304和304L焊接接頭敏化熱處理后的晶間析出行為研究
2020-06-15 03:25:38
石油化工腐蝕與防護 2020年2期
(武漢市潤之達石化設備有限公司,湖北 武漢 430223)
由于對奧氏體不銹鋼敏化溫度的上限認識不統一,導致各企業在不銹鋼設備熱處理及不銹鋼爆炸復合板熱處理的工藝參數選擇上有所不同。在不銹鋼厚板設備及不銹鋼復合板設備制造、安裝過程中,很多企業為消除殘余應力進行的熱處理致使奧氏體不銹鋼敏化,其焊接接頭的耐蝕性能急劇下降,進而導致腐蝕失效事故頻發。
為弄清焊接接頭熱處理后敏化的程度和性能惡化的機制,開展了企業立項研究工作,選用304和304L不銹鋼的焊接接頭進行了不同敏化溫度的熱處理,對奧氏體不銹鋼敏化過程中晶間析出行為進行了相關研究。
1 奧氏體不銹鋼的敏化溫度和熱處理
1.1 文獻資料中表述的不銹鋼敏化溫度
目前來看,相關研究者對于敏化溫度的表述不盡相同。文獻[1]和文獻[2] 中所表述的敏化溫度為450~850 ℃。利波爾德等[3]認為,在700~900 ℃時,晶間碳化物析出很快。柯伸道[4]研究了碳質量分數0.05%的304不銹鋼等溫析出曲線,認為敏化溫度區間為600~850 ℃。福克哈德[5]介紹了含鉬不銹鋼在650~700 ℃長時間保溫的敏化情況,認為650 ℃比700 ℃時造成的晶間貧鉻更嚴重。
許多復合板制造企業在制訂奧氏體不銹鋼和碳鋼爆炸復合板的熱處理工藝時避開了850 ℃的上限,將溫度區間規定在870~920 ℃,但經此熱加工或熱處理工藝后仍然出現了許多失效案例。
對316LN焊后在溫度600~920 ℃的熱處理研究表明,750 ℃以上,熱處理溫度越高,敏化析出越嚴重[6]。這說明不同牌號奧氏體不銹鋼的敏化溫度是不同的,不能簡單地用450~850 ℃來確定其敏化溫度。
1.2 相關標準的規定
在ASME 第Ⅲ卷《核設備建造規則》 NB分卷,相關焊后熱處理要求的表格中注明:對奧氏體不銹鋼“既不要求,也不禁止焊后熱處理”。在ASME Ⅷ-1《壓力容器建造規則》UHA 32相關規定中也有類似的表述。
