鐵路客車用水箱防波板結(jié)構(gòu)優(yōu)化
2020-06-12 11:39:59劉麗君
汽車世界·車輛工程技術(shù)(下) 2020年1期
關(guān)鍵詞:焊接結(jié)構(gòu)

摘 要:本文以某鐵路局食堂車凈水裝置水箱為研究對(duì)象,采用Simufact Welding、Abaqus軟件從焊接分析以及結(jié)構(gòu)分析兩方面對(duì)水箱內(nèi)部防波板結(jié)構(gòu)改進(jìn)進(jìn)行對(duì)比分析。從焊接分析結(jié)果來看,改進(jìn)后的結(jié)構(gòu)稍優(yōu)于改進(jìn)前,焊接應(yīng)力更小,且具有進(jìn)一步優(yōu)化的空間;結(jié)構(gòu)分析方面,改進(jìn)后的結(jié)構(gòu),防波板的作用更明顯,水箱端板受力有所改善。
關(guān)鍵詞:水箱;防波板;焊接;結(jié)構(gòu)
1 研究對(duì)象
1.1 作用意義
鐵路客車用水箱內(nèi)設(shè)有防波板,其作用為:當(dāng)水箱運(yùn)動(dòng)形式突變(例如車輛急加速、急減速)時(shí),阻礙內(nèi)部流體劇烈晃動(dòng),均衡各板的沖擊受力,進(jìn)而減小變形,有利于提高水箱整體結(jié)構(gòu)穩(wěn)定性。
以單方向加速度為例,對(duì)比有、無防波板的水箱內(nèi)部情況。如圖1(a)所示,水箱內(nèi)部無防波板,在水箱運(yùn)動(dòng)時(shí),內(nèi)部水因?yàn)閼T性會(huì)迅速擠壓匯集于后端面,水瞬間的慣性力全由后端板乃至頂板來承擔(dān),隨著運(yùn)動(dòng)進(jìn)行,內(nèi)部水逐漸趨于平穩(wěn)。
如圖1(b)所示,水箱內(nèi)部有防波板,當(dāng)水箱運(yùn)動(dòng)時(shí),在水箱運(yùn)動(dòng)時(shí),因?yàn)榉啦ò宓拇嬖冢粫?huì)全部匯集于后端,防波板將水分割成兩個(gè)腔,各個(gè)腔內(nèi)水的慣性力接近原來一半,并分別由后端板和防波板共同承擔(dān),隨著運(yùn)動(dòng)進(jìn)行,前腔的水會(huì)通過防波板的流水口流到后腔,最終流動(dòng)域形狀與無防波板時(shí)情況近似。
1.2 研究改進(jìn)
早期水箱的防波板結(jié)構(gòu),一般都為平面板材上開流水口,與底板之間的連接方式為雙側(cè)交叉段焊,這種結(jié)構(gòu)以及焊接形式,會(huì)導(dǎo)致兩焊縫之間的距離過近,在無法完全控制焊接質(zhì)量的情況下,很容易導(dǎo)致母材局部應(yīng)力過大,材料變性嚴(yán)重,進(jìn)而產(chǎn)生變形以及銹蝕;后期水箱結(jié)構(gòu)經(jīng)過改進(jìn),內(nèi)部防波板一般都采用翻邊結(jié)構(gòu),如圖2所示:
這種結(jié)構(gòu)會(huì)在防波板根部以及翻邊處添加兩條焊縫(段焊),在一定程度上解決了以往兩條焊縫過近導(dǎo)致的問題,但該結(jié)構(gòu)存在的問題為在水箱完工酸洗磷化時(shí),根部翻邊處容易存留清洗雜質(zhì),不斷對(duì)焊縫及母材進(jìn)行腐蝕,且在日常使用過程中,水里面的雜質(zhì)由于沉降也會(huì)堆積于此處,不便清理影響水質(zhì)。
本文提出一種新的防波板結(jié)構(gòu)——整體折彎造型,如圖3所示:
該結(jié)構(gòu),擬通過板材折彎錯(cuò)位產(chǎn)生前后面,并在錯(cuò)開的前后面根部焊接,這樣既可以將相鄰焊縫分開,又解決了殘存雜質(zhì)的問題。
