物料含水率對卷煙焦油量的影響
2020-06-22 03:55:06王秋菊侯平賢
科學技術創新 2020年12期
關鍵詞:煙氣
王秋菊 侯平賢
(河南中煙工業有限責任公司駐馬店卷煙廠,河南 駐馬店463000)
隨著行業品牌整合力度的加大和品牌規模的快速發展,對產品品質一致性和穩定性的要求不斷提高,主流煙氣中的焦油量是卷煙產品的重要質量指標,是決定卷煙感官質量和吸味的基礎。《卷煙》國標將焦油量列為重點監控的A 類檢測項,焦油量超標將直接判斷該批卷煙不合格。因此,卷煙焦油量控制顯得十分必要。有關文獻表明,干燥前葉絲含水率,對煙絲的內在及外在質量均有影響,隨著進料水分的提高,膨脹后煙絲的填充值增加,焦油量出現下降[1]。但相關文獻多是對葉絲增溫增單個工序物料含水率對卷煙焦油量影響的分析, 本文通過調整干燥前葉片松散回潮、葉絲加料及葉絲增溫增濕多個工序物料含水率,使水分充分滲透到葉絲組織內部,以達到提高葉絲填充值和降低卷煙焦油量的目的。
1 材料和方法
1.1 材料與設備
紅旗渠(新版銀河)卷煙、云南昆船WQ3316 型滾筒式葉片回潮機、秦皇島SJ1235A 型葉絲加料機、常州智思SH93 型氣流烘絲機。
1.2 方法
1.2.1 試驗方法。不同試驗參數設定方案見表1。
1.2.2 取樣方法。(1)葉絲填充值取樣方法。生產正常后,在葉絲干燥出口按YC/T152《卷煙 煙絲填充值的測定》的規定進行葉絲填充值取樣;(2)卷煙主流煙氣、感官質量樣品制備方法。試驗煙絲由風送系統輸送至固定機臺,按照GB/T 5606.1-2005 抽取卷煙主流煙氣、感官評吸實驗室樣品,制備試樣。
1.2.3 檢驗方法。按YC/T152《卷煙 煙絲填充值的測定》檢測葉絲填充值;按GB/T 19609 測定卷煙主流煙氣。
1.2.4 感官評吸。由駐馬店卷煙廠組織評吸委員會15 人按《GB/T 5606.4-2005 感官技術要求》對各樣品感官質量進行三點評吸。
