚的氧化層,將基體包圍了起來,不但起不到催滲的效果,反而阻礙了滲氮過程,導致滲氮效果不明顯[17~19]。
而350 ℃預氧化后進行500 ℃滲氮8 h的樣品與400 ℃預氧化后進行500 ℃滲氮8 h的樣品,應該是預氧化時形成的氧化膜是疏松多孔的結構,促進了滲氮過程,從而獲得了較好的滲層組織。也可發現,在同樣進行500 ℃滲氮8 h后,350 ℃預氧化的樣品獲得了比400 ℃預氧化的樣品厚的白亮層,也就是說,42CrMo基體在350 ℃進行預氧化時可以獲得較理想氧化層,能夠在后續的滲氮過程中獲得較厚的滲層,有助于提高滲氮的效率。
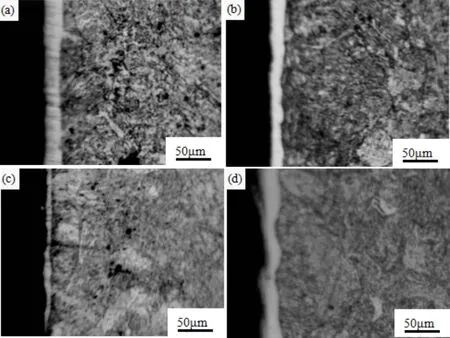
(a)350 ℃預氧化,500 ℃滲氮8 h;(b)400 ℃預氧化,500 ℃滲氮8 h;(c)450 ℃預氧化,500 ℃滲氮8 h;(d)不預氧化,500 ℃滲氮8 h圖2 放大倍數為400倍時不同處理工藝后42CrMo鋼金相照片
將圖1、圖2的(a)與(d)組金相照片對比可知,350 ℃預氧化的樣品與只進行滲氮的樣品的白亮層厚度相當,可達到24 μm,但是只進行滲氮的樣品的白亮層卻非常的不均勻,薄的地方只有16 μm,這可能會對它的性能造成一定程度的影響,在接下來的分析中將探究這一影響。
2.2 硬度分析
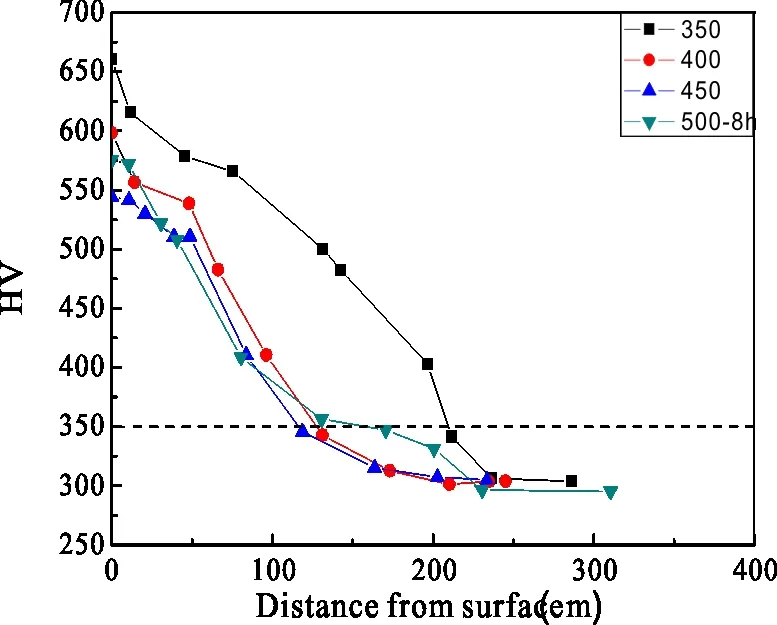
圖3 不同處理工藝后42CrMo鋼截面硬度分布曲線
圖3為不同處理工藝后42CrMo鋼截面硬度分布曲線圖。對圖3硬度曲線分析可知,不管是普通離子滲氮還是預氧化離子滲氮,都能有效的提高基體硬度,并且試樣硬度都是由表及里逐漸降低的。