GB 150.4—2011《壓力容器 第4部分:制造、檢驗和驗收》第8.2.4條中規定:當需對奧氏體型不銹鋼、奧氏體-鐵素體型不銹鋼進行焊后熱處理時,按設計文件規定。除設計文件另有規定,奧氏體型不銹鋼、奧氏體-鐵素體型不銹鋼的焊接接頭可不進行熱處理[7]。
正是因為文獻資料說法不一,標準規定模棱兩可,使得工程技術人員在面對不銹鋼設備焊后熱處理和敏化問題時難以把握。
2 304和304L焊接試板制作
2.1 焊接試板尺寸及焊接參數
選用常規304(S30408)和304L(S30403)不銹鋼板材為母材,焊材牌號:304為A102,304L為A002。選取較低焊接線能量,用手工電弧焊(焊條規格為φ4.0 mm)進行焊接,焊接接頭試板規格尺寸為300 mm×350 mm×14 mm,焊接參數及線能量見表1。為控制碳化物析出,焊接試板層間溫度控制在100 ℃以下,每一道填充焊縫的寬度不超過10 mm,焊縫顏色均為金黃色。
2.2 焊接試板化學成分
焊接試板和焊縫金屬的化學成分分析結果見表2。304和304L母材和焊縫金屬的化學成分滿足相關標準的要求。
該試驗主要研究不同敏化態的不銹鋼晶間腐蝕和析出相的微觀形態,所以需要重點關注C和N的含量。從成分分析來看,304試板材料的碳質量分數不高,304母材碳質量分數僅比304L母材高0.018%,前者的氮質量分數卻比后者低0.012%;304焊縫中的碳質量分數僅比304L焊縫高0.011%,兩者的氮質量分數相同。
2.3 焊接試板的熱處理制度
用于試驗的焊接試板為304和304L焊接試板各一塊,按要求用線切割加工成試樣,分別進行焊后熱處理。試驗進行了9種不同敏化溫度的熱處理,加上焊態試樣,共有10個編號(見表3),保溫時間均為60 min。
3 焊接接頭晶間腐蝕試驗結果
晶間腐蝕試驗按GB/T 4334—2008《金屬和合金的腐蝕 不銹鋼晶間腐蝕試驗方法》中的A法,即10%(質量分數)草酸電解腐蝕試驗進行。
3.1 304和304L焊縫金屬晶間腐蝕試驗
