沉淀硬化不銹鋼FV520(B)鋼的預備熱處理工藝
2020-06-28 10:04:44王飛宇
熱處理技術與裝備 2020年3期
趙 亮,胡 冰,王飛宇,孟 越
(沈陽鼓風機集團股份有限公司,遼寧 沈陽 110869)
馬氏體沉淀硬化不銹鋼FV520(B)是離心壓縮機葉輪的主要選材之一,鍛件毛坯粗加工成圓盤狀后進行預備熱處理,目的是盡可能的降低材料的硬度,有利于葉輪葉片的數控銑制加工。目前主要采用固溶化(1050 ℃)→調整(750~850 ℃)→時效(470~640 ℃)的三道預備熱處理工藝[1],該方法通過不同溫度的預備熱處理,可使FV520(B)鋼葉輪鍛件的布氏硬度達到280 HBW左右,而該材料硬度范圍為255~370 HBW,完全能夠滿足葉輪鍛件的葉輪葉片的數控銑制加工。但該方法工序間隔周期較長,制造成本也較高,且硬度距最低值還有一定的空間。
本文研究一種工序周期短、生產成本低的三元銑制焊接葉輪用FV520(B)鋼的預備熱處理工藝,可使材料的硬度達到最低值。
1 FV520(B)鋼的熱處理制度及機理
FV520(B)鋼常規的熱處理工藝路線為固溶化、調整、時效處理,具體原理如下:
1)固溶化處理。固溶化處理的目的是使鋼的組織完全奧氏體化,碳化物等析出相完全融入到奧氏體當中去,使鋼盡可能的軟化。FV520(B)鋼固溶化通常加熱到950~1100 ℃之間,根據零件尺寸適當的安排保溫時間后,在空氣中冷卻[2]。一般得到的金相組織為馬氏體,同時會存在少量的殘余奧氏體。固溶化溫度不能太低,否則會有碳化物殘留,但同時固溶化的溫度也不能過高,否則奧氏體組織容易粗化,以致冷卻后得到的馬氏體組織粗大,降低塑性和韌性。