同時也可非常明顯地發現,350 ℃預氧化后進行500 ℃滲氮8 h的樣品硬度最高。400 ℃預氧化后進行500 ℃滲氮8 h的樣品和450 ℃預氧化后進行500 ℃滲氮8 h的樣品以及只進行500 ℃滲氮8 h的樣品的硬度都相差不大,在這3種工藝中,400 ℃預氧化的樣品表面硬度最高,只進行滲氮的樣品其次,450 ℃預氧化的樣品最差。
一般來說,高于基體50 HV則為滲層,那么對截面硬度分布曲線分析可知,350 ℃預氧化的樣品滲層可達210 μm,遠遠高于滲層只有125 μm左右的其他3種工藝。推測這是由于350 ℃預氧化的樣品在離子氧化后形成了較為疏松的氧化層,使試樣表面變為多孔結構,為滲氮的進行增添了通道,從而獲得了較高的硬度與較厚的滲層[17~19]。
2.3 電化學腐蝕分析
圖4為不同處理工藝后42CrMo鋼極化曲線。對曲線進行分析可知,除了450 ℃預氧化后進行500 ℃滲氮8 h的樣品以外,其他工藝處理后的試樣自腐蝕電位均高于未處理試樣的自腐蝕電位。這表明雖然450 ℃預氧化的樣品在氧化時形成了厚的氧化膜,但是氧化膜會在滲氮過程中被分解和替換,而過厚的氧化膜無法在滲氮過程中被完全分解,反而形成了很多孔洞和缺陷,故450 ℃預氧化的樣品的耐腐蝕性變得很差。
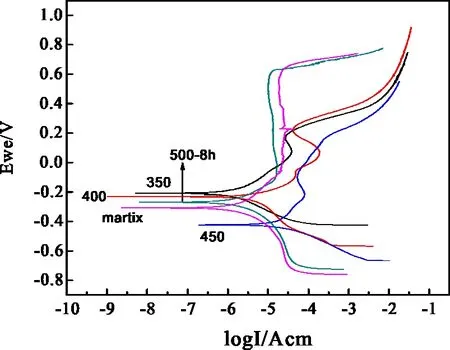
圖4 不同處理工藝后42CrMo鋼極化曲線
350 ℃預氧化后進行500 ℃滲氮8h的樣品的自腐蝕電位略高于400 ℃預氧化后進行500 ℃滲氮8 h的樣品。這表明在3種預氧化工藝中,350 ℃預氧化后的樣品的耐腐蝕性最好,400 ℃預氧化后的樣品其次,450 ℃預氧化的樣品最差。
將3種預氧化工藝中耐蝕性最好的350 ℃預氧化的樣品與只進行滲氮的樣品相比,則可以發現,350 ℃預氧化的樣品的自腐蝕電位較普通離子滲氮的樣品有略微的提高,說明預氧化滲氮相較于普通離子滲氮會提高耐腐蝕性。這可能是由于預氧化促進了滲氮,獲得了厚且均勻的滲層,從而提高了耐蝕性[20]。
2.4 XRD分析