焊縫金屬晶間腐蝕試驗結果見表4。焊縫金屬晶間腐蝕試驗后的金相組織照片見圖1和圖2。

表2 焊接試板和焊縫金屬的化學成分w,%

表3 試樣的熱處理溫度
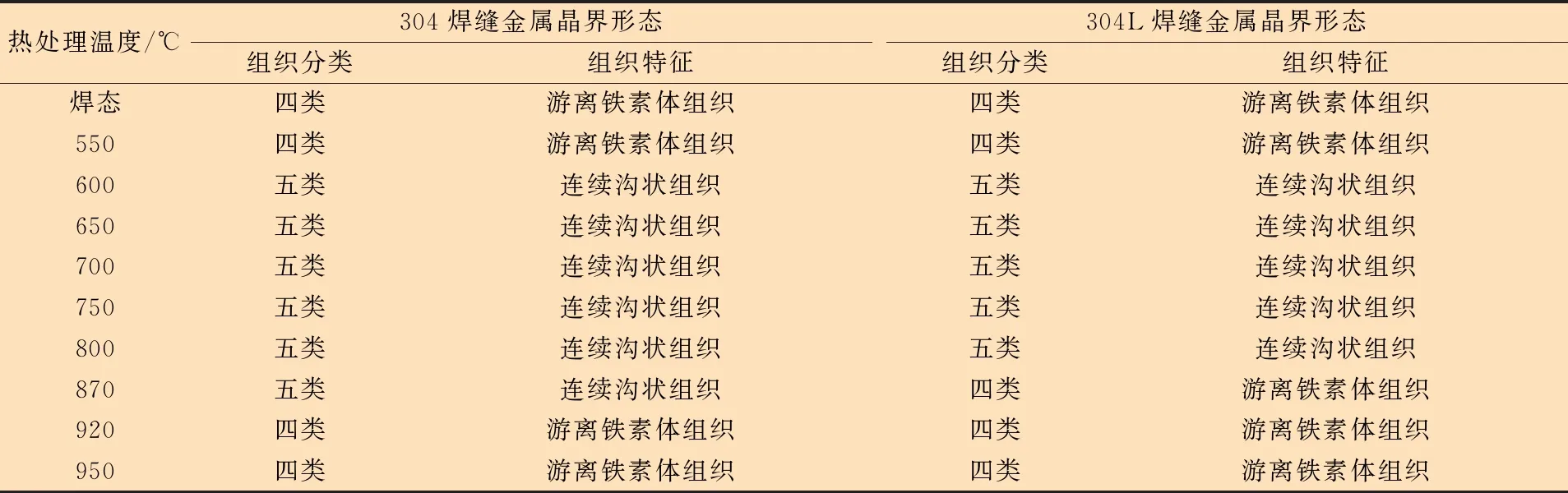
表4 焊縫金屬晶間腐蝕試驗結果

圖1 304焊縫金屬晶間腐蝕后金相組織 500×

圖2 304L焊縫金屬晶間腐蝕后金相組織 500×
由圖1和圖2可以看出,304在870 ℃熱處理后晶間腐蝕傾向明顯,金相組織顯示有明顯腐蝕溝槽,而304L在870 ℃熱處理后晶間腐蝕抗性已改善,組織為游離鐵素體。
從試驗結果可以看出,304焊縫金屬出現連續溝狀組織(已發生晶間腐蝕)的熱處理溫度為600~870 ℃,304L焊縫金屬出現溝狀組織的熱處理溫度為600~800 ℃。
3.2 304和304L熱影響區晶間腐蝕試驗
兩種不銹鋼熱影響區晶間腐蝕試驗結果見表5,其金相組織照片見圖3和圖4。
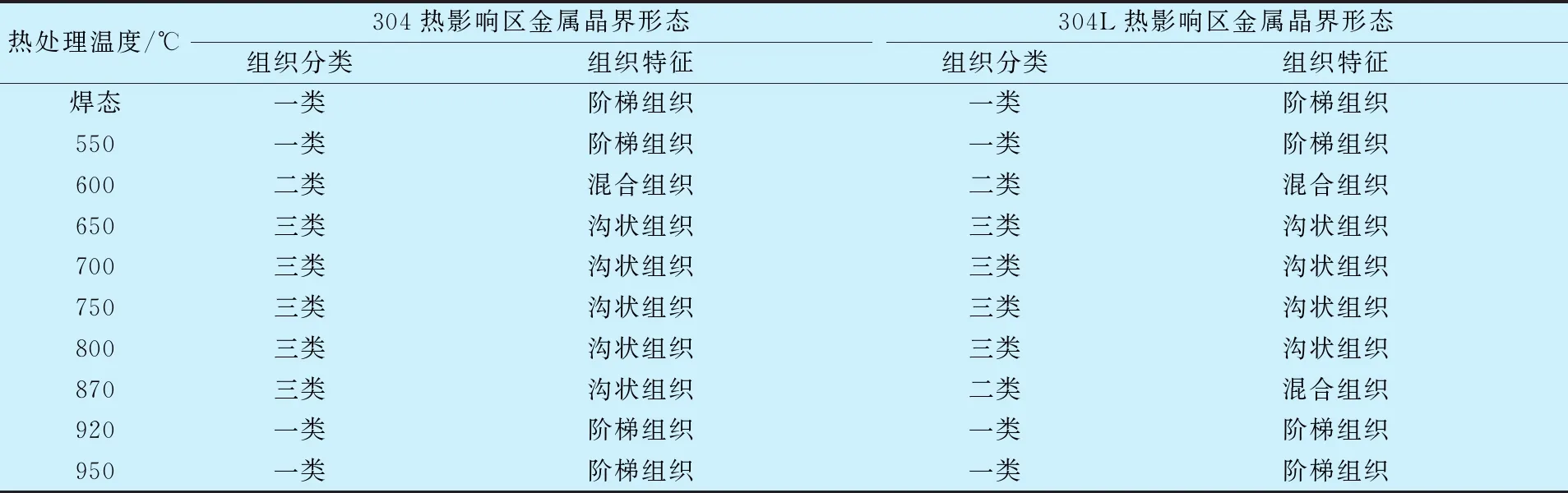
表5 熱影響區晶間腐蝕試驗結果
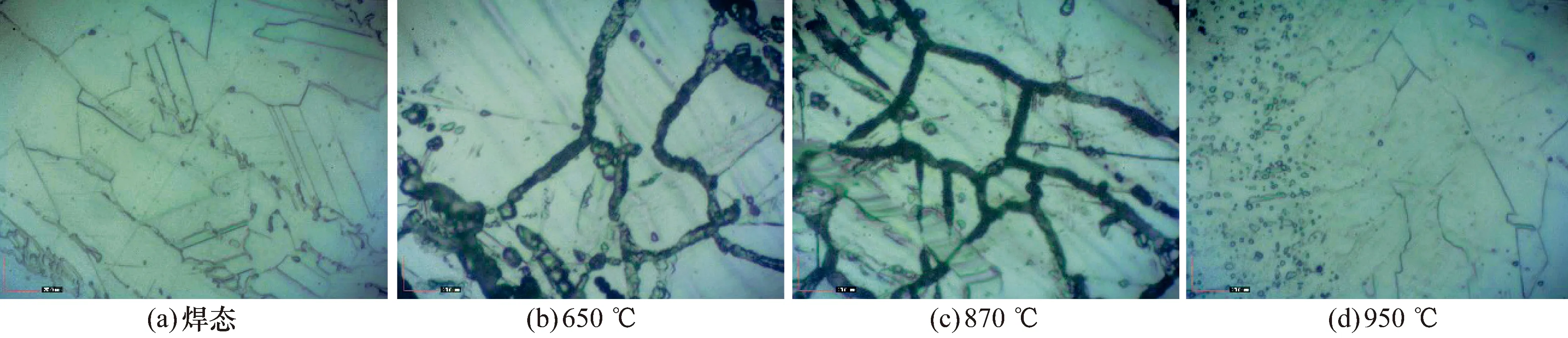
圖3 304熱影響區晶間腐蝕后金相組織 500×
從圖3和圖4可以看出,304熱影響區出現溝狀腐蝕組織的熱處理溫度為650~870 ℃,304L熱影響區出現溝狀組織的熱處理溫度為650~800 ℃。
4 304和304L焊接接頭掃描電鏡分析
采用QUANTA 400型掃描電鏡(SEM),先后對各試樣組織和晶界進行了觀察和比較分析。
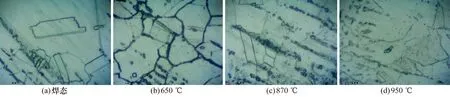
圖4 304L熱影響區晶間腐蝕后金相組織 500×
4.1 焊縫金屬組織SEM分析
(1)304焊縫金屬(A102焊材)焊態及敏化熱處理態的晶界析出相SEM照片見圖5。
