錐束工業CT在逆向方面的應用
2020-06-11 08:12:27吳彥舉郝兵呂益良鄭詩楊
中國科技縱橫 2020年3期
吳彥舉 郝兵 呂益良 鄭詩楊

摘? 要:目前逆向工程已經廣泛應用到產品開發,產品設計,產品防治以及產品還原等領域,主要可以縮短產品的設計和產品的開發周期,加快產品的更新換代;降低企業開發新產品的成本和風險;加快產品的造型和系列化的設計。目前常用的逆向方法有直接手動工具測繪,3D掃描儀掃描等手段,最近幾年針對X射線錐束CT掃描逆向方面有了新的研究,特別是對于復雜結構工件表面及內部空腔結構逆向具有重要的意義。在錐束CT掃描的情況下,可以得到二維截面和三維立體圖像,能準確的展示被測工件的內外部結構,實現密度、尺寸等定性和定量分析。
關鍵詞:逆向工程;X射線;CT掃描逆向
中圖分類號:TH878? 文獻標識碼:A ? ?文章編號:1671-2064(2020)03-0000-00
逆行工程是指有實物經數字化處理,CAD建模到最終產品造出的過程。近年來,隨著工業CT技術的成熟和不斷完善,工業CT在逆向工程中的研究和應用得到越來越多的關注和重視。
傳統的手動測繪逆向,操作復雜且精度不能保證,有些空間有限的地方無法滿足手動測量設備測繪,導致逆向工程出現偏差;市場上主流的3D掃描儀作為逆向工具可以對零件表面進行準確逆向,并生成STL格式的文件,但是無法對零件內部結構進行分析,對于有些需要了解內部結構的工件無法做到準確逆向。然而X射線錐束CT,由于其可以穿透工件,彌補了以上兩種逆向的不足,不僅可以得到工件表面信息還可以得到內部結構信息,且可以重建生產三維數字模型。
1 錐束工業CT逆向工程基本原理
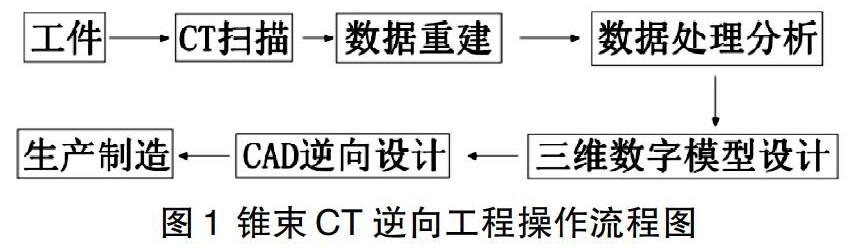
錐束工業CT逆向工程主體思想是錐束CT設備掃描提取結構信息,手工測繪重要尺寸信息,專業CAD逆向設計這樣的順序進行。主要分為CT掃描、數據重建、數據處理分析、三維數字模型設計、CAD逆向設計等步驟[1]。
第一階段CT掃描主要是對工件進行數據采集的過程,通過錐束CT設備掃描可以得到工件的三維數據模型,不僅可以顯示所有截面信息還可以顯示三維模型,便于我們了解工件所有結構特性,這也是錐束CT掃描的一個重要特性。
第二階段數據重建是指錐束CT掃描采集的所有投影數據,通過重建軟件算法可以得到三維數據模型。
第三階段數據處理分析對于后續三維數字模型設計至關重要,錐束CT掃描完成重建后的數據有些會有偽影情況,需要使用CT專用軟件VG studio Max進行濾波處理、去偽影、降噪等處理,使得到的圖像更加清晰。
第四階段三維模型設計,在第三階段的基礎上得到清晰的三維數據,通過尺寸測量可以得到零件各個位置的尺寸信息,根據尺寸信息使用三維設計軟件(Proe、CATIA)進行產品三維數字模型設計,且可以輸出STP、IGS、STl等通用格式。
第五階段CAD逆向設計,完成三維數字模型設計后,為了方便生產制造,需要進行CAD圖紙設計,生成工程圖。進行機械加工制造或者利用三維數字模型進行3D打印制造,如圖1所示。
影響產品逆向的主要因素有:
(1)錐束CT設備的掃描誤差:掃描設備的選擇直接影響著掃描的精度,微焦點工業CT系統的檢測精度遠高于常規焦點工業CT系統,但是目前市場上微焦點CT系統的管電壓一般在300kV以下,只能穿透35mmFe(等效鋼厚度)的工件。對于回轉直徑小于35mmFe的工件一般優選微焦點工業CT系統,以此來保證檢測精度。