圖5為350 ℃預氧化后未進行滲氮的樣品的XRD圖。對X射線衍射圖譜進行分析可知,350 ℃預氧化后的樣品的相組成為α-Fe和少量的Fe3O4,但主要組成相為α-Fe相。由此可知,預氧化在試樣表面形成了一層非常薄的氧化膜。
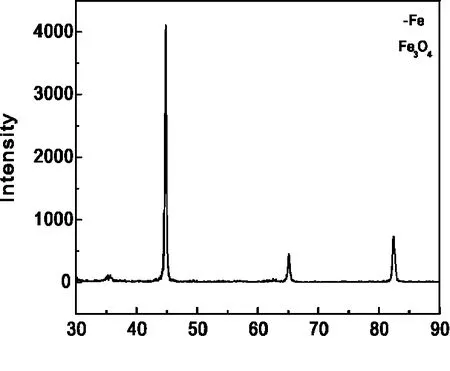
圖5 42CrMo鋼350 ℃預氧化后未進行滲氮樣品X射線衍射圖譜
圖6為350 ℃預氧化后進行500 ℃滲氮8 h的樣品和只進行500 ℃滲氮8 h的樣品的XRD圖。
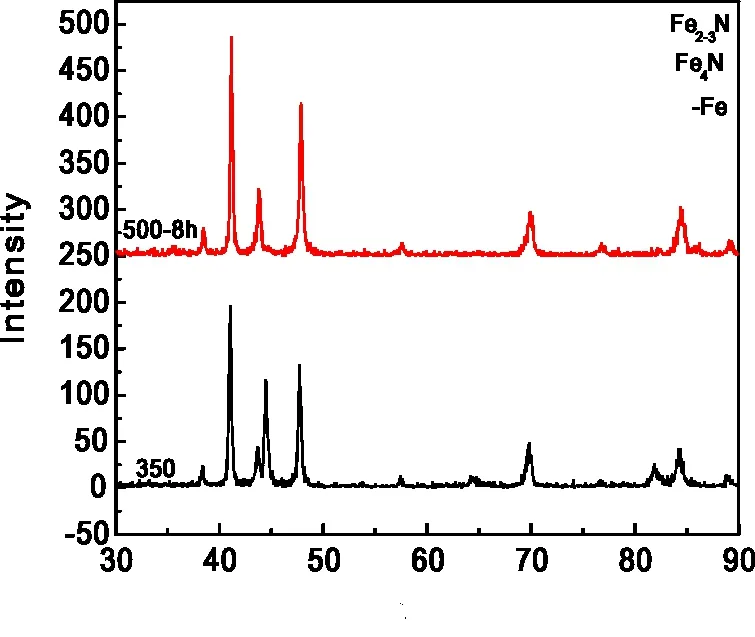
圖6 不同處理工藝后42CrMo鋼X射線衍射圖譜
對X射線衍射圖譜分析可知,不論是350 ℃預氧化后進行500 ℃滲氮8 h的樣品,還是只進行500 ℃滲氮8 h的樣品,相組成皆為α-Fe、Fe4N和Fe2-3N。觀察350 ℃預氧化的樣品的衍射圖譜可以發現,它的相組成中沒有Fe3O4相,說明在預氧化階段形成的氧化層已經完全分解,但是它的α-Fe相比只進行滲氮的樣品的多,這可能是由于在滲氮過程中氧化層被分解和還原后,沒有被氮化物取代所造成的現象;同時也可發現350 ℃預氧化的樣品的相組成中,Fe2-3N相的數量比只進行500 ℃滲氮8 h的樣品要多,這也與硬度分布曲線中只進行滲氮的樣品的硬度低于350 ℃預氧化的樣品的現象相符合。
2.5 摩擦磨損分析
圖7和圖8分別為各組試樣的摩擦磨損曲線和失重示意圖。分析該圖曲線可以發現,350 ℃預氧化后進行500 ℃滲氮8 h的樣品和只進行500 ℃滲氮8 h的樣品的摩擦系數相當,這也許說明雖然在350 ℃預氧化大幅提高了硬度,但是對耐磨性卻似乎沒有太大影響。
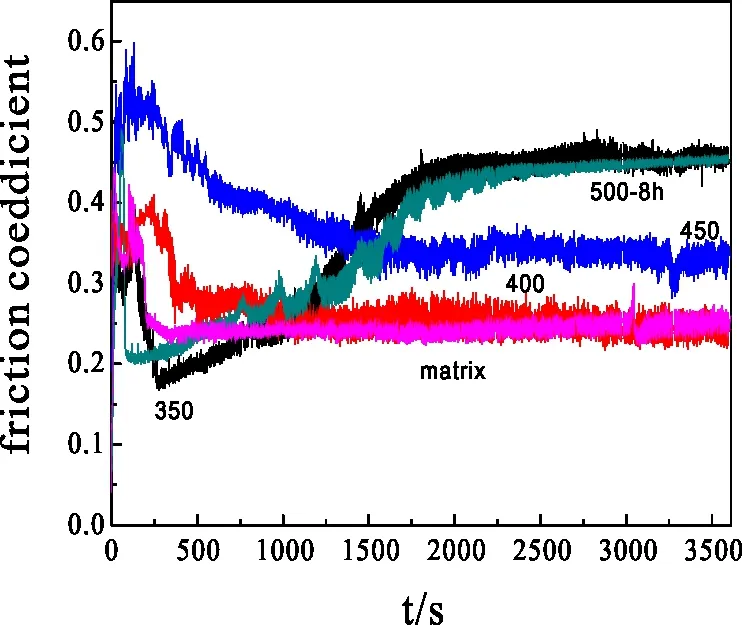
圖7 不同處理工藝后42CrMo鋼摩擦磨損曲線