從試驗情況可知,304焊縫金屬熱處理前便存在少量晶界析出相, 550 ℃敏化熱處理對析出相的影響不大,從600 ℃開始到870 ℃,敏化熱處理溫度越高析出相越多,在870 ℃熱處理后,聚集的析出物在柱狀晶周圍呈鏈狀密集排列。920 ℃的熱處理減輕了第二相在晶界的析出,950 ℃熱處理后,枝晶間的析出物明顯減少。
(2)304L焊縫金屬(A002焊材)焊態及敏化熱處理態的晶界析出相SEM照片見圖6。
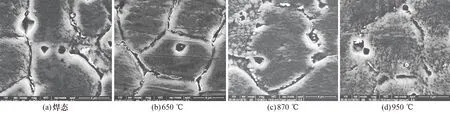
圖5 304焊縫金屬SEM照片 10 000×
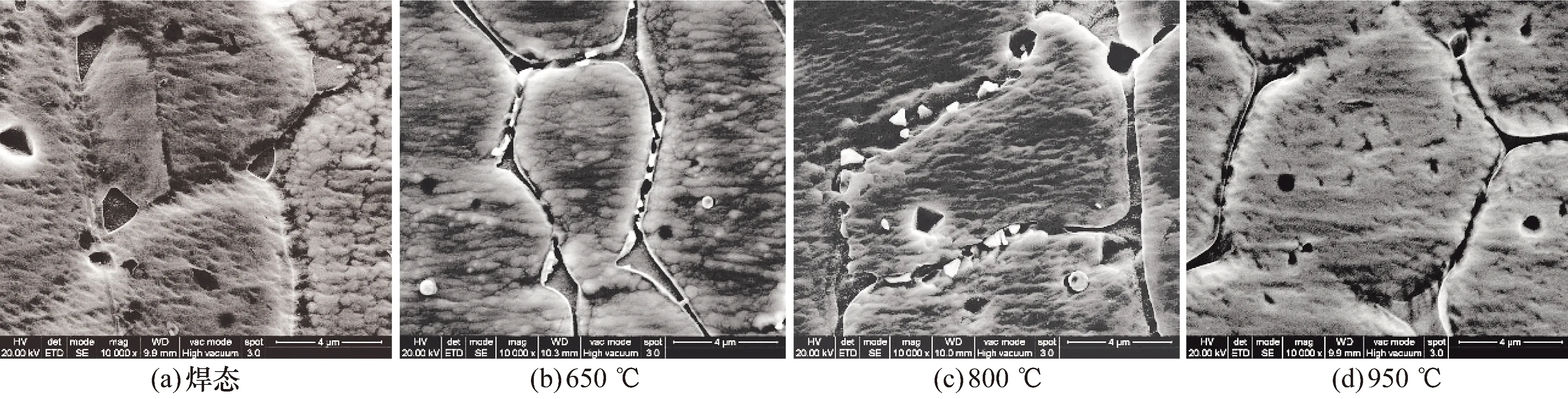
圖6 304L焊縫金屬SEM照片 10 000×
304L焊縫金屬在焊態、550 ℃和950 ℃熱處理后均未發現晶間析出相,但從600 ℃開始到800 ℃進行熱處理,溫度越高晶間析出相越多,在800 ℃時晶界析出達到高峰并呈顆粒狀,從870 ℃熱處理開始,晶間析出相逐漸減少, 950 ℃熱處理后,晶間析出相消失。
4.2 熱影響區鐵素體晶界SEM分析
(1)304熱影響區焊態及敏化熱處理態的殘余鐵素體晶界和晶內析出相SEM照片見圖7。
在焊態、550~650 ℃熱處理狀態下,鐵素體晶界對析出相的影響不太明顯。在700 ℃和800 ℃熱處理時,析出相急劇長大, 870~950 ℃,第二相在鐵素體晶界聚集析出的量逐漸減少,但950 ℃熱處理后析出相仍然比焊態要多。
從析出相的特征來看,主要沿奧氏體晶粒邊界向鐵素體一側析出并聚集。經750 ℃和800 ℃熱處理,析出相幾乎填滿了整個條形鐵素體,且其晶粒也迅速聚集長大。
(2)304L熱影響區焊態及敏化熱處理態的殘余鐵素體晶界和晶內析出相SEM照片見圖8。
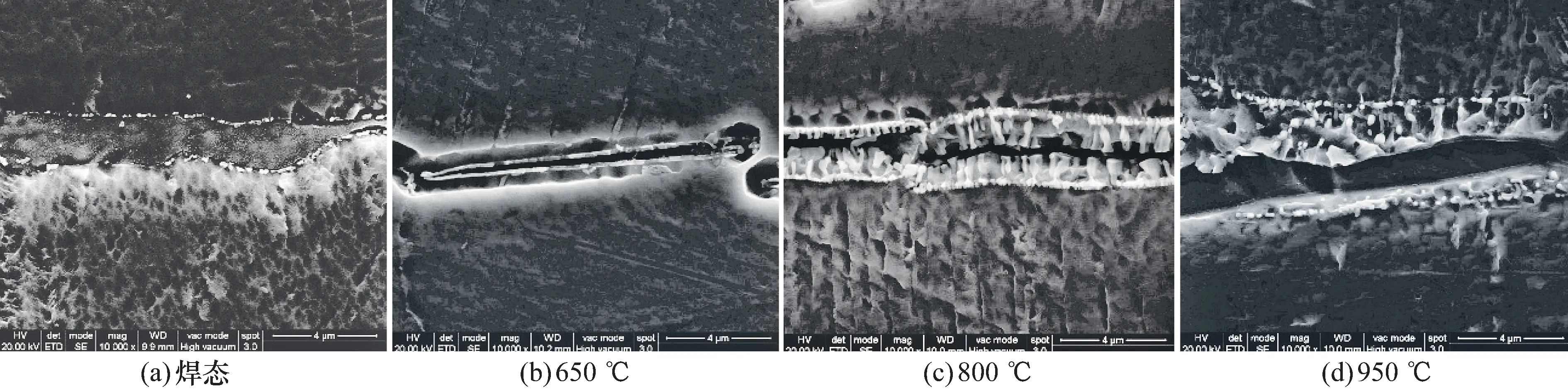
圖7 304熱影響區鐵素體析出相形貌 10 000×
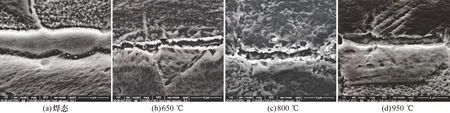
圖8 304L熱影響區鐵素體析出相形貌 10 000×
