GDX2 卷煙包裝機內襯紙供給系統改進
2020-06-16 06:33:58孫繼中
設備管理與維修 2020年10期
孫繼中
(紅云紅河煙草(集團)有限責任公司烏蘭浩特卷煙廠,內蒙古烏蘭浩特 137400)
0 引言
根據相關研究機構公布的統計數據,2018 年我國累計生產23 356.2 億支香煙,巨大的市場消費需求,要求香煙生產企業快速轉變生產思路,引進現代化生產設備,優化調整生產流程,在保證產能的同時,控制成本支出,形成自身的市場競爭優勢。GDX2 卷煙包裝機作為自動化生產設備,在很大程度上滿足了現階段煙草企業的生產要求,但是受到多種因素的影響,GDX2卷煙包裝機在內襯紙供給過程中出現鋁箔紙漂移的情況,導致設備驟停,影響正常的煙草生產,增加了原材料的損耗與成本支出。基于這種實際,有必要使用技術手段,做好GDX2 卷煙包裝機內襯紙供給系統的優化改進工作。
1 GDX2 卷煙包裝機內襯紙供給概述
對GDX2 卷煙包裝機工作原理的梳理,使技術人員從整體上形成系統完備的認知,明確GDX2 卷煙包裝機在內襯紙供給過程中可能出現的問題,為后續相關系統改進以及優化工作的開展奠定了堅實基礎,保證了研究與探討的有效性。
在較長的一段時間內,國內煙草生產企業使用直包包裝機進行香煙的包裝,包裝速度100~200 包/min,包裝的效率較低,并且包裝質量較差,無法滿足實際的香煙生產包裝需求[1]。為提升香煙生產能力,提高市場份額,管控生產成本,越來越多的煙草生產企業嘗試進行技術革新,例如引進GDX2 卷煙包裝機等現代化生產設備,對原有生產加工流程進行優化調整,極大地提升了煙草生產加工的效率。以GDX2 卷煙包裝內襯紙供給系統為例,其主要由內襯紙卷筒架、導紙輥、切割設備以及加速設備等組成,組成結構相對簡單(圖1)。
在GDX2 卷煙包裝機內襯紙供給系統運行的過程中,內襯紙在A、B 兩個紙筒的作用下,經過展開、運輸、壓花、切割后,進入到預定位置。在GDX2 卷煙包裝機檢測器的作用下,對內襯紙進行檢測分析,在檢測過程中如果發現內襯紙缺陷立即對其剔除,以此來保障內襯紙供給的有效性[2]。通過對GDX2 卷煙包裝機內襯紙供給原理的分析,技術人員能夠深入了解包裝機的運行情況以及其對內襯紙的處理方式,這為后續GDX2 卷煙包裝機內襯紙供給系統改進與完善工作的開展提供方向性引導,切實增強了相關工作開展的有效性,降低了系統改進的周期,保證了煙草生產的連續性。
2 GDX2 卷煙包裝機內襯紙供給系統存在問題
GDX2 卷煙包裝機包裝內襯紙供給系統在運行過程中,受到多種因素的影響,出現各類問題,內襯紙供給系統存在的問題如果沒有得到有效處理,勢必對后續生產工序產生妨害作用,降低香煙生產的效率,引發生產原料的浪費以及成本投入的增加。
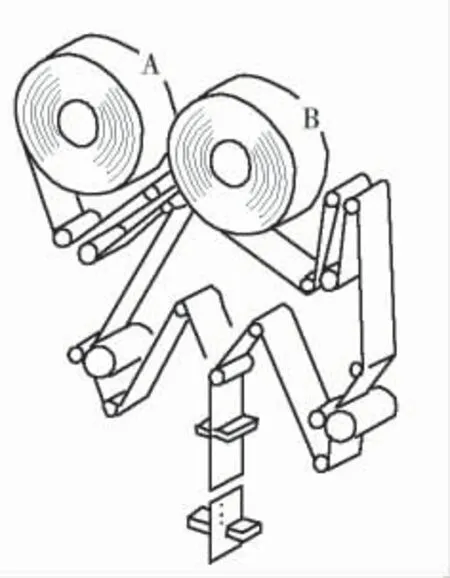
圖1 GDX2 卷煙包裝機內襯紙供給系統結構
2.1 存在的問題