同時在圖中也可發現,400 ℃預氧化后進行500 ℃滲氮8 h的樣品、450 ℃預氧化后進行500 ℃滲氮8 h的樣品以及基體的摩擦系數都比較低,這可能是由于摩擦機理不同所導致的,目前正在分析這種現象是如何發生的。
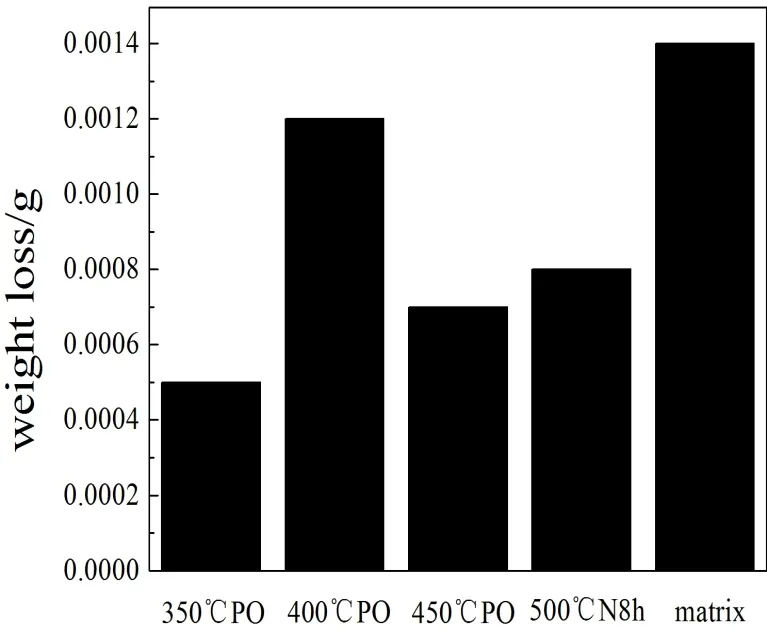
圖8 不同處理工藝后42CrMo鋼摩擦磨損失重圖
對圖8摩擦磨損失重圖分析可知,350 ℃預氧化后進行500 ℃滲氮8 h的樣品的失重最低,而其他工藝的試樣的摩擦失重也都低于未處理試樣的摩擦失重,并且作為較佳工藝的350 ℃預氧化的樣品的失重也低于只進行滲氮的樣品,這表明雖然在摩擦曲線分析中這兩組的摩擦系數相近,但是預氧化的確能起到增加耐磨性的作用。
2.6 SEM分析
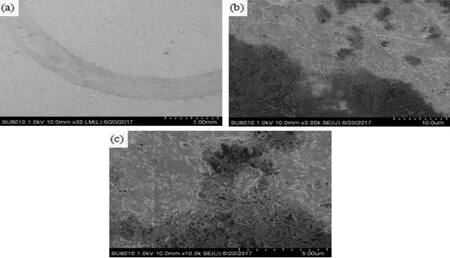
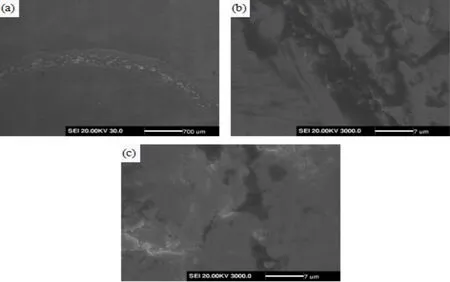
(a)低倍 (b)磨痕中心 (c)磨痕邊緣
圖9~圖11為350 ℃預氧化后進行500 ℃滲氮8 h的樣品、只進行500 ℃滲氮8Vh的樣品和未處理試樣在摩擦磨損后磨痕的SEM照片。
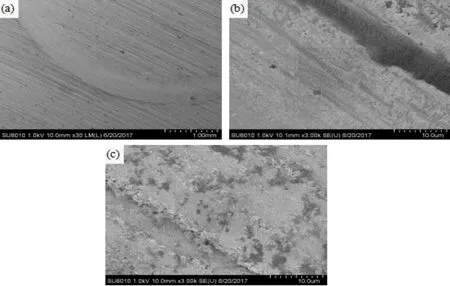
(a)低倍 (b)磨痕中心 (c)磨痕邊緣
(a)低倍 (b)磨痕中心 (c)磨痕邊緣
圖9為350 ℃預氧化的樣品的摩擦磨損磨痕的SEM照片。由圖9分析可知,磨痕寬度約為0.48 mm,摩擦痕跡上有較為明顯的犁溝狀條紋,同時還有部分粘著剝落現象,這說明350 ℃預氧化后進行500 ℃滲氮8 h的樣品的磨損機理為:磨粒磨損和粘著磨損。