在焊態和550 ℃熱處理后,304L熱影響區鐵素體晶界析出相均很少,在600~800 ℃熱處理后,析出相的量隨溫度升高逐漸增加,750 ℃和800 ℃時,析出達到峰值,但區別不太明顯。經800 ℃到920 ℃的熱處理,第二相在鐵素體晶界聚集析出的量逐漸減少,950 ℃熱處理后未見析出相。
在所有熱處理溫度段,304L鐵素體晶界和晶內析出相均明顯少于304材料。
4.3 熱影響區奧氏體晶界SEM分析
(1)304熱影響區不同熱處理態的奧氏體晶界析出相SEM照片見圖9。304熱影響區的奧氏體組織在焊態、550 ℃和600 ℃熱處理后未發現析出相,950 ℃也未見析出相。在650~920 ℃熱處理,溫度越高析出相越多,但在奧氏體晶界的析出相少于在鐵素體晶界的析出相。
(2)304L熱影響區不同熱處理態的奧氏體晶界SEM照片見圖10。
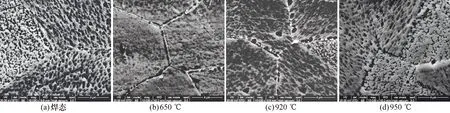
圖9 304熱影響區奧氏體晶界SEM照片 10 000×
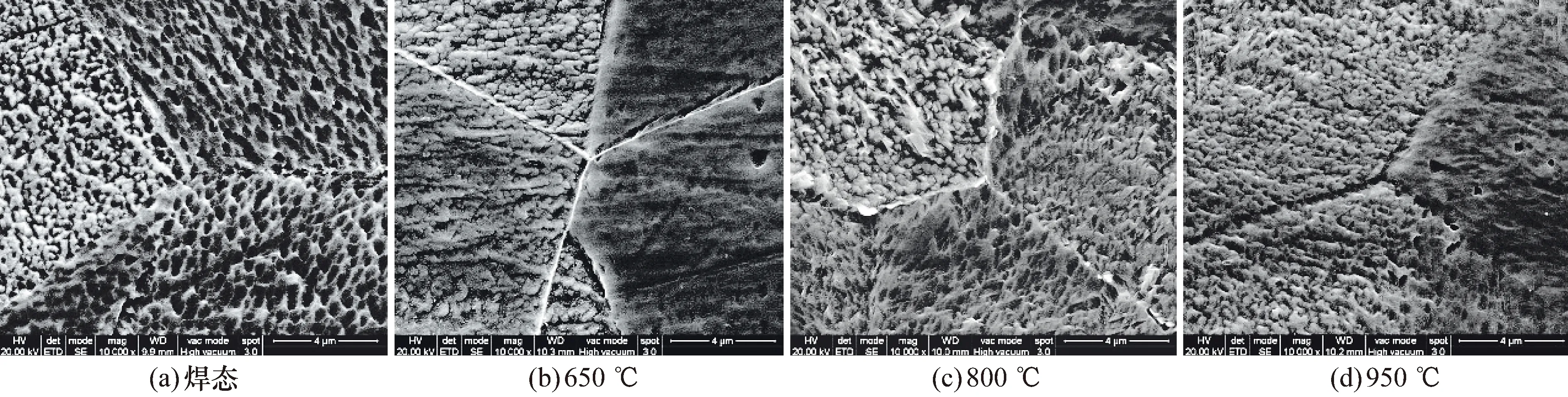
圖10 304L熱影響區奧氏體晶界SEM照片 10 000×
從圖10可以看出,304L熱影響區奧氏體晶界在焊態、550~650 ℃熱處理未發現明顯析出相,870 ℃以上溫度的熱處理也未發現明顯析出相。700 ℃和750 ℃熱處理后,其晶界僅發現極細小的零星析出物,800 ℃熱處理后,才在晶界發現零散的第二相顆粒物析出。
對析出相進行分析發現,所有焊接試板析出相均為M23C6類型的碳化物,未見氮化物析出。
5 討 論
5.1 殘余鐵素體的負面影響
從SEM微觀分析可以看出,鐵素體晶界的析出初始階段是沿鐵素體與奧氏體的晶粒邊界進行的,析出相從奧氏體一側逐步向鐵素體內發展。鐵素體對C和N的溶解度極低,原材料固溶熱處理后,C和N大部分都溶解到奧氏體晶粒內部,只有很少一部分固溶于鐵素體中。敏化熱處理時,C為了尋求平衡,從奧氏體晶粒邊界逐漸向鐵素體內部遷移,而鐵素體難以溶解從奧氏體邊界遷移的C,便與鐵素體中的Cr和Fe一起形成M23C6。當碳質量分數≥0.03%時,隨著碳質量分數的增加和敏化時間的延長,從奧氏體晶粒邊界遷移到鐵素體的C就越多,則貧鉻更多地出現在鐵素體一側。
