大型鋁合金環(huán)件淬火槽的數(shù)值模擬與優(yōu)化設(shè)計(jì)
2020-06-28 10:04:42張文良陳潤哲李賢君宋金升
熱處理技術(shù)與裝備 2020年3期
關(guān)鍵詞:結(jié)構(gòu)
張文良,陳潤哲,李賢君,羅 平,宋金升
(北京機(jī)電研究所有限公司,北京 100083)
2219鋁合金是一種Al-Cu-Mn系可熱處理強(qiáng)化的鋁合金,以高強(qiáng)耐熱、耐應(yīng)力腐蝕等優(yōu)點(diǎn)而被廣泛用于運(yùn)載火箭輕質(zhì)回轉(zhuǎn)體結(jié)構(gòu)件的制造[1-2]。為滿足目前航天回轉(zhuǎn)體構(gòu)件輕量化與大型化的制造需求,大型鋁合金環(huán)件(大于5 m)將被廣泛用于我國航空航天工業(yè)[3-4],因此需要對(duì)“運(yùn)載火箭大型特種成套制造裝備及工藝”展開相關(guān)研究,其中大型鋁合金環(huán)件的淬火是其中關(guān)鍵技術(shù)之一,該大型鋁合金環(huán)件熱處理過程可使用固溶(淬火)+時(shí)效處理工序進(jìn)行[5]。在淬火冷卻過程中,需要對(duì)淬火槽內(nèi)的淬火介質(zhì)進(jìn)行適當(dāng)攪拌,一是可以加快工件的冷卻速度,避免第二相析出;二是可以消除工件表面的蒸汽膜,促進(jìn)工件與冷卻介質(zhì)的快速熱交換,避免出現(xiàn)軟點(diǎn);最后,還可以在淬火槽中形成一個(gè)流場與溫度場相對(duì)均勻的環(huán)境,降低大型工件各部位之間的冷速差,從而減小工件的變形[6-8]。由此可見,循環(huán)攪拌系統(tǒng)是淬火槽設(shè)計(jì)的一個(gè)重點(diǎn)工作。陳乃錄等[9]利用數(shù)值模擬法得到了淬火槽流場,并通過改進(jìn)均流片的設(shè)置方式對(duì)流場分布進(jìn)行優(yōu)化,并提出了“最佳淬火區(qū)”的概念,發(fā)現(xiàn)了“最佳淬火區(qū)”與均流系統(tǒng)的設(shè)置有關(guān);王飛等[10]研究了不同均流裝置與入口速度等條件對(duì)帶閉式攪拌裝置的浸液式淬火槽的流場分布規(guī)律的影響;夏永輝等[7]利用FLUENT軟件,通過繪制淬火槽某位置的流速變化圖的方式對(duì)不同均流系統(tǒng)結(jié)構(gòu)下的淬火槽流場進(jìn)行了模擬與結(jié)構(gòu)優(yōu)化。