圖10為只進行滲氮的樣品的摩擦磨損磨痕的SEM照片,對圖10圖片進行分析可知,磨痕寬度約為0.50 mm,摩擦痕跡上的犁溝狀條紋非常明顯,也可在高倍上發現明顯的孔洞,這是磨粒從金屬表面脫落所造成的結果,這說明只進行500 ℃滲氮8 h的樣品的磨損機理為磨粒磨損。圖11為未處理的樣品的摩擦磨損磨痕的SEM照片。由圖11分析可知,磨痕寬度約為0.64 mm,摩擦痕跡上有非常明顯粘著現象,可以看到有大面積因粘著脫落的痕跡,這說明基體的磨損機理為粘著磨損,這也許是造成基體磨損量較大的原因[21]。
3 結論
筆者以42CrMo鋼為研究材料,研究了42CrMo鋼不同溫度預氧化對離子滲氮過程的影響。通過金相、顯微硬度、摩擦磨損、電化學腐蝕、XRD和SEM等方法來對試樣進行表征,得到了42CrMo鋼預氧化的較佳工藝,得出結論如下。
1)在預氧化時間相同時,預氧化溫度越高,滲氮后形成的滲層越厚,350 ℃預氧化樣品滲層最厚,400 ℃預氧化樣品其次,450 ℃預氧化樣品最薄。350 ℃進行1 h空氣離子氧化為較佳的預氧化工藝。
2)350 ℃進行1 h空氣離子氧化后,進行500 ℃滲氮8 h,白亮層厚度為24 μm,滲層厚度可達到210 μm;只進行500 ℃滲氮8 h的樣品,雖然白亮層最大厚度也為24 μm,但薄的地方只有16 μm,白亮層非常不均勻,而且滲層厚度也只有125 μm左右。說明350 ℃進行1 h空氣離子氧化能夠起到非常明顯的催滲作用,與普通離子滲氮相比滲層厚度增加了85 μm。
3)350 ℃進行1h空氣離子氧化后,進行500 ℃滲氮8 h,與普通離子滲氮相比,滲層硬度明顯提高,硬度可升高50~120 HV;能夠獲得更高的自腐蝕電位,更加耐腐蝕;350 ℃預氧化樣品與普通離子滲氮樣品的相組成皆為α-Fe、Fe4N和Fe2-3N,但是350 ℃預氧化樣品的Fe2-3N相更多。350 ℃預氧化樣品與普通離子滲氮樣品在摩擦磨損實驗中獲得了基本相同的摩擦系數,但是350 ℃預氧化樣品有更低的摩擦磨損失重,故更為耐磨。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