(2)數據處理誤差:由于CT掃描生成的是圖像數據,圖像數據需要使用專用的CT軟件進行偽影、濾波、表面測定、對比度調節等處理才能進行尺寸測量。在進行偽影處理和表面測定方面需要人為的去調節閾值,由于操作人員的經驗和技術水平不一樣,導致結果會有一點的差異性,為了解決這個問題一般會建立操作標準。
(3)尺寸測量誤差:在使用CT專用軟件VG Studio Max進行尺寸測量時,需要人為選擇測量點,會有一定的主觀因素影響測量精度。
綜上所述:為了得到高精度的逆向結果,掃描設備優先選用微焦點CT設備,數據處理要求按照操作標準進行,尺寸測量可以通過多次測量求其平均值的方法盡量減少尺寸測量人為誤差[2]。
2 錐束CT逆向工程案例分析
按照上述的逆向工程操作流程,針對一個水杯逆向工程進行詳細的分析。該水杯高約180mm,直徑約65mm,材質為不銹鋼,壁厚2mm,根據零件的特性,此次逆向操作主要選用300kV微焦點CT系統,管電壓選擇240kV,管電流選擇120μA,采集張數為1800張,杯子的裝配體掃描結果如圖2所示。通過四視圖的方式顯示出了杯子的縱向截面圖、橫向截面圖和三維模型圖,可以從不同的視角去了解結構信息[3]。該步驟可以通過分層,切片,局部放大,刨切等操作清晰直觀的分析工件的結構特性,為三維數字模型設計做借鑒。
上述CT檢測數據經過濾波,去偽影,幾何校正等處理后,得到高清晰度的圖像,使用VG StudioMax軟件測量工具,可以測得杯子的高度、直徑、內腔等關鍵尺寸信息,通過Proe或者Catia等三維模型設計軟件進行逆向設計,設計結果如圖3所示。三維數字模型可以轉化成STL格式文件,使用3D打印機對工件進行實物還原,通過與實物進行比對,可以測得其逆向誤差。
3D打印界面如圖4所示,可以設置打印速度,填充率,壁厚等關鍵參數,為了提高3D打印的精度,減少打印造成的誤差。經過驗證打印速度一般設置為40mm/s一下,填充率一般設置為20%以上,壁厚最少是噴頭直徑的2倍。這樣可以保證打印出來的工件不變形且精度可以得到要求。
逆向的目的就是還原,為了達到工程化的設計要求,還需要將設計的三維數字模型,按照工程化設計要求設計為CAD圖紙,如圖5所示。該CAD工程圖可以直接進行機械加工,到此才完成工件整體的逆向。
3 總結
本文主要介紹錐束工業CT在逆向工程方面的應用,以及逆向工程的操作流程。本文通過杯子作為逆向工程案例,完整的全流程詳細的講解了逆向操作的方法和關鍵技術,體現出錐束工業CT在逆向工程中的優勢,可以清晰看到工件的二維和三維結構信息。通過逆向工程可以得到不同格式的文件(STEP、IGS、STL),可以通過3D打印技術對工件進行還原,也可以通過設計生產二維CAD圖,完成產品的機械加工和產品化,達到逆向的目的。
從文中介紹發現錐束CT逆向流程和優勢遠遠大于現有技術手段,對于復雜的結構件更能體現出錐束工業CT的優勢,經過我們的技術驗證和實驗,以上操作流程和逆向技術是可以實現的。通過市場分析發現該逆向工程可用于汽車零部件,醫療器械,電子器件等復雜結構的逆向。
參考文獻
[1]金濤,童水光.逆向工程技術[M].北京:機械工業出版社,2003.
[2]王霄.逆向工程技術及應用[M].北京:化學工業出版社,2004.
[3]王自明.無損檢測綜合知識[M].北京:機械工業出版社,2003.
收稿日期:2020-01-11
作者簡介:吳彥舉(1988—),男,河南盧氏人,本科,工程師,研究方向:DR、CT系統集成及圖像處理。