現(xiàn)有的研究結(jié)果表明,利用數(shù)值模擬對(duì)淬火過程的介質(zhì)流場進(jìn)行仿真,可以為淬火槽循環(huán)攪拌系統(tǒng)的設(shè)計(jì)提供理論與技術(shù)指導(dǎo)。
本文利用數(shù)值模擬方法,對(duì)某火箭環(huán)形件淬火槽流場進(jìn)行模擬分析,進(jìn)一步對(duì)導(dǎo)向均流結(jié)構(gòu)與導(dǎo)流筒的布置進(jìn)行數(shù)值模擬優(yōu)化設(shè)計(jì),并根據(jù)模擬結(jié)果選取較佳方案。
1 模型與前處理
圖1為本文研究的鋁合金環(huán)件的三維模型,直徑約5 m,高度約1.5 m,材質(zhì)為2219鋁合金。該環(huán)形件選用圓形淬火槽,淬火槽外設(shè)有多套導(dǎo)流筒以提高淬火介質(zhì)的循環(huán)攪拌能力。初始設(shè)計(jì)的淬火槽三維模型如圖2所示,槽內(nèi)徑約7.5 m,深5 m,淬火槽外側(cè)設(shè)有10個(gè)導(dǎo)流筒,槽內(nèi)無導(dǎo)向均流結(jié)構(gòu)。淬火槽循環(huán)示意圖如圖3所示:淬火介質(zhì)由槽底向上流動(dòng),然后從淬火槽上部孔進(jìn)入導(dǎo)流筒,并在攪拌器與重力的共同作用下從淬火槽底部孔重新進(jìn)入淬火槽,形成循環(huán)。
圖1 鋁合金環(huán)件模型Fig.1 Aluminum ring model

圖2 淬火槽三維模型 Fig.2 3D model of quenching tank
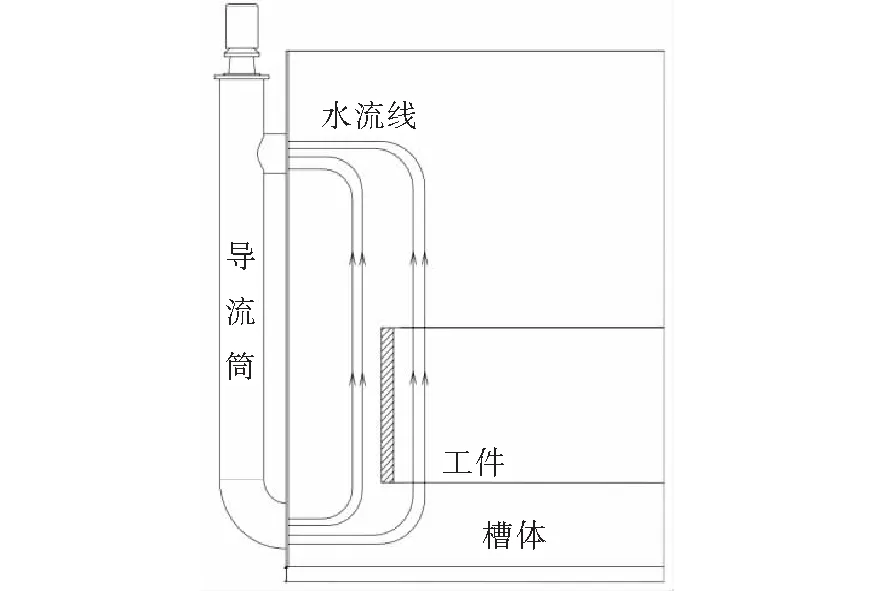
圖3 淬火槽循環(huán)示意圖Fig.3 Cycle Schematic of the quenching tank
本文采用流體有限元數(shù)值模擬軟件對(duì)該淬火槽流場進(jìn)行模擬分析。首先對(duì)該淬火槽進(jìn)行建模,建模與模擬時(shí)做以下假設(shè)[7]:
1)各導(dǎo)流筒和導(dǎo)流結(jié)構(gòu)作用相互獨(dú)立;