2)調整處理。調整處理的目的是利用奧氏體固溶體的實際化學成分來控制馬氏體轉變溫度Ms點。因為經過固溶化處理后的馬氏體沉淀硬化不銹鋼,在隨后的加熱過程中會析出碳化物等析出相,導致奧氏體的穩定性降低,冷卻時更容易轉變為馬氏體,而調整處理可以提高沉淀硬化不銹鋼的Ms點。通過選擇合適的調整處理溫度和保溫時間,可以控制Ms點達到室溫以上某一溫度,以便鋼經過調整后冷卻到室溫時基本獲得全部的馬氏體組織[3]。
3)時效處理。時效處理是馬氏體沉淀硬化型不銹鋼的最終熱處理手段,也是決定馬氏體沉淀硬化型不銹鋼最終力學性能的最有利手段。時效處理目的是利用時效作用產生細小、彌散分布的沉淀相,以便獲得盡可能高的強度和良好的綜合力學性能[4]。
2 現有熱處理的工藝參數
固溶化溫度一般為1050 ℃,調整處理為750~850 ℃,時效溫度為470~640 ℃。根據不銹鋼FV520(B)的相變機理,調整溫度越高,強度和硬度越高,時效強度峰值在470~480 ℃,到630~640 ℃強度迅速下降,預備熱處理工藝參數如圖1所示。
金相顯微組織如圖2所示,顯微組織主要是板條狀馬氏體,析出物在晶界處聚集,存在一定量的顆粒狀析出物[5]。
馬氏體沉淀硬化不銹鋼FV520(B)熱處理后硬度約280 HBW,但作為預備熱處理工藝,該方法采用三道處理工序導致周期較長,制造成本也較高。本文通過大量試驗,結合材料的相變機理,研究出一種工序少,成本低的預備熱處理工藝。