從煙草生產加工的實際情況來看,現階段我國煙草企業使用的GDX2 卷煙包裝機對于包裝輔料的依賴程度較高,尤其是內襯紙在國產后,其某些技術參數無法與GDX2 卷煙包裝機的使用需求相符合,從而導致內襯紙供給系統出現內襯紙褶皺、內襯紙偏移等問題,這些問題的出現,不僅影響了香煙包裝效果,同時由于GDX2 卷煙包裝機內置的剔除功能,使得內襯紙的剔除量大大增加,造成煙草生產輔料使用率的增加,同時導致GDX2 卷煙包裝機停機的頻次增多,影響了生產活動的連續性,無助于生產效率的提升[3]。基于這種認知,越來越多的煙草生產企業,嘗試對GDX2 卷煙包裝機內襯紙供給系統進行必要的技術改進,通過系統優化,強化GDX2 卷煙包裝機內襯紙供給系統的運行能力,減少停機次數,降低煙草生產輔材的損耗,以此來保證煙草生產企業的經濟效益。
2.2 誘發原因
GDX2 卷煙包裝機內襯紙供給系統中出現內襯紙剔除的主要原因在于內襯紙頂部尺寸差別較大,導致內襯紙供給系統在運行過程中,對于內襯紙的傳輸發生一定程度的偏移,使得內襯紙在規定時間內無法達到指定位置。從多次對比分析來看,造成內襯紙位置漂移的原因在于,GDX2 卷煙包裝機內襯紙供給系統的壓花輥組件,在對內襯紙進行處理的過程中,出現了內襯紙滑動的情況。現階段多數壓花輥表面相對光滑,導致內襯紙在供給過程中受到的摩擦力相對較小,無形之中增加了內襯紙滑動的范圍[4]。除了上述誘發因素之外,內襯紙在經過導紙輥開展之后,傳輸到裁切裝置進行裁切處理,為了滿足煙草包裝需求,裁切的刀片的速度往往不同,其中快轉速刀片約為慢轉速刀片的2 倍左右。在完成內襯紙的切割后,內襯紙經由吸風帶傳動到制定位置,但是實際情況中,由于GDX2 卷煙包裝機生產環境的不同,導致內襯紙的濕度以及溫度會出現差異,這種變化使得內襯紙在供給環節,極易發生彎曲,使得內襯紙平整度出現明顯變化,導致GDX2 卷煙包裝機在進行內襯紙供給的過程中,出現內襯紙褶皺或者堵塞的相關情況。正是由于內襯紙位置偏移以及平整度的變化,使得GDX2 卷煙包裝機內襯紙供給過程中,內襯紙的供給出現偏差,無法滿足實際的加工包裝需求,造成加工質量的下降,誘發停機的發生。為保證GDX2 卷煙包裝機內襯紙供給的順利有序進行,工作人員有必要在科學性原則、實用性原則的引導下,從多個角度出發,對內襯紙供給系統進行必要的完善,通過內襯紙供給系統的改進與優化,不斷提升GDX2 卷煙包裝機對煙草的生產加工能力,發揮其自身的技術優勢,為后續相關煙草生產加工活動的開展提供了技術支持。
3 GDX2 卷煙包裝機內襯紙供給系統改進方法
GDX2 卷煙包裝機內襯供給系統的改進涉及多個層面的內容,為保證內襯紙供給系統的運行效果,技術人員著眼于GDX2卷煙包裝機的運行機理,以內襯供紙系統存在問題為導向,依托現有的技術手段,制定、優化系統改進方案,有效處理GDX2 卷煙包裝機內襯紙供給系統存在的問題。
3.1 繞紙輥的更換
針對于現階段GDX2 卷煙包裝機由于繞紙輥缺乏摩擦力,造成內襯紙在供給過程中出現滑動的情況。技術人員在實際的內襯紙供給系統改進的過程中,可以采取針對性的技術手段,在一定范圍內,增加GDX2 卷煙包裝機內襯紙供給系統內部繞紙輥的摩擦力。實際操作環節,技術人員將原有的繞紙輥替換下來,安裝表面相對粗糙的新繞紙輥,由于摩擦力的增加,使得繞紙輥對于內襯紙的約束作用大幅度增加,從而有效避免了內襯紙在供給過程中發出位置偏移的情況。