2)導(dǎo)流筒內(nèi)螺旋槳推動(dòng)淬火介質(zhì)流動(dòng)時(shí)不考慮旋轉(zhuǎn)推動(dòng)力;
3)淬火介質(zhì)為水,模擬時(shí)假定水為不可壓流體,水的密度、粘度等參數(shù)恒定不變。
綜上,由于淬火槽呈對(duì)稱分布,初始設(shè)計(jì)導(dǎo)流筒是10個(gè),所以對(duì)整個(gè)淬槽圓周方向的1/10進(jìn)行建模,物理模型如圖4所示。

圖4 淬火槽物理模型Fig.4 Physical model of the quenching tank
采用三維模擬計(jì)算,將導(dǎo)流筒的攪拌器簡化為速度入口與壓力出口,在前期研究和工程經(jīng)驗(yàn)基礎(chǔ)上入口速度取0.56 m/s,淬火槽壁采用壁面邊界條件,對(duì)稱面采用對(duì)稱邊界條件。淬火介質(zhì)流動(dòng)過程用連續(xù)性方程和動(dòng)量方程來描述;流動(dòng)狀態(tài)選擇標(biāo)準(zhǔn)k-ε湍流模型,使用高精度的二階迎風(fēng)格式的SIMPLE算法對(duì)以上方程進(jìn)行求解。
2 計(jì)算結(jié)果與分析
2.1 初始方案淬火槽流場模擬分析
選取兩個(gè)典型平面作為觀察面,平面1為模型的徑向切面,平面2平行于淬火槽底面且通過鋁合金環(huán)件中心,并在內(nèi)外側(cè)附近的淬火介質(zhì)各設(shè)置60個(gè)觀察點(diǎn)來監(jiān)測流場大小。圖5為初始設(shè)計(jì)方案平面1與平面2的速度云圖,從圖中可以看出,水流經(jīng)攪拌器從導(dǎo)流筒出來以較高的流速進(jìn)入淬火槽體,并且直接向淬火槽中間沖去,此時(shí)淬火介質(zhì)在淬火槽內(nèi)形成較大渦流(見圖5(a)虛線框區(qū)域1),高流速區(qū)基本集中在淬火槽底部與中部,流速可達(dá)到0.5 m/s,而鋁合金環(huán)件所在的有效淬火區(qū)在渦流中心,流速較低。
圖6為鋁合金環(huán)件內(nèi)外側(cè)淬火介質(zhì)沿高度方向的流速曲線,其中橫坐標(biāo)為淬火介質(zhì)高度方向坐標(biāo),縱坐標(biāo)為該位置三個(gè)觀察點(diǎn)的平均流速作為該高度的介質(zhì)流速,流場觀察點(diǎn)示意圖見圖7。從圖6可以看出,鋁合金環(huán)件底部外側(cè)介質(zhì)流速約為0.08 m/s,然后隨著高度升高緩慢下降,在約2.1 m位置降至0.005 m/s后快速升高;鋁合金環(huán)件內(nèi)側(cè)流速基本在0.002~0.02 m/s之間。由此可知,初始方案有效淬火冷卻區(qū)介質(zhì)流速非常小。

