某發(fā)動(dòng)機(jī)中央傳動(dòng)機(jī)匣表面冷噴涂修復(fù)
2020-06-04 09:58:14陳朝剛
科學(xué)技術(shù)創(chuàng)新 2020年13期
關(guān)鍵詞:發(fā)動(dòng)機(jī)
陳朝剛
(沈陽(yáng)黎明航空發(fā)動(dòng)機(jī)有限責(zé)任公司,遼寧 沈陽(yáng)110043)
某型航空發(fā)動(dòng)機(jī)中央傳動(dòng)機(jī)匣出現(xiàn)鋁青銅涂層脫落問(wèn)題,為完成機(jī)匣涂層的修復(fù)可以使用冷噴涂技術(shù)對(duì)其進(jìn)行處理,用以恢復(fù)發(fā)動(dòng)機(jī)機(jī)匣鋁青銅涂層所具有的抗磨、耐熱性能。相較于熱火焰噴涂技術(shù)冷噴涂技術(shù)能夠更好的適應(yīng)鋁、銅類及其合金涂層的修復(fù)。本文在分析冷噴涂技術(shù)特性的基礎(chǔ)上對(duì)其在某型航空發(fā)動(dòng)機(jī)涂層修復(fù)中的應(yīng)用進(jìn)行了分析介紹。
1 冷噴涂技術(shù)特點(diǎn)
冷噴涂技術(shù)是上世紀(jì)末由俄羅斯所發(fā)明的一種新型技術(shù),其利用預(yù)加熱后的高速氣體作為載體推動(dòng)涂覆材料(粉末顆粒形式)向涂覆層高速運(yùn)動(dòng),在使得涂覆材料加速到音速的基礎(chǔ)上與涂覆層進(jìn)行撞擊,從而使得粉末顆粒在高速作用下以塑性變形的形式在涂覆層形成涂覆材料的沉積。相較于傳統(tǒng)的熱噴涂技術(shù),冷噴涂技術(shù)由于受熱少,對(duì)基體的熱影響較小,噴涂過(guò)程中粉末顆粒具有較好的穩(wěn)定性,產(chǎn)生氧化及相變的可能性較低。冷噴涂技術(shù)作為一種良好的噴涂技術(shù),能夠在待修復(fù)土層表面重新構(gòu)建新的涂覆層,從而完成涂層的修復(fù)。本文選用冷噴涂技術(shù)作為中央機(jī)匣鎂合金涂層修復(fù)技術(shù)的主要原因在于:a.使用冷噴涂技術(shù)進(jìn)行修復(fù)后的鋁青銅部分與母材具有良好的相容性。b.相較于其他技術(shù)使用冷噴涂技術(shù)能夠在鎂合金表面形成良好的噴涂沉積層,且噴涂沉積層的沉積效率較高。c.使用冷噴涂技術(shù)噴涂后的鋁青銅合金涂層具有良好的涂層組織結(jié)構(gòu),涂層致密不易脫落。d.冷噴涂技術(shù)操作簡(jiǎn)便,僅使用壓縮空氣作為氣源即可完成噴涂修復(fù)作業(yè),能夠在現(xiàn)場(chǎng)即可完成涂層的修復(fù)作業(yè)。修復(fù)作業(yè)具有較強(qiáng)的可操作性。
2 鋁青銅冷噴涂修復(fù)工藝
某型號(hào)航空發(fā)動(dòng)機(jī)鋁青銅冷噴涂修復(fù)工藝分為以下三個(gè)環(huán)節(jié):a.去除原有噴涂涂層。b.鋁青銅冷噴涂修復(fù)。c.鋁青銅冷噴涂涂層的加工。第一步需要先將發(fā)動(dòng)機(jī)機(jī)匣表面的噴涂涂層去除,首先先將航空發(fā)動(dòng)機(jī)機(jī)匣安裝在車床上,對(duì)機(jī)匣內(nèi)圓表面進(jìn)行打表測(cè)定,通過(guò)緩緩轉(zhuǎn)動(dòng)機(jī)匣待到機(jī)匣測(cè)定的圓跳動(dòng)在0.02mm以內(nèi)時(shí)為止,而后使用車床固定車刀沿著發(fā)動(dòng)機(jī)機(jī)匣緩緩進(jìn)刀,去除發(fā)動(dòng)機(jī)機(jī)匣表面的殘余涂層。