奧氏體不銹鋼焊縫金屬中的鐵素體含量一般會高于母材金屬,但焊縫金屬中的鐵素體呈網狀線型分布,單位長度內的體積明顯少于奧氏體中的條形鐵素體,其敏化析出的程度低于熔合線附近的熱影響區。
從SEM分析來看,不管是304還是304L,其熱影響區鐵素體晶界和晶粒內部的析出遠比焊縫和純奧氏體晶界的析出要活躍得多。
殘余鐵素體的出現一般會對奧氏體不銹鋼的性能帶來不利影響[2]165。早在1980年,美國焊接雜志就曾發表一篇關于鐵素體易引起奧氏體不銹鋼點腐蝕的文章[9],但奧氏體不銹鋼中殘余鐵素體的負面影響一直沒有引起業界的高度重視。
5.2 氮對析出相的影響
從成分分析來看,304和304L的母材和焊縫金屬均含有一定的氮,但能譜分析并沒有發現氮化物,也就是說,此次試驗中,不同敏化溫度下均未發現母材和焊縫金屬中有氮化物析出。
5.3 碳含量對析出相的影響
相關標準規定:304碳質量分數不大于0.08%,304L碳質量分數不大于0.03%。從試驗選用的不銹鋼成分分析來看,304母材C質量分數比304L母材C質量分數高0.018%; 304焊縫C質量分數比304L焊縫C質量分數高0.011%。兩種試驗材料的碳含量相差并不多,但其試驗結果仍然有較大不同。如果304材料及焊縫金屬的碳質量分數處于標準規定的上限(接近0.08%),碳化物相析出的過程將會大大加快,其工程應用的負面風險也將急劇增加。因此,對于有熱加工環節的復合板材料、封頭熱成型部件,建議慎選304不銹鋼材料。對于晶間腐蝕敏感的使用環境或熱加工部件,均應優先選擇碳含量更低的超低碳不銹鋼材料。
5.4 敏化溫度和時間對析出相的影響
奧氏體不銹鋼析出相的終止溫度到底是850 ℃還是900 ℃,不同版本和不同年代的文獻資料說法不一致。也有文獻說,若是對304L進行900 ℃熱處理,反而加劇晶間腐蝕[10]。對于奧氏體不銹鋼,碳化物完全熔入奧氏體的溫度一般高于900 ℃[11]。也有人將奧氏體不銹鋼的再結晶溫度理解為固溶溫度,其理由是有文獻說奧氏體不銹鋼的再結晶溫度一般從900 ℃開始[2]490。