本文后續(xù)內(nèi)容將從焊接分析以及結(jié)構(gòu)分析兩方面對(duì)改進(jìn)前后效果進(jìn)行對(duì)比分析。
2 焊接分析
本次焊接模擬計(jì)算,先采用Hypermesh對(duì)水箱模型前處理,生成bdf網(wǎng)格文件,后導(dǎo)入Simufact Welding中進(jìn)行計(jì)算。
2.1 熱源模型選擇
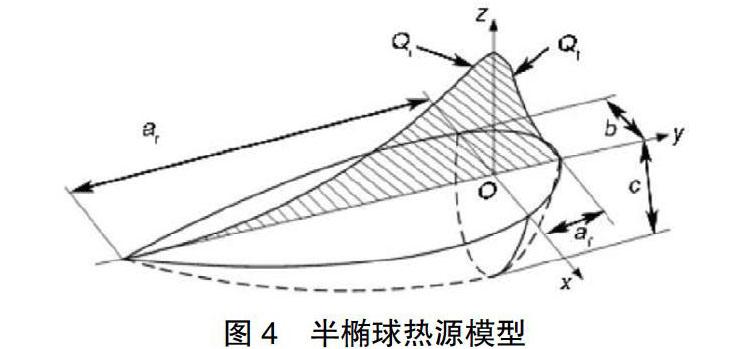
本次計(jì)算采用的是半橢球熱源模型,該熱源模型前半部分是1/4橢球,后半部分是不同尺寸的1/4橢球,熔池模型如圖4所示,y軸正方向?yàn)楹附右苿?dòng)方向:
模型中前半部分和后半部分的熱流密度分布函數(shù)為:
其中,前軸長(zhǎng)af=3mm,后軸長(zhǎng)ar=6mm,寬度b=3mm,深度c=3mm,電壓U=140v,電流I=25A,熱效率η=0.85。
2.2 焊接計(jì)算
因?yàn)楦膭?dòng)前后,僅底部焊接方式有變化,所以焊接計(jì)算只計(jì)算底部焊縫。
為盡可能接近實(shí)際焊接情況,焊接過程中設(shè)計(jì)設(shè)計(jì)加裝了10個(gè)夾具,用于固定板材,焊槍方向?yàn)楹缚p夾角角平分線方向,焊腳尺寸為4mm。
焊接順序?yàn)閱蝹?cè)焊接完成后,對(duì)側(cè)焊接,焊接環(huán)境溫度為20℃,相鄰兩焊接之間間隔1S,焊后預(yù)留10S冷卻時(shí)間。
網(wǎng)格文件導(dǎo)入軟件,如圖5,圖6所示。
2.3 焊接計(jì)算結(jié)果
2.3.1 焊接變形量
改進(jìn)前與改進(jìn)后的焊縫變形量對(duì)比見圖10,圖11所示。
2.3.2 焊接應(yīng)力
改進(jìn)前與改進(jìn)后的焊接應(yīng)力對(duì)比見圖12,圖13所示。
2.4 焊接結(jié)果分析
從焊接變形量結(jié)果可得,改進(jìn)后變形量0.5mm比改進(jìn)前0.47mm大,分析原因?yàn)楦暮笳蹚澰煨偷倪^渡處,正面背面的焊縫相距較近。后期應(yīng)考慮改變焊接方式,減少過渡斜邊處焊量。
從焊接應(yīng)力來看,改后353.26N/mm?優(yōu)于改前361.99N/mm?。
此次計(jì)算僅為底部一條焊縫,在實(shí)際操作過程中,焊接應(yīng)力會(huì)在后續(xù)的焊接中產(chǎn)生進(jìn)一步的影響,整體的應(yīng)力會(huì)在沖擊振動(dòng)和保壓中逐漸釋放,轉(zhuǎn)化為變形,所以從焊接角度來看,應(yīng)力低的更優(yōu)。
3 結(jié)構(gòu)分析
在運(yùn)行過程中,流體對(duì)水箱箱體的沖擊不可忽略,因此本次結(jié)構(gòu)計(jì)算采用的是雙向流固耦合分析,水箱運(yùn)行形式為作急加速運(yùn)動(dòng),水箱帶動(dòng)流體運(yùn)動(dòng),流體運(yùn)動(dòng)引起水箱受力變形,水箱變形影響流體流動(dòng)域的變化。
3.1 抽取中面
由于水箱是薄壁部件,所以本次計(jì)算用抽取中面的形式計(jì)算,原因?yàn)椋阂皇怯脷卧x予厚度代替實(shí)體單元會(huì)明顯降低計(jì)算量,二是薄壁件部件在受力變形時(shí),如果厚度方向網(wǎng)格較少會(huì)使計(jì)算效果失真。
將Catia中裝配完成的水箱模型導(dǎo)入Hypermesh中,抽取中面,如圖14所示:
賦予材料屬性(304不銹鋼):密度:7.93×103kg/m?;彈性模量:194020Mpa;泊松比:0.3。
3.2 計(jì)算設(shè)定
