淬火方式對GCr15SiMo鋼制特大型軸承套圈淬硬層的影響
2020-06-28 13:33:18孫小東王云廣王紅偉周鵬龍郝奧玄
熱處理技術(shù)與裝備 2020年3期
孫小東,王云廣,王紅偉,周鵬龍,郝奧玄,杜 翔
(洛陽LYC軸承有限公司,河南 洛陽 471000)
GCr15SiMn鋼制特大型軸承套圈常存在熱處理后硬度合格,但成品硬度達不到技術(shù)要求的現(xiàn)象。GCr15SiMo鋼與GCr15SiMn鋼相比,具有更高的淬透性[1]。為了保證軸承套圈成品硬度,軸承行業(yè)正在逐步采用GCr15SiMo鋼代替GCr15SiMn鋼制造特大型軸承套圈。GCr15SiMo鋼制特大型軸承套圈的熱處理,通常采用輥底式鹽淬連續(xù)爐和井式油淬周期爐兩種設(shè)備[2]。其中,輥底式鹽淬連續(xù)爐適合大批量連續(xù)加工產(chǎn)品;而井式油淬周期爐,每次僅加工一爐產(chǎn)品,適合小批量產(chǎn)品的加工。為此,本文研究淬火工藝對GCr15SiMo鋼制特大型軸承套圈淬硬層的影響。
1 試驗材料
選用外徑為φ800 mm,高度為200 mm,有效壁厚為50 mm 的GCr15SiMo鋼制特大型軸承套圈作為試驗套圈。
采用ARL4460直讀光譜儀對軸承套圈檢測化學成分,其檢測結(jié)果見表1。檢測結(jié)果表明,試驗套圈材料符合GB/T 18254—2016標準要求。

表1 軸承套圈的化學成分(質(zhì)量分數(shù),%)
2 試驗工藝
GCr15SiMo鋼制特大型軸承套圈整體淬火技術(shù)要求:軸承套圈成品表面硬度為58~63 HRC;淬硬層深度為硬度58 HRC處距表面的垂直距離,該類軸承套圈成品淬硬層深度不小于2.0 mm。
分別選用油浴淬火和鹽浴淬火對GCr15SiMo鋼制特大型軸承套圈進行整體淬火試驗。
2.1 鹽浴淬、回火
試驗設(shè)備采用輥底式鹽淬連續(xù)生產(chǎn)線,工藝流程為: 淬火加熱→鹽浴淬火冷卻→空氣爐回火。鹽浴淬、回火工藝見圖1。
1)將軸承套圈平放至輥棒爐上料臺上,見圖2。然后由上料臺傳至清洗工位進行清洗后再傳至主加熱爐。
2)淬火加熱:一區(qū)工藝溫度為865 ℃,二區(qū)工藝溫度為865 ℃,三區(qū)工藝溫度為865 ℃,加熱時間為3.5 h。
3)淬火冷卻:淬火介質(zhì)由180 ℃的復(fù)合硝酸鹽液+適量水組成,冷卻時間為10~15 min。
4)回火:回火溫度為210 ℃,回火時間為12 h。
5)軸承套圈淬火、回火后傳至卸料臺,見圖3。

圖1 鹽浴淬、回火工藝Fig.1 The process of salt bath quenching and tempering
2.2 油浴淬、回火
試驗設(shè)備采用井式淬火加熱爐、淬火油槽和井式回火爐,工藝流程: 井式爐淬火加熱→油浴淬火冷卻→井式爐回火。油浴淬、回火工藝見圖4。

圖2 套圈放置上料臺Fig.2 The placement loading table of ring

圖3 套圈淬火、回火后傳至卸料臺Fig.3 The unloading table of ring after quenching and tempering
1)將軸承套圈平放在淬火料架上,平穩(wěn)吊入井式淬火加熱爐。
2)淬火加熱:一區(qū)工藝溫度為870 ℃,二區(qū)工藝溫度為870 ℃,加熱時間為210 min。
3)淬火冷卻:將加熱好的軸承套圈吊入淬火油槽進行冷卻,用紅外測溫儀測試軸承套圈的表面溫度,控制套圈出油溫度在90~100 ℃。
4)軸承套圈淬火后平放在回火架上,吊入井式回火爐進行回火,回火溫度為210 ℃,回火時間為12 h。
3 試驗結(jié)果
3.1 裂紋檢測
軸承套圈磨加工至成品尺寸后,在CDW-000型熒光磁粉探傷機上,利用復(fù)合磁化法對成品軸承套圈進行熒光磁粉探傷。結(jié)果未發(fā)現(xiàn)軸承套圈表面有缺陷磁痕,探傷結(jié)果合格。