在完成了對(duì)于機(jī)匣內(nèi)表面殘余涂層的切削后,再沿著機(jī)匣檢查機(jī)匣表表面的徑向跳動(dòng),只有當(dāng)徑向跳動(dòng)在0.03mm 以內(nèi)時(shí)才算完成了機(jī)匣內(nèi)表面殘余涂層的清理。在完成了對(duì)于機(jī)匣內(nèi)表面的清理后,需要對(duì)機(jī)匣進(jìn)行重新噴涂涂層,在噴涂處理前使用丙酮對(duì)其進(jìn)行大清洗,避免因雜物而影響噴涂效果。對(duì)不需要噴涂的區(qū)域使用吹砂膠帶進(jìn)行防護(hù),在噴涂作業(yè)時(shí),將機(jī)匣安裝在噴涂旋轉(zhuǎn)夾具上,首先使用純鋁粉在機(jī)匣表面噴涂一層鋁涂層作為中間層,鋁涂層的噴涂厚度控制在0.15mm-0.2mm 之間即可,在完成了鋁涂層的噴涂作業(yè)后重新在噴槍中加入鋁青銅粉末,在鋁涂層的基礎(chǔ)上噴涂0.9mm±0.1mm 的鋁青銅涂層,從而完成機(jī)匣表面的冷噴涂加工。在完成了噴涂作業(yè)后需要將噴涂涂層加工至機(jī)匣所規(guī)定的尺寸,在完成了機(jī)匣的裝夾、定位后對(duì)機(jī)匣進(jìn)行找正,將機(jī)匣涂層車削至規(guī)定尺寸即可。
3 使用冷噴涂技術(shù)進(jìn)行鋁青銅涂層的噴涂修復(fù)
某型號(hào)發(fā)動(dòng)機(jī)中央機(jī)匣采用的是ZM5 鎂合金基體,在使用冷噴涂技術(shù)進(jìn)行噴涂修復(fù)實(shí)驗(yàn)時(shí),首先對(duì)鎂合金機(jī)匣表面使用丙酮進(jìn)行清理,丙酮具有良好的吸附性和相溶性,能夠?qū)Ρ砻嬗臀圻M(jìn)行良好的清潔。待到表面清潔完成后,使用青銅與鋁混合粉末顆粒作為修復(fù)材料進(jìn)行冷噴涂作業(yè),青銅與鋁粉末顆粒具有極高的純度(99.9%以上)。在開始某發(fā)動(dòng)機(jī)機(jī)匣的鋁青銅涂層修復(fù)實(shí)驗(yàn)時(shí),首先在待修復(fù)涂層表面噴涂鋁涂層,使用鋁涂層作為鋁青銅涂層的中間粘結(jié)層,用以增強(qiáng)鋁青銅涂層的粘附力。待到鋁涂層噴涂均勻后再在其上噴涂鋁青銅涂層完成機(jī)匣表面涂層的修復(fù)。完成機(jī)匣表面鋁青銅涂層的噴涂后,使用掃描電鏡對(duì)噴涂涂層的噴涂效果進(jìn)行檢驗(yàn)觀測(cè),噴涂后的使用電鏡掃描后的鋁青銅涂層微觀截面圖如下圖1 左所示。由圖中可以清晰的看出作為中間層的鋁離子與原涂層形成了極為良好的結(jié)合形態(tài),鋁粒子體積較大,在強(qiáng)力的沖擊下產(chǎn)生的變形較為完整,其與底層涂層的機(jī)械咬合現(xiàn)象較為良好,中間的鋁涂層與原涂層形成了較為緊密的結(jié)合, 在電鏡掃描圖上幾乎發(fā)現(xiàn)不到細(xì)微的孔隙,且電鏡掃描圖上所顯示的微裂紋也很少、很細(xì)微,總體來(lái)說(shuō)其與航空發(fā)動(dòng)機(jī)原ZM5 基體形成了良好的結(jié)合。航空發(fā)動(dòng)機(jī)冷噴涂后的電鏡掃描圖如下圖1 右所示。圖1 右為使用鋁青銅材質(zhì)冷噴涂后的電鏡掃描圖。從圖中可以看出,冷噴噴涂后鋁青銅涂層在中間的鋁涂層上形成了均勻、細(xì)密的涂層結(jié)構(gòu),相對(duì)于中間的鋁涂層,鋁青銅涂層在電鏡掃描圖中可以看到明顯的熔融痕跡,這一現(xiàn)象意味著冷噴涂后的鋁青銅涂層不僅存在著機(jī)械咬合現(xiàn)象,同時(shí)還存在著鋁、青銅粒子之間的冶金結(jié)合。