不對(duì)稱十字形勁性柱在某超高層建筑中的應(yīng)用研究
2020-05-22 08:43:00陳思敏蔣永揚(yáng)張祖峰王景
安徽建筑 2020年4期
陳思敏,蔣永揚(yáng),張祖峰,王景
(浙江中南建設(shè)集團(tuán)鋼結(jié)構(gòu)有限公司,浙江 杭州 310000)
0 前言
目前,隨著我國(guó)經(jīng)濟(jì)的飛速發(fā)展與人口的不斷增加,城市土地資源越來越緊張。為滿足人們與社會(huì)的需求,高層建筑迅猛發(fā)展,其建筑高度不斷增加,對(duì)結(jié)構(gòu)承載能力與剛度的要求也不斷提高。近年來,以勁性結(jié)構(gòu)為主的組合結(jié)構(gòu)成為超高層結(jié)構(gòu)的熱點(diǎn)[1]。其中,不對(duì)稱十字形勁性柱憑借其承載能力強(qiáng)、剛度大,經(jīng)濟(jì)性能好等優(yōu)點(diǎn)[2],逐漸得到高層建筑工程的親睞。本文以某超高層建筑項(xiàng)目為例對(duì)不對(duì)稱十字形勁性柱在超高層建筑中的應(yīng)用展開介紹。
1 背景工程
某超高層項(xiàng)目建筑由2幢超高層A、B塔樓組成,建筑高度均為239.5m,建筑面積為169926m2,效果圖見圖1。地下室至地面以上核心筒區(qū)域均采用不對(duì)稱十字形勁性柱,以A塔樓為例,不對(duì)稱十字形勁性柱設(shè)置范圍為8~19軸線與G~K軸線交叉區(qū)域,詳見圖2。

圖1 某超高層建筑效果圖
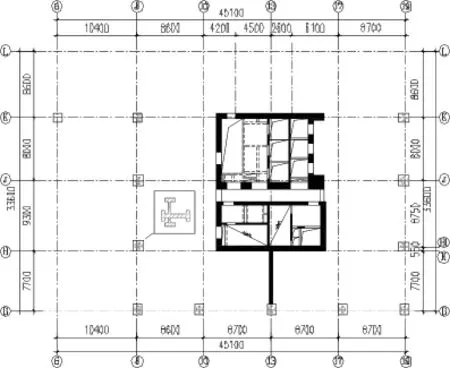
圖2 A塔樓不對(duì)稱十字形勁性柱平面布置圖
2 重難點(diǎn)分析
不對(duì)稱十字形勁性鋼骨柱通常由T型鋼與H型鋼組立而成,故在加工、安裝過程中主要面臨以下幾個(gè)問題:①如何加工以確保組立精度及加工質(zhì)量;②由于不對(duì)稱十字形勁性鋼骨柱的自身特點(diǎn),部分尺寸較小或不對(duì)稱型較大的構(gòu)件,其焊縫處在狹小空間內(nèi),缺乏檢測(cè)所要求的操作空間,很難準(zhǔn)確檢測(cè)或者難以檢測(cè)到焊縫質(zhì)量;③如何安裝以確保垂直度和就位精度等達(dá)到規(guī)范要求。
3 不對(duì)稱十字形勁性柱的加工
不對(duì)稱十字形勁性柱的主要加工工藝流程為:①在組立機(jī)上分別組立T型、H型鋼;②在門焊機(jī)上進(jìn)行船型位置埋弧自動(dòng)焊,隨后進(jìn)行火焰矯正;③啟動(dòng)生產(chǎn)流水線對(duì)組立后的型鋼、T型鋼進(jìn)行下料、鉆孔、鎖口,而后進(jìn)行十字形焊接;④采用專用胎具將兩個(gè)T型柱組成H型后進(jìn)行焊接;⑤使用埋弧自動(dòng)焊在水平兩側(cè)同時(shí)焊接;⑥采用埋弧自動(dòng)焊船型焊接位置;⑦對(duì)十字形柱進(jìn)行機(jī)械矯正和火焰矯正。關(guān)鍵工藝流程介紹如下。
3.1 T型鋼加工工藝流程
為減少T型鋼焊接變形,采取2根T型鋼組對(duì)焊接的方法。組立順序如下:
①將兩塊腹板用工藝板連接(工藝板兩面對(duì)稱安裝);
②組立(同H型鋼的組立)。
T型鋼、H型鋼的加工制作流程如圖3所示。

圖3 型鋼加工工藝流程圖
3.2 十字形鋼柱的組立
十字形鋼柱的組立采用專用的胎具來保證其尺寸要求。組立后的H型鋼及T型鋼(已組立成H型鋼)的下料、鉆孔、鎖口(兩端頭開坡口)均由鋸床、三維鉆、鎖口機(jī)組成的流水線上自動(dòng)完成;然后,將T型鋼中的工藝板去掉,并磨平焊點(diǎn)。