2 結果與分析
2.1 物料含水率和溫度對葉絲填充值的影響分析
方案1、方案2 與方案3 相比,葉片松散回潮出口物料含水率由19.0%增加到19.4%,葉絲加料入口物料含水率由18.0%增加到18.3%,氣流干燥入口物料含水率由23.0%增加到23.5%,提高了葉絲干燥前多個工序物料含水率,使水分充分滲透到葉絲組織內部;同時方案1 采用較低的干燥前物料流量(4500kg/h),較低的干燥熱風溫度(192℃),方案2 采用較高的物料流量(5000kg/h),較高的熱風溫度(195℃),方案1、方案2增大干燥工序的加工強度,提高了葉絲膨脹效果,方案1、方案2葉絲填充值比方案3 提高1.0cm3/g 以上。說明增加干燥前物料含水率,提高干燥工序熱風溫度,增大干燥工序的加工強度,有利于葉絲填充值的提高。結果見表2。
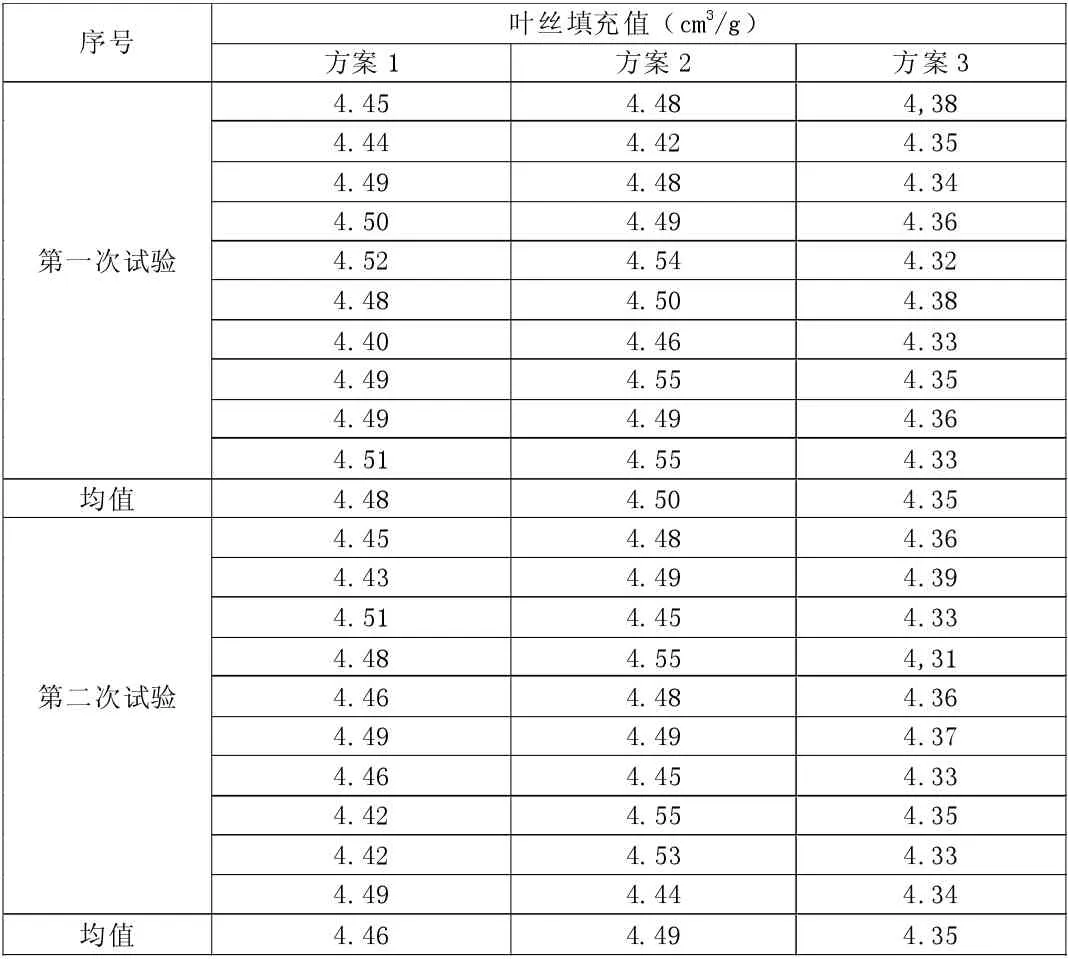
表2 三種試驗方案葉絲填充值
2.2 物料含水率和溫度對卷煙主流煙氣影響分析
方案1、方案2 與方案3 相比,葉片松散回潮出口物料含水率增加0.4%,葉絲加料入口物料含水率增加0.3%,氣流干燥入口物料含水率增加0.5%,以達到增加干燥前葉絲組織內部含水率的目的。同時降低干燥前物料流量,提高干燥工序熱風溫度,增大加工強度,卷煙主流煙氣試驗結果:煙氣煙堿量:三種試驗方案樣品無明顯差異;煙氣一氧化碳:方案3 樣品略高,方案1和方案2 樣品間無明顯差異;焦油量:方案1 和方案2 比方案3低近1.0mg/支。說明干燥前物料含水率、干燥物料流量、干燥熱風溫度對卷煙焦油量有一定影響,提高干燥前物料含水率、提高干燥熱風溫度或降低干燥物料流量可有效降低卷煙焦油量。結果見表3。
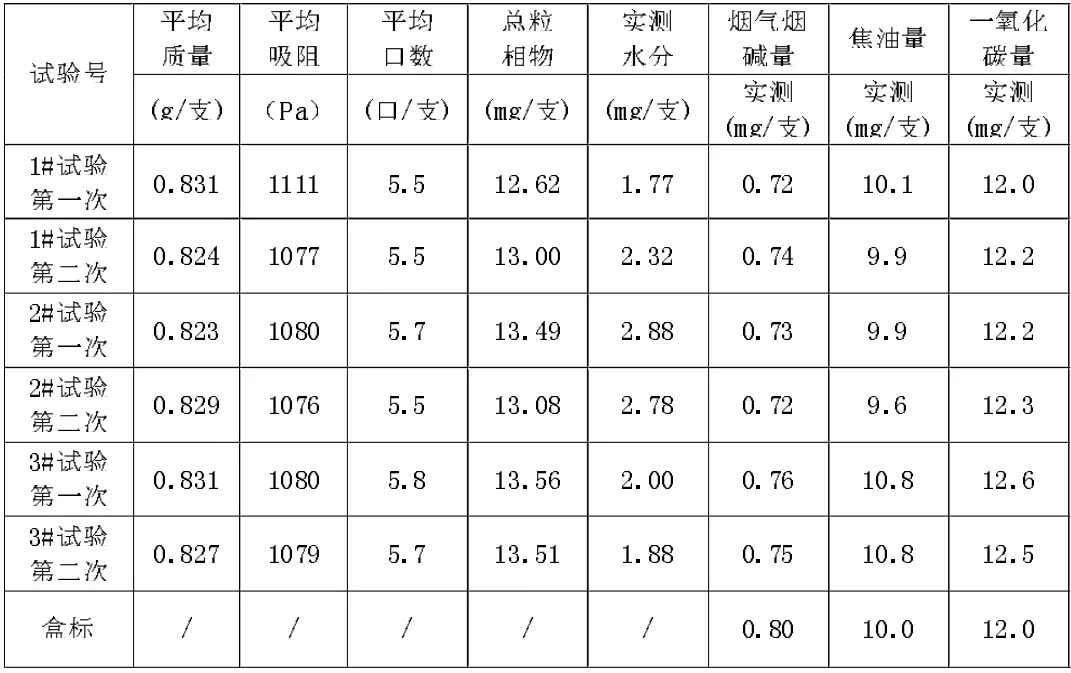
表3 三種試驗方案卷煙主流煙氣常規分析結果