將inp文件導(dǎo)入到abaqus中,檢查水箱屬性定義是否準(zhǔn)確,確認(rèn)無誤后,進(jìn)行以下設(shè)置:
(1)建立流體模型(半箱水),并定義密度、粘性和狀態(tài)方程;(2)將流體模型與水箱“裝配”后,如圖15所示;(3)建立動(dòng)力顯式分析步,分析時(shí)長(zhǎng)為8.5s,開啟幾何非線性,進(jìn)行質(zhì)量縮放設(shè)置;(4)定義流體與水箱之間的接觸關(guān)系;(5)定義載荷,整體定義豎向重力加速度9.8m/s2,箱體受運(yùn)動(dòng)方向4m/s2的加速度,載荷情況如圖16所示;(6)流體網(wǎng)格劃分,采用六面體網(wǎng)格,流體單元類型為C3D8R;(7)作業(yè)流程建立。
3.3 計(jì)算結(jié)果
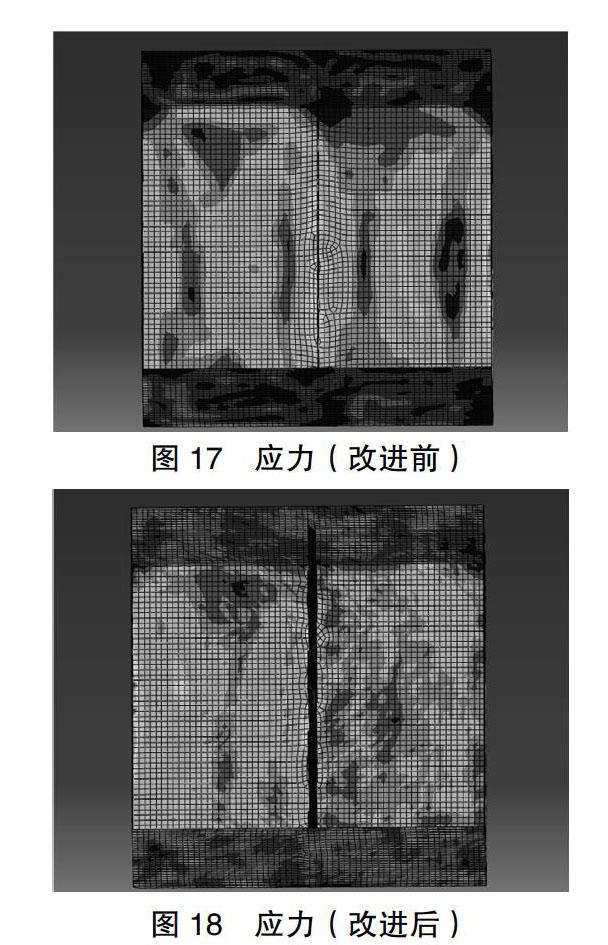
改進(jìn)前與改進(jìn)后的應(yīng)力圖對(duì)比見圖17,圖18所示。
3.4 計(jì)算結(jié)果分析
改前方案、改后方案水箱應(yīng)力集中區(qū)域都發(fā)生在防波板底部及水箱后端板,如圖19,圖20所示:
防波板根部應(yīng)力26.7MPa,水箱后端板應(yīng)力28.1MPa;
防波板根部應(yīng)力30.3MPa,水箱后端板應(yīng)力23.2MPa;
由以上數(shù)據(jù)可得,改進(jìn)后方案,防波板根部應(yīng)力更大,水箱后端板的應(yīng)力更小,防波板對(duì)流體的晃動(dòng)抑制更為有效。
4 總結(jié)
本文是以水箱內(nèi)部?jī)H有一塊防波板為例,從焊接分析和結(jié)構(gòu)分析兩方面,對(duì)比改進(jìn)前后的防波板結(jié)構(gòu)。
對(duì)于焊接分析而言,改進(jìn)后的結(jié)構(gòu)由于焊接應(yīng)力小,所以稍優(yōu)于改進(jìn)前;受力分析來說,改進(jìn)后的結(jié)構(gòu),防波板分擔(dān)的沖擊力更大,降低了端板的沖擊,作用更明顯。
此次計(jì)算雖稍顯優(yōu)化,但防波板仍有很大的優(yōu)化空間,比如防波板折彎造型后,流水口是否有更優(yōu)的開設(shè)尺寸和開設(shè)位置;焊接形式是否有更優(yōu)的順序和方式;防波板的數(shù)量與焊接變形之間怎樣做到一個(gè)最優(yōu)解等,在以后的工作中應(yīng)予以關(guān)注。
參考文獻(xiàn):
[1]TB/T 1720-2017 鐵路客車及動(dòng)車組給水裝置[S].
[2]GB/T 4549.8-2004 鐵道車輛詞匯 第8部分:給水、排水裝置[S].
作者簡(jiǎn)介:劉麗君(1986-),女,甘肅定西人,本科,高級(jí)工程師,目前從事鐵路客車給水、衛(wèi)生系統(tǒng)設(shè)計(jì)工作。
猜你喜歡
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩(shī)詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
中國(guó)科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業(yè)導(dǎo)報(bào)(2016年11期)2016-06-16 15:47:07
企業(yè)導(dǎo)報(bào)(2016年8期)2016-05-31 18:40:49
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50