H型鋼和T型鋼采用機(jī)械矯正和火焰矯正相結(jié)合。十字型矯正使用火焰矯正,矯正時(shí)應(yīng)特別注意對(duì)扭曲變形的控制和防止。
4 不對(duì)稱十字形勁性柱的焊縫檢測(cè)
不對(duì)稱十字形勁性柱的焊縫檢測(cè)是評(píng)判其加工質(zhì)量的關(guān)鍵流程,在鋼骨柱制備成型過程中應(yīng)對(duì)焊縫質(zhì)量進(jìn)行實(shí)時(shí)檢測(cè)與控制。目前較為常見的鋼結(jié)構(gòu)工程焊縫無損檢測(cè)技術(shù)[3]為超聲波探傷技術(shù)。以背景工程中A塔樓K軸交19軸處的柱為例,如圖4所示。
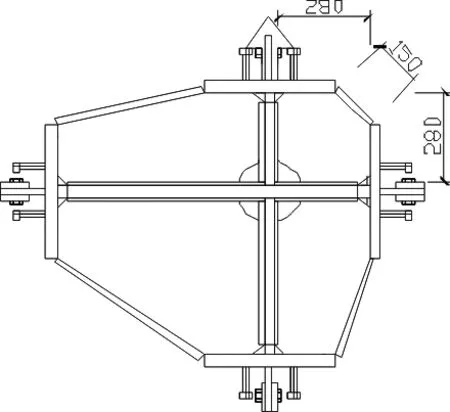
圖4 不對(duì)稱十字形勁性鋼骨柱
該不對(duì)稱十字形勁性柱鋼骨柱開口尺寸為150mm,進(jìn)深約320mm,檢測(cè)人員難以手持超聲波探傷儀探頭伸入其中進(jìn)行超聲波探測(cè)。因此研制了一種狹小空間內(nèi)焊縫檢測(cè)用超聲波探傷儀輔助裝置,以靈活地對(duì)十字形鋼骨柱焊縫進(jìn)行超聲波無損探傷。在焊縫超聲波探傷時(shí),將超聲波探傷儀探頭固定于裝置上,為超聲波探傷儀提供手柄支架,以適應(yīng)狹小空間內(nèi)的焊縫檢測(cè)。
該裝置包括探頭手柄1、軸向旋轉(zhuǎn)連接件2、可旋轉(zhuǎn)連接裝置3和可調(diào)探頭固定裝置4,其特征在于:探頭手柄1為空心圓管,可使超聲波探傷儀的線路從其中穿過,便于將探頭伸入狹小空間內(nèi)的焊縫處進(jìn)行檢測(cè)。圓管之間采用對(duì)拉螺桿連接,以使圓管之間得以進(jìn)行軸向旋轉(zhuǎn),便于伸入特殊形狀的空間內(nèi)。調(diào)節(jié)螺桿用于探頭的限位固定。裝置具體組成圖見圖5所示。
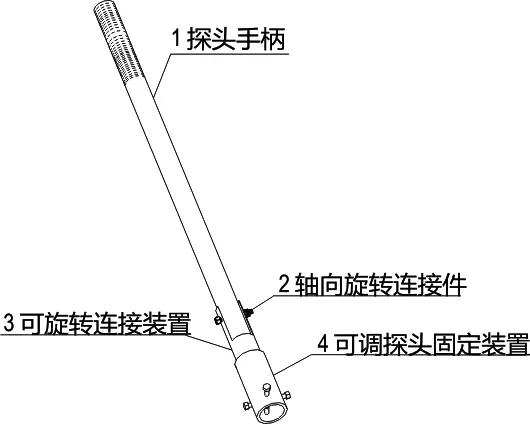
圖5 裝置組成
5 不對(duì)稱十字形勁性柱的安裝
不對(duì)稱十字形勁性柱大致安裝工藝流程[6]為:安裝前準(zhǔn)備→首層鋼柱的吊裝→鋼柱的測(cè)量校正→固定首層鋼柱→綁扎鋼筋支模板澆筑→重復(fù)以上步驟完成余下的鋼柱安裝工作→驗(yàn)收及成品保護(hù)。
5.1 安裝前準(zhǔn)備
安裝前準(zhǔn)備工作如下:根據(jù)背景工程的結(jié)構(gòu)特點(diǎn)與現(xiàn)場(chǎng)情況建立測(cè)量控制網(wǎng),再進(jìn)行鋼柱的進(jìn)場(chǎng)及構(gòu)件質(zhì)量驗(yàn)收;選擇塔吊吊裝鋼柱,通過統(tǒng)計(jì)分析,選用CM335-18T(CM 型 315T.M)型塔機(jī)。塔吊布置圖見圖6;③將待安裝的柱子按位置、方向放到吊裝位置。
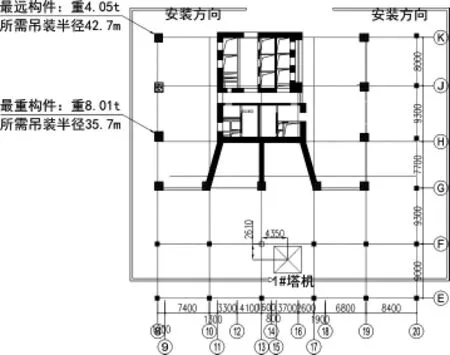
圖6 1#塔機(jī)布置圖
5.2 鋼柱吊裝