圖6 初始設(shè)計(jì)鋁合金環(huán)件內(nèi)外側(cè)介質(zhì)流速曲線Fig.6 Flow velocity curve of the inside-outside quenching medium of the original aluminum ring
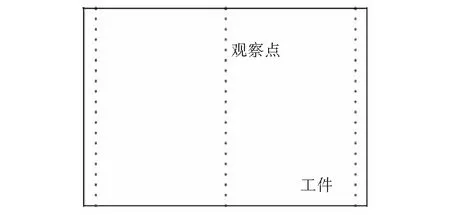
圖7 流場觀察點(diǎn)示意圖Fig.7 Schematic diagram of flow field observation points
2.2 優(yōu)化方案與模擬結(jié)果分析
初始方案模擬結(jié)果表明,僅采用導(dǎo)流筒進(jìn)行攪拌,無法使有效淬火區(qū)形成激烈均勻的攪拌。為優(yōu)化有效淬火區(qū)介質(zhì)流場,在初始方案的基礎(chǔ)上增加導(dǎo)向均流結(jié)構(gòu)將介質(zhì)引導(dǎo)到有效淬火區(qū)。因此設(shè)計(jì)了兩種優(yōu)化方案,方案1結(jié)構(gòu)如圖8(a)所示,導(dǎo)流結(jié)構(gòu)為筒形導(dǎo)向結(jié)構(gòu),在向淬火區(qū)釋放介質(zhì)的出口處為45°的切口,同時(shí)設(shè)有三個(gè)平滑過渡的均流片。方案2結(jié)構(gòu)如圖8(b)所示,導(dǎo)向均流結(jié)構(gòu)為方盒形狀并配有均流片。
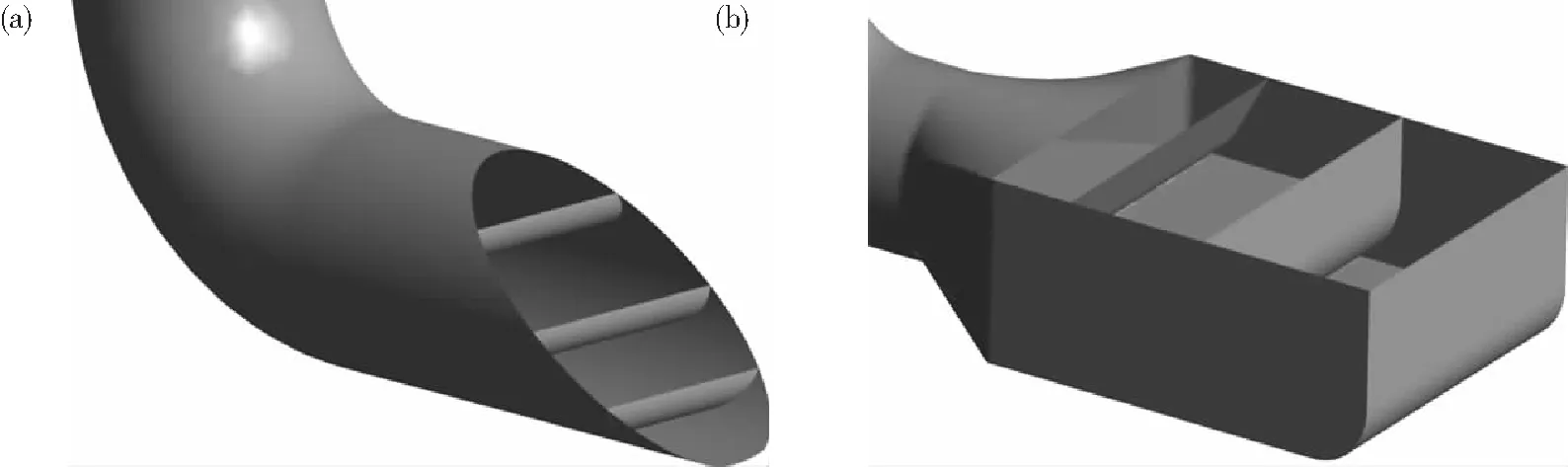
(a)方案1;(b)方案2圖8 導(dǎo)向均流結(jié)構(gòu)優(yōu)化方案(a) optimization scheme 1;(b) optimization scheme 2Fig.8 Optimization scheme of diversion structure

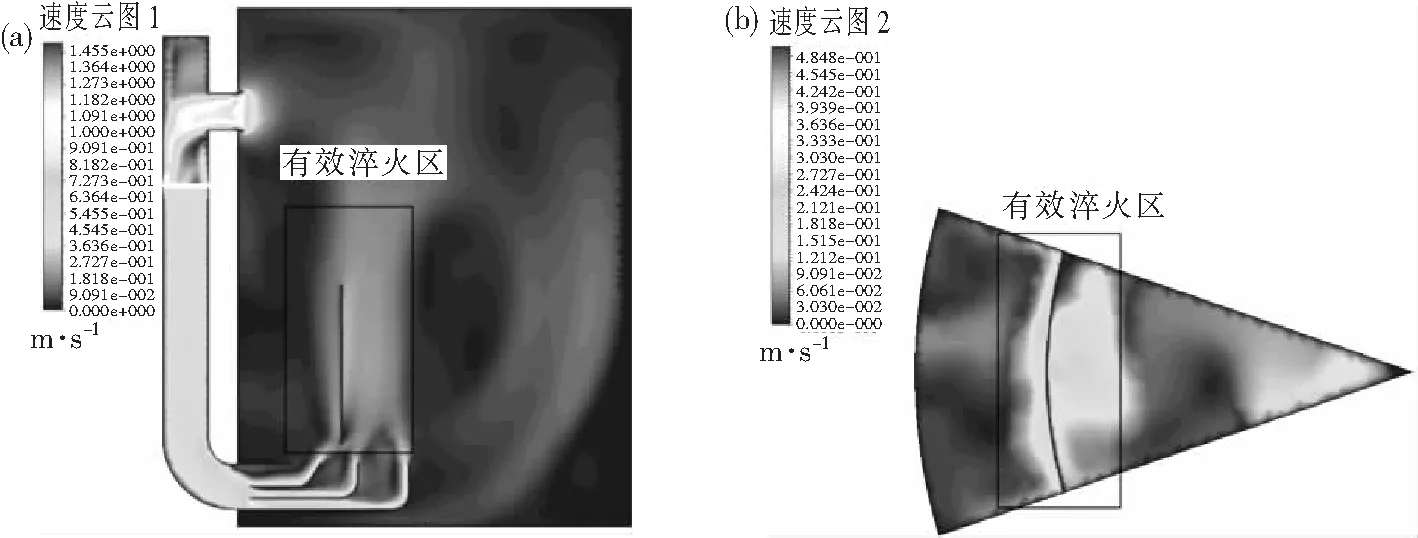