由多組鋁青銅涂層電鏡掃描圖可以看出冷噴涂后的鋁涂層和鋁青銅涂層的孔隙率都在1%以內(nèi),而采用一般噴涂作業(yè)所使用的火焰噴涂方式其孔隙率多在15%±5%左右,電弧噴涂工藝的孔隙率相對(duì)火焰噴涂低一些也多在10%以內(nèi)。相對(duì)于火焰噴涂、等離子噴涂和電弧噴涂工藝,冷噴涂工藝有效的減少了噴涂涂層的孔隙率。在對(duì)發(fā)動(dòng)機(jī)進(jìn)行冷噴涂作業(yè)中,不論是鋁涂層還是鋁青銅涂層由于是鋁、銅粒子高速?zèng)_擊所形成的,其涂層內(nèi)部都承受著一定的壓應(yīng)力,從而使得制備厚涂層成為可能。發(fā)動(dòng)機(jī)中央機(jī)匣處的鋁青銅涂層主要承擔(dān)著減磨、抗磨的作用,主要用于保護(hù)中央機(jī)匣,因此對(duì)于鋁青銅涂層的致密性有著極高的要求,鋁青銅涂層與基體形成良好的結(jié)合將有助于鋁青銅涂層不產(chǎn)生掉落,從而在機(jī)匣表面形成良好的保護(hù)層。從冷噴涂后的涂層電鏡掃描圖中可以看出,冷噴涂鋁涂層在基體吹砂表面凹凸處于基體形成了良好的機(jī)械咬合現(xiàn)象,而鋁青銅涂層則與中間的鋁噴涂涂層之間形成了一道極為明顯的分隔界面,中間無(wú)過(guò)渡層,且在電鏡掃描圖中幾乎無(wú)法找到孔隙與缺陷,這意味著鋁青銅涂層通過(guò)中間的鋁涂層與基體的ZM5 鎂合金之間形成了非常良好的結(jié)合面。此外,除了發(fā)現(xiàn)極少量的孔隙和微裂紋外,在電鏡掃描圖中幾乎看不到脫離層,這意味著使用冷噴涂后所形成的涂層在其內(nèi)部形成了極強(qiáng)的聚合力,這意味著在鋁青銅冷噴涂涂層在發(fā)動(dòng)機(jī)涂層修復(fù)中能夠發(fā)揮出良好的效果。
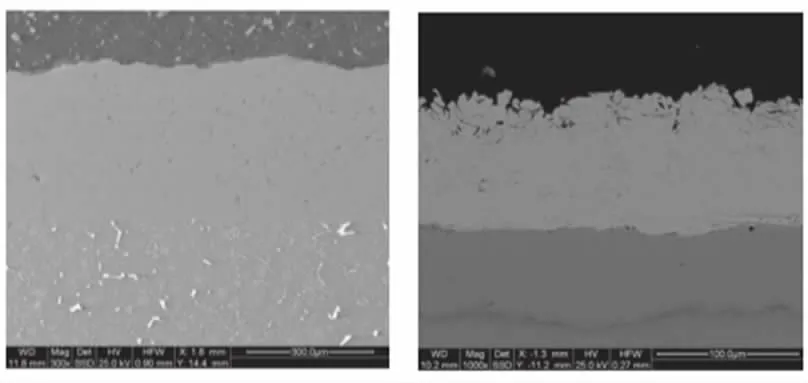
圖1 鋁涂層和鋁青銅涂層噴涂電鏡掃描圖
結(jié)束語(yǔ)
航空發(fā)動(dòng)機(jī)修復(fù)能夠有效的提高航空發(fā)動(dòng)機(jī)的使用壽命,降低航空發(fā)動(dòng)機(jī)的使用成本。本文在介紹冷噴涂工藝的基礎(chǔ)上對(duì)其在某型航空發(fā)動(dòng)機(jī)機(jī)匣鋁青銅修復(fù)的工藝進(jìn)行了分析介紹,并通過(guò)掃描電鏡對(duì)噴涂后的涂層進(jìn)行了分析,從而確定了在某型發(fā)動(dòng)機(jī)機(jī)匣處使用冷噴涂修復(fù)工藝能夠取得了良好的修復(fù)效果。
猜你喜歡
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:30
汽車維修與保養(yǎng)(2021年8期)2021-02-16 00:28:18
汽車維修與保養(yǎng)(2020年11期)2020-06-09 05:42:06
民用飛機(jī)設(shè)計(jì)與研究(2019年2期)2019-08-05 01:33:40
汽車維護(hù)與修理(2016年3期)2016-02-28 13:16:54
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:30
汽車與新動(dòng)力(2015年1期)2015-02-27 12:11:01
汽車與新動(dòng)力(2014年6期)2014-02-27 12:10:49
汽車與新動(dòng)力(2014年5期)2014-02-27 12:10:41
汽車與新動(dòng)力(2014年2期)2014-02-27 12:10:15