圖4 油浴淬、回火工藝Fig.4 The process of oil bath quenching and tempering
3.2 硬度檢測
3.2.1表面硬度檢測
軸承套圈磨加工至成品尺寸后,采用TH-140里氏硬度計對軸承套圈表面硬度進行檢測。軸承套圈表面硬度為59~60.5 HRC,依據(jù)標準JB/T 1255—2014的要求[3],軸承套圈成品硬度合格。
3.2.2硬度分布曲線
切取成品軸承套圈試樣,然后用HRA-150洛氏硬度計檢測套圈淬硬層深度。
兩種不同的淬火方式(鹽浴淬火和油浴淬火)下,GCr15SiMo鋼制軸承套圈淬、回火后硬度分布檢測結(jié)果分別見表2和表3。

表2 鹽浴淬火軸承套圈硬度檢測結(jié)果

表3 油浴淬火軸承套圈硬度檢測結(jié)果
從表2和表3可以看出,采用鹽浴淬回火后軸承套圈硬度58 HRC處距表面為4 mm;而采用油浴淬回火后軸承套圈硬度58 HRC處距表面為5 mm。由此可見,兩種淬火方式熱處理后的軸承套圈成品硬度均滿足技術(shù)要求。
3.3 金相組織
將成品軸承套圈切取10×10×10 mm樣塊,磨制端面金相試樣,經(jīng)4%硝酸酒精腐蝕后在GX-51奧林巴斯金相顯微鏡下檢驗淬硬層金相組織,按照標準中JB/T 1255—2014第二級別圖進行評定。從圖5中可以看出,GCr15SiMo鋼制軸承套圈鹽浴淬回火及油浴淬回火后淬硬層均為細小結(jié)晶馬氏體組織,并有細小碳化物均勻分布在馬氏體基體上,馬氏體組織均可評定為3級[4-5]。
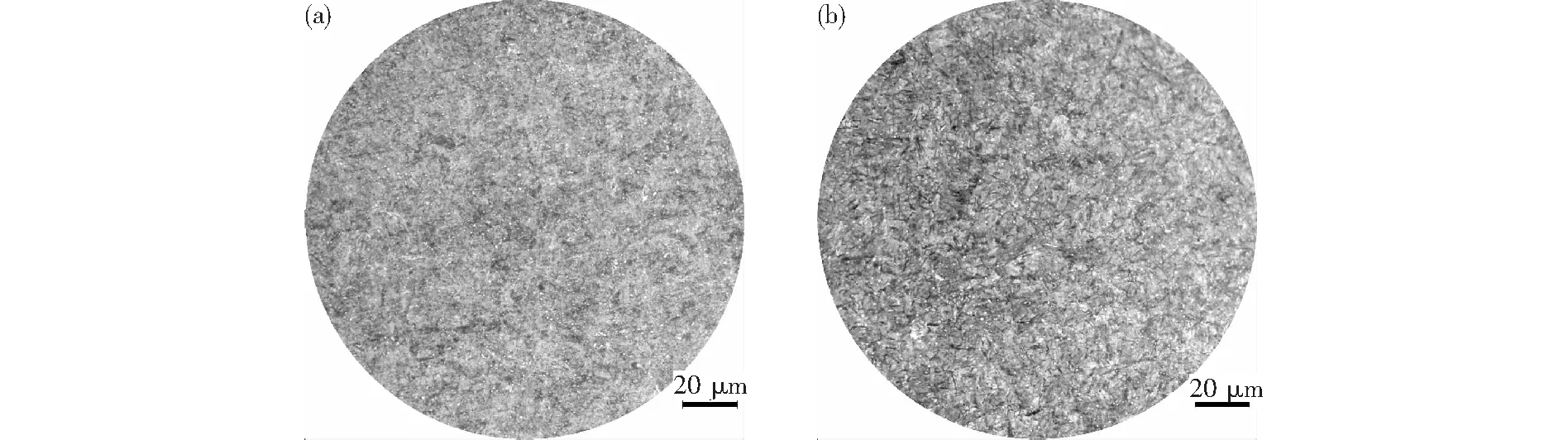
圖5 (a)鹽浴淬、回火組織 3級;(b)油浴淬、回火組織 3級Fig.5 (a)salt bath quenching and tempering microstructure,level 3;(b)oil bath quenching and tempering microstructure,level 3
4 結(jié)論及建議
1)GCr15SiMo鋼制特大型軸承套圈,采用鹽浴淬、回火后淬硬層深度為4 mm;采用油浴淬、回火后淬硬層深度為5 mm;采用鹽浴、油浴兩種淬火方式加工的軸承套圈成品表面硬度均能滿足技術(shù)要求。
2)產(chǎn)品批量大時建議選用輥底式鹽淬連續(xù)爐加工;產(chǎn)品批量小時建議選用井式油淬周期爐加工。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
中學生數(shù)理化·七年級數(shù)學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