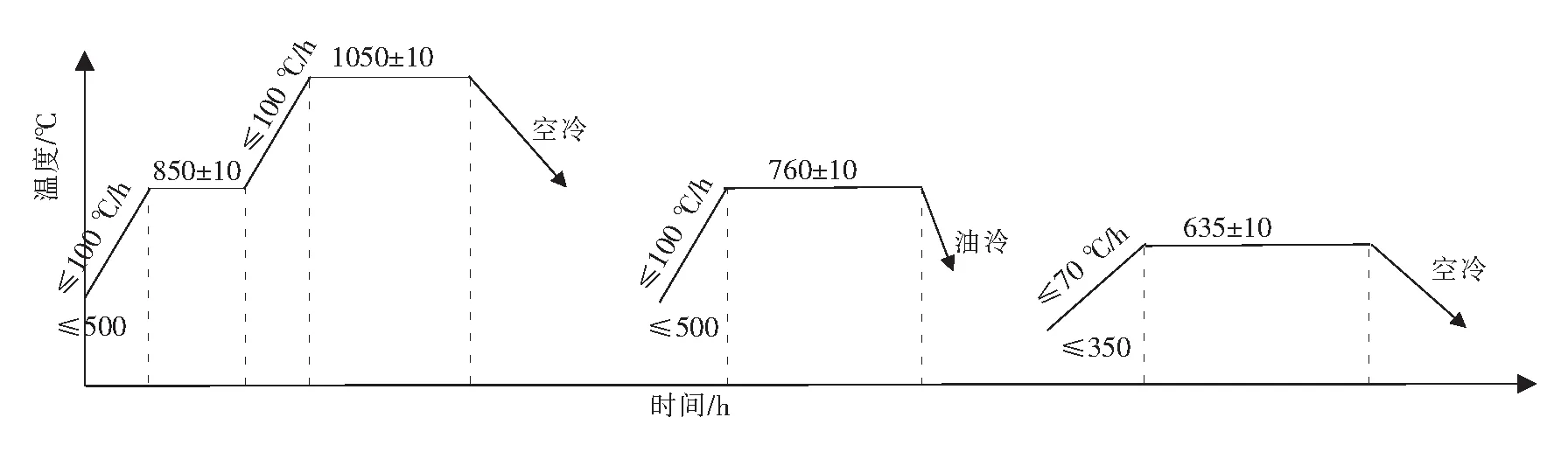
圖1 現有熱處理工藝參數Fig.1 Existing heat treatment process parameter
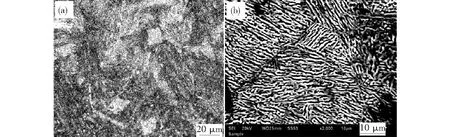
圖2 固溶、調整、時效處理后FV520(B)鋼的金相組織Fig.2 Microstructure of FV520(B) steel after solid solution,adjustment and aging treatment
3 優化的熱處理工藝參數
通過熱膨脹發進行相變點的測量,不銹鋼FV520(B)的Ac1為640 ℃,Ac3為760 ℃[6],且該材料的鍛造溫度區間為1150~900 ℃,在鍛造過程中相當于進行了一次固溶化處理,從節約成本的角度,采用兩次過時效的熱處理試驗方案,其中第一次過時效分別采用730、700和670 ℃,油冷;第二次過時效采用635 ℃,空冷。均采用RTX75-9回火電阻爐,每組試驗選取3個試樣,材料的化學成分見表1。第二次過時效后將每件試樣加工成標距為30 mm,平行部分直徑為φ6 mm的棒狀拉伸試樣,并在RAS250萬能試驗機上按GB228《金屬材料室溫拉伸試驗方法》進行拉伸試驗,布氏硬度按《金屬布氏硬度試驗方法》進行檢驗,力學性能結果見表2所示。

表1 試樣的化學成分(質量分數,%)
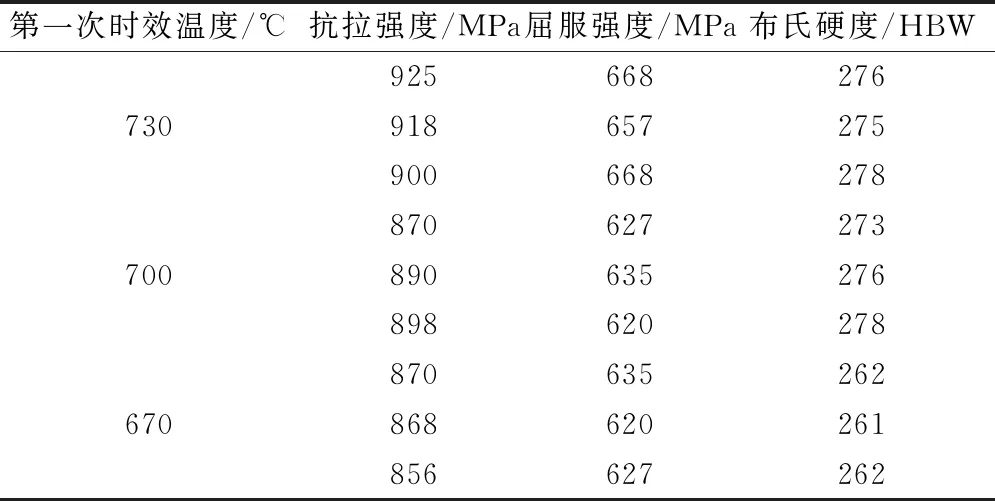
表2 不同溫度過時效后試樣的力學性能