(a)平面1;(b) 平面2圖9 方案1速度云圖(a)plane 1; (b)plane 2Fig.9 Velocity cloud picture of optimization scheme 1
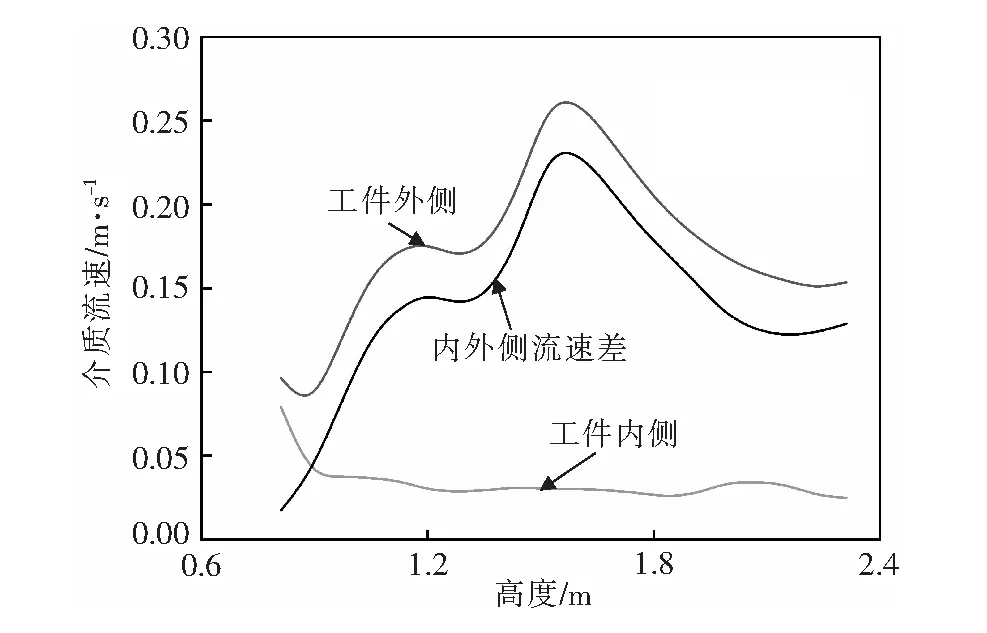
圖10 方案1工件內(nèi)外側(cè)流速曲線Fig.10 Flow velocity curve of the quenching medium inside and outside the workpiece of scheme 1
方案1模擬結(jié)果如圖9和圖10所示,由圖9可以看出,相比于初始設(shè)計(jì),在導(dǎo)向均流結(jié)構(gòu)的作用下,高流速區(qū)由初始方案集中在淬火槽中部向有效淬火區(qū)附近轉(zhuǎn)移,結(jié)合流速曲線(見圖10),發(fā)現(xiàn)鋁合金環(huán)件外側(cè)流速由初始方案的小于0.08 m/s增加到了0.1~0.25 m/s區(qū)間,但是內(nèi)側(cè)淬火介質(zhì)流速集中在0.02 m/s左右,仍然較低。高速水流基本上沿45°流動(dòng)(見圖9(a)),鋁合金環(huán)件外側(cè)介質(zhì)流場可以形成紊流,而內(nèi)側(cè)形則成了一個(gè)低流速的淬火盲區(qū),從而導(dǎo)致內(nèi)外側(cè)流速差較大,加大了鋁合金環(huán)件內(nèi)外側(cè)的冷速差,從而造成淬火變形。
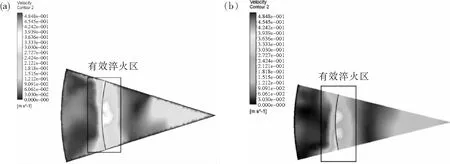
方案2的模擬結(jié)果見圖11和圖12所示。與初始方案相比,方案2的有效淬火區(qū)流速明顯提高;與方案1相比,鋁合金環(huán)件內(nèi)側(cè)平均流速由0.02 m/s升至約0.08 m/s,內(nèi)外側(cè)流速差均值明顯降低。從圖11(a)可以看出,方案2水流方向基本沿著垂直于淬火槽底面向上,介質(zhì)流場可以在鋁合金環(huán)件內(nèi)外側(cè)形成紊流,從而整體提高淬火槽的淬火強(qiáng)度與均勻性。綜上分析,選擇方案2作為導(dǎo)流結(jié)構(gòu)的最終設(shè)計(jì)方案。
(a)平面1; (b) 平面2圖11 方案2速度云圖(a)plane 1; (b)plane 2Fig.9 Velocity cloud picture of optimization scheme 2