2.3 物料含水率和溫度對卷煙感官質量的影響分析
方案1、方案2 通過提高干燥前葉片松散回潮、葉絲加料及葉絲增溫增濕多個工序物料含水率,使水分充分滲透到葉絲組織內部,調整干燥工序部分加工參數,增大加工強度,從三種試驗樣品與對照樣感官質量評吸結果看,15 人參與評吸,有12 人認為2#樣與對照樣接近,試驗方案2 感官質量與對照樣差異性最小。說明采取適當提高干燥前物料含水率和干燥過程熱風溫度降低卷煙焦油量的方法,可減小對感官質量的影響。結果見表4。

表4 三種試驗方案感官質量評吸結果
3 結論
3.1在一定范圍內, 增加葉片松散回潮出口物料含水率、提高葉絲加料出口物料溫度和含水率、提高葉絲增溫增濕出口物料含水率、提高氣流葉絲干燥熱風溫度等措施的運用可有效降低卷煙焦油量。
3.2保持干燥物料流量不變,提高葉絲增溫增濕物料出口含水率、提高氣流葉絲干燥熱風溫度的方法既可以降低卷煙焦油量,又能保持卷煙感官質量的一致性。
猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
建材發展導向(2021年12期)2021-07-22 08:06:28
應用能源技術(2020年11期)2021-01-26 00:16:38
山東冶金(2019年2期)2019-05-11 09:12:16
測控技術(2018年2期)2018-12-09 09:00:52
電子測試(2018年1期)2018-04-18 11:52:15
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年3期)2016-01-22 07:28:16
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
有色金屬設計(2014年4期)2014-03-11 19:43:12