將吊索具、攬風(fēng)繩、爬梯、溜繩以及防墜器等固定在鋼柱上。吊裝準(zhǔn)備工作就緒后,先進(jìn)行試吊。鋼柱初始起吊時(shí)其下端用木頭支墊,防止扳起過程中滑動(dòng)和翻轉(zhuǎn),避免損傷構(gòu)件自身和對(duì)周圍造成安全隱患。吊起一端高度為100~200mm時(shí)停吊,檢查索具牢固和吊車的穩(wěn)定性,確定安全后將鋼柱慢慢吊起、轉(zhuǎn)向就位。位于安裝基礎(chǔ)時(shí),可指揮吊車緩慢下降,當(dāng)柱底距離基礎(chǔ)位置40~100mm時(shí),調(diào)整柱底與基礎(chǔ)兩基準(zhǔn)線達(dá)到準(zhǔn)確位置,指揮吊車下降就位,臨時(shí)將柱子加固,達(dá)到安全方可摘除吊鉤。利用四根單繩連接鋼骨柱耳板,先緩慢起吊鋼柱至與地面垂直,而后平穩(wěn)吊裝,以確保吊裝的安全合理。
5.3 鋼柱的測(cè)量校正
鋼柱的測(cè)量校正是鋼結(jié)構(gòu)安裝的重要環(huán)節(jié)[7]。鋼柱就位后,使柱中線與基礎(chǔ)面上的中線對(duì)齊,少量的偏差可利用千斤頂和撬棍校正。
鋼柱就位和柱頂標(biāo)高校正完成后,用經(jīng)緯儀檢查垂直度,在柱身相互垂直的兩個(gè)方向用經(jīng)緯儀照準(zhǔn)鋼柱柱頂處的中心線,然后比較該中心線的投影點(diǎn)與柱底處該點(diǎn)所對(duì)應(yīng)柱中心線的差值,即為鋼柱此方向垂直度的偏差值。其值應(yīng)不大于H/1000且偏差<10mm。當(dāng)視線不通時(shí),可將儀器架設(shè)在偏離其所在的軸線位置,但偏離的角度應(yīng)不大于15。。鋼柱垂直度校正完成后,當(dāng)一個(gè)片區(qū)的鋼柱安裝完畢后,對(duì)這一片區(qū)鋼柱進(jìn)行整體測(cè)量校正,局部偏差通過導(dǎo)鏈、纜風(fēng)繩進(jìn)行鋼柱垂直度校正。對(duì)于整體偏差則用多臺(tái)儀器多根鋼柱同時(shí)進(jìn)行垂直度校正。
5.4 鋼柱的固定
根據(jù)背景工程情況計(jì)算的構(gòu)件單根重量,在鋼柱的4個(gè)面大約距柱頭500~1000mm處捆綁4根φ8軟鋼絲攬風(fēng)繩,且每根鋼絲繩與地面形成約60°夾角,靠近地面端用2T手拉葫蘆勁性緊固。須保證4根鋼絲繩長(zhǎng)度相等,并且連接牢固,以穩(wěn)定安裝完成后的鋼骨柱。從4個(gè)方向進(jìn)行固定,防止安裝完成后鋼骨柱因風(fēng)力等因素發(fā)生偏移的情況發(fā)生,使其保持安裝完成時(shí)的定位精度和垂直度。
5.5 綁扎鋼筋支模板澆筑
綁扎鋼筋,搭設(shè)模板,采用分層澆筑的方法澆筑混凝土,采用細(xì)直徑的振搗棒進(jìn)行混凝土振搗,不留死角。澆筑混凝土過程中檢測(cè)鋼柱垂直度,若發(fā)現(xiàn)偏差及時(shí)采取攬風(fēng)繩等措施進(jìn)行調(diào)正。
6 結(jié)語(yǔ)
本文研究的內(nèi)容解決了不對(duì)稱十字形勁性柱在背景工程中應(yīng)用所面臨的問題,可以為不對(duì)稱十字勁性柱在超高層建筑的應(yīng)用提供參考。其中,勁性柱加工工藝能夠嚴(yán)格控制不對(duì)稱十字形勁性鋼骨柱加工精度,避免因加工質(zhì)量缺陷降低結(jié)構(gòu)承載能力;采用狹小空間內(nèi)焊縫檢測(cè)用超聲波探傷儀輔助裝置能夠解決鋼骨柱操作空間狹小難以進(jìn)行焊縫質(zhì)量檢測(cè)的問題,從而更好地控制不對(duì)稱十字勁性柱鋼骨柱的加工質(zhì)量;勁性柱安裝方法可以確保不對(duì)稱十字勁性柱安全、較精確地完成安裝。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