圖11是碳質量分數0.05%的304不銹鋼進行不同溫度、不同時間熱處理后的碳化物析出曲線[3]138。由圖11可以看出,其最容易出現晶界析出相的敏感溫度(曲線鼻尖)約為850 ℃,析出相出現的上限溫度約為920 ℃。隨著敏化時間延長,晶間析出現象更嚴重。工程實踐中大厚板設備的熱處理保溫時間常常超過2 h,因此,制訂304和304L不銹鋼及其復合板封頭的焊后熱處理或熱加工工藝時,應盡量避開敏化溫度。
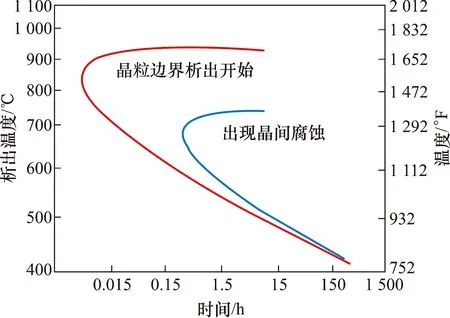
圖11 304不銹鋼中M23C6的析出曲線
6 結論及建議
(1)不銹鋼敏化熱處理后的晶間腐蝕試驗結果表明:304焊縫和熱影響區在870 ℃熱處理后仍然存在晶間腐蝕傾向,而304L在870 ℃熱處理后的焊縫僅存在游離鐵素體組織,熱影響區為混合組織。304L的所有試樣在晶間腐蝕試驗中的表現均優于304。
(2)304和304L焊縫金屬中的碳質量分數均高于0.03%,其焊縫金屬敏化析出行為對應的溫度范圍較大,應考慮選用碳質量分數更低的焊材。
(3)通過對304和304L焊縫及熱影響區不同溫度、不同組織晶界析出相的SEM觀察分析發現,不同組織在不同敏化溫度段的析出行為存在較大差別。304母材金屬中的析出碳化物多出現在鐵素體晶界和晶內,母材和熱影響區純奧氏體晶界對敏化處理的敏感性較低。
(4)在工程應用中,由于奧氏體不銹鋼鐵素體殘留過多帶來的問題已逐漸被發現,應引起標準起草機構和工程設計單位的重視。建議在技術文件中規定鋼中擴大奧氏體區元素(Ni,Mn和N等)的含量維持在上限,以降低奧氏體不銹鋼中殘余鐵素體。
致謝:該文中所述的掃描電鏡分析和能譜分析由金相專家陳方玉教授完成,在此感謝陳教授為本課題提供的大力支持!
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16