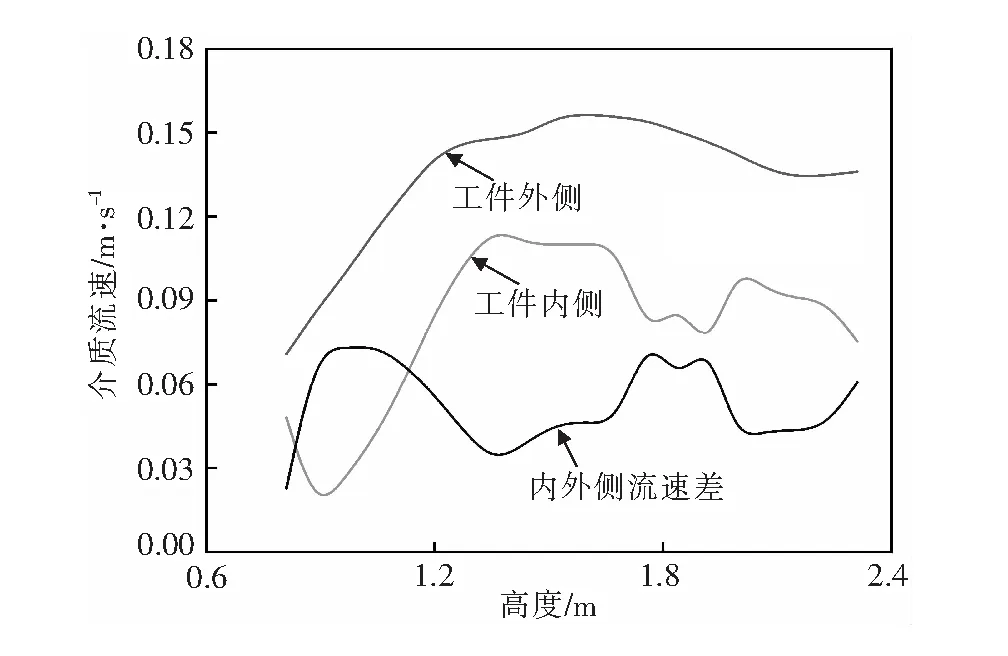
圖12 方案2工件內(nèi)外側(cè)流速曲線Fig.12 Flow velocity curve of the quenching medium inside and outside the workpiece of scheme 2
2.3 導(dǎo)流筒布置方案模擬分析
根據(jù)上述,在方案2導(dǎo)流結(jié)構(gòu)作用下,有效淬火區(qū)流場均勻性得到提高。但是整體來看,有效淬火區(qū)流速大部分集中在0.03~0.15 m/s之間,淬火介質(zhì)流速偏低。為提高淬火槽整體流速,下面對(duì)導(dǎo)流筒的布置方式進(jìn)行模擬分析。
原始設(shè)計(jì)方案中導(dǎo)流筒數(shù)量為10個(gè),優(yōu)化方案將導(dǎo)流筒增加至12個(gè)、14個(gè),然后分別對(duì)淬火槽流場進(jìn)行模擬分析。圖13為增加導(dǎo)流筒后平面2 的流場云圖,可以看出,槽內(nèi)流速相比于10個(gè)導(dǎo)流筒有所提高。圖14為改變導(dǎo)流筒數(shù)量后工件內(nèi)外側(cè)介質(zhì)流速曲線,可以看出,當(dāng)導(dǎo)流筒數(shù)量為12個(gè)時(shí),已滿足使用要求。鋁合金環(huán)件外側(cè)平均流速由10個(gè)導(dǎo)流筒的0.13 m/s提升至0.22 m/s,內(nèi)側(cè)流速由0.08 m/s提升至0.14 m/s;當(dāng)導(dǎo)流筒數(shù)量為14個(gè)時(shí),鋁合金環(huán)件外側(cè)流速約為0.22 m/s,內(nèi)側(cè)流速約為0.18 m/s,與12個(gè)導(dǎo)流筒相比有所提升但并不明顯。綜合流場模擬結(jié)果與經(jīng)濟(jì)因素考慮,選用12個(gè)導(dǎo)流筒的排布方式為最終導(dǎo)流筒的布置方式。
(a)導(dǎo)流筒為12個(gè);(b) 導(dǎo)流筒為14個(gè)圖13 導(dǎo)流筒不同布置方案平面2流場云圖 (a) 12 deflectors;(b) 14 deflectorsFig.13 Velocity cloud picture of scheme 2 with different arrangements of deflectors