考慮到實際的使用需求,繞紙輥更換之前,技術人員需要著眼于實際,對繞紙輥的粗糙程度進行確定,盡管繞紙輥越粗糙其對內襯紙的約束作用越明顯、越難以發生內襯紙位移的情況,但是如果粗糙度過大,在一定程度上影響內襯紙的完整度、美觀度。因此在更換繞紙輥之前,需要對繞紙輥表面的粗糙度進行確定,同時還需要建立起評估機制,定期收集、匯總繞紙輥的運行數據,根據實際運行成效,采取靈活的方式手段,對其進行優化處理,使其始終處于良性運行狀態。以某煙草生產企業為例,為了改善GDX2 卷煙包裝機內襯紙供給系統中出現內襯紙偏移的情況,其組織技術人員,對GDX2卷煙包裝機內的繞紙輥進行了更換,并且在投入使用前進行了測試,測試合格后,投入正常的生產,從最終的結果來看,通過對繞紙輥的更新與改進,該煙草企業GDX2 卷煙包裝機包裝效率提升10%左右,在運行過程中,沒有發生停機情況,內襯紙供給系統改進的效果十分明顯,煙草生產質效得到大幅度提升[5]。
3.2 導紙輥的改進
GDX2 卷煙包裝機內襯紙供給過程中,發生內襯紙堵塞或者褶皺的區域集中在內襯紙的兩側以及前端位置,為應對這一情況,技術人員在內襯紙供給系統改良的過程中,對導紙輥進行相應的調整與改進。從實際出發,GDX2 卷煙包裝機內襯紙供給過程中,由于系統內凹凸導紙輥的位置分布于內襯紙中心線的兩側,并且與內襯紙之間有著一定的間隙,加之凹凸導紙輥的直徑相對較小,這使得其已經發生彎曲、變形的內襯紙難以起到較好地平復作用,在這種情況下,內襯紙的前端難以順利進入到切割裝置之中,影響了后續的切割、傳輸作業流程。為增強內襯紙的平整度,技術人員可以在GDX2 卷煙包裝機現有凹凸導紙輥的基礎上,加裝一組凹凸輪,對整個凹凸導紙輥的軸線位置進行調整,并適當加大凹凸輪的直徑,通常情況下,凹凸輪的直徑為18 mm,通過這種方式,加強了導紙輥對于內襯紙的平復能力,使得內襯紙前端在經過導紙輥后,具有足夠的平整度,滿足于裁切工序的需求。
3.3 吸風帶防護門的優化
GDX2 卷煙包裝機吸風帶防護門的優化過程中,技術人員可以將防護門的上沿向上延伸2 mm,通過這種方式將剪切設備與防護門之間的距離維持在合理的范圍內,使內襯紙在凹凸導紙輥的作用下,能夠快速進入到切割設備之中,從而縮短了內襯紙供給距離,提升了運輸效率。同時考慮到吸風帶防護門與切割設備之間距離較大的情況,技術人員可以采取加裝防護門的方式,縮短傳輸距離,同時在很大程度上延長了吸風帶防護門的使用壽命,減少了設備故障的發生概率。
4 結語
GDX2 卷煙包裝機作為主流的煙草生產設備,其在實踐中的應用,大幅度提升煙草加工生產的自動化、智能化,管控了人力成本支出,保證了煙草生產的整體規模。為進一步發揮GDX2卷煙包裝機的技術優勢,有效彌補其在內襯紙供給方面存在的缺陷,技術人員從多個維度出發,采取靈活的改進方法,推動GDX2 卷煙包裝機內襯紙供給系統的科學改進,避免內襯紙偏移情況的發生,構建起穩定、有效的生產加工機制。
猜你喜歡
奧秘(創新大賽)(2023年3期)2023-05-06 01:48:20
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
浙江中西醫結合雜志(2017年2期)2017-01-12 18:23:59
當代化工研究(2016年9期)2016-03-20 16:22:08