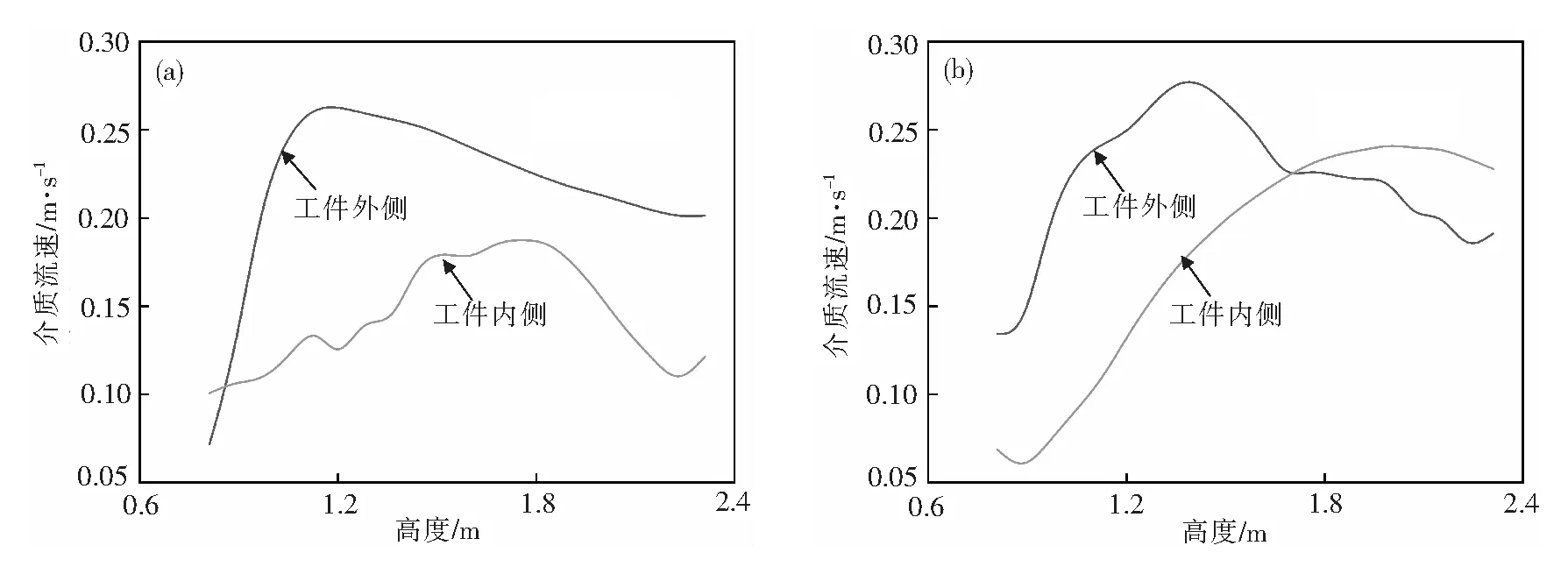
(a)導(dǎo)流筒為12個(gè);(b)導(dǎo)流筒為14個(gè)圖14 導(dǎo)流筒不同布置方案工件流速曲線(a)12 deflectors; (b) 14 deflectorsFig.14 Flow velocity curve of the quenching medium with different arrangements of deflectors
3 結(jié)論
本文利用有限元數(shù)值模擬軟件對(duì)淬火槽進(jìn)行了三維建模并對(duì)其循環(huán)攪拌系統(tǒng)進(jìn)行了模擬分析,得到了淬火槽的流場,并在此基礎(chǔ)上對(duì)導(dǎo)流結(jié)構(gòu)與導(dǎo)流筒數(shù)量進(jìn)行了優(yōu)化設(shè)計(jì),結(jié)果發(fā)現(xiàn):
1)改變淬火槽導(dǎo)流結(jié)構(gòu),有效淬火區(qū)的流場均勻性會(huì)產(chǎn)生影響。采用方盒形狀并配有均流片的結(jié)構(gòu)時(shí),工件內(nèi)外側(cè)均可以獲得流速較高且均勻的流場。
2)增加導(dǎo)流筒數(shù)量,可以提升有效淬火區(qū)的流速。模擬比對(duì)結(jié)果發(fā)現(xiàn),當(dāng)攪拌器數(shù)量為12個(gè)時(shí),淬火槽流場可滿足設(shè)計(jì)要求。結(jié)合經(jīng)濟(jì)因素考慮,本文選擇12個(gè)導(dǎo)流筒的排布方式為最終導(dǎo)流筒的布置方式。
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學(xué)評(píng)論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學(xué)生數(shù)理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評(píng)論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