從表2的結果可以看出,第一次過時效溫度為670 ℃的試樣硬度最低。優化后熱處理工藝參數,如圖3所示。圖4為兩次時效后的試樣金相顯微組織,從圖中可以看出,試樣顯微組織主要是板條狀馬氏體,晶界處的顆粒狀析出物明顯減少[5]。
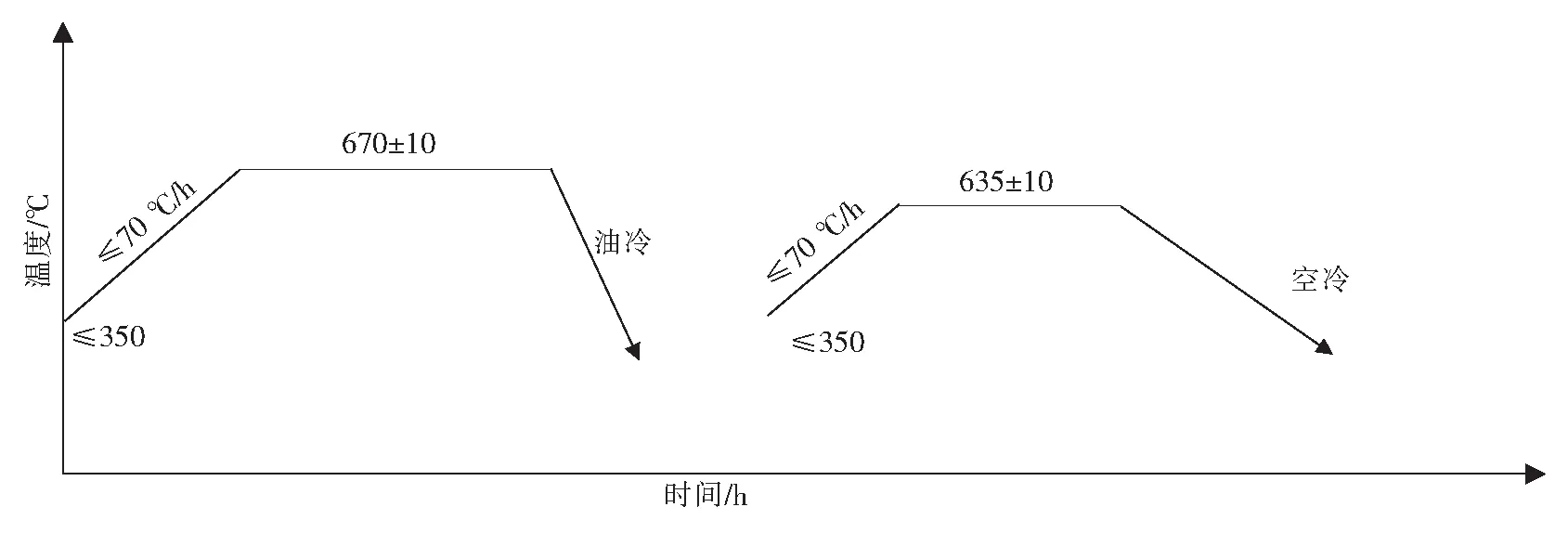
圖3 優化的熱處理工藝參數Fig.3 Optimized heat treatment process parameter
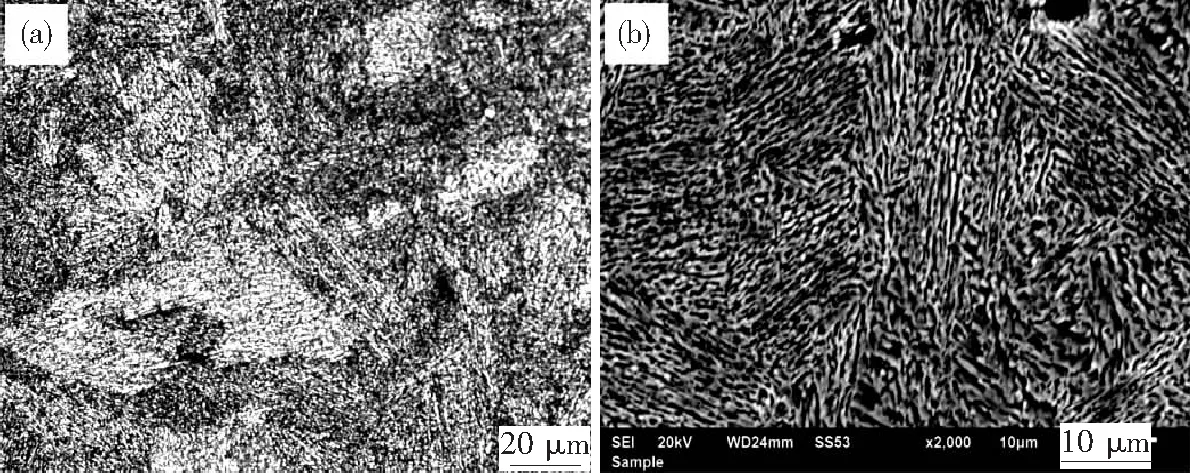
圖4 兩次過時效后的試樣金相組織Fig.4 The microstructure of samples after two overaging treatment
4 兩種工藝參數的對比
將兩種熱處理工藝參數應用到葉輪的預備熱處理中,通過大量生產數據的綜合對比,結果見表3。優化后的工藝采用兩次過時效處理,可以使晶界處的析出物逐漸減少,位錯線不再發生塞積[7],故兩次過時效后強度和硬度均出現下降趨勢[8],由于材料硬度的降低和工序的減少。因此,與傳統的三道預備熱處理相比,該二道預備熱處理工藝技術可以降低熱處理成本,縮短加工周期等優勢。

表3 不同工藝參數的綜合對比
5 結論
針對沉淀硬化不銹鋼FV520(B),本文通過大量的熱處理工藝試驗,在原有固溶化、調整、過時效基礎上,得出以下結論:
1)FV520(B)經固溶化+調整+一次過時效后得到板條狀馬氏體,但晶界處還有少量的顆粒狀析出物,這是造成材料硬度不能達到最低的主要原因。
2)采用兩次過時效處理后,晶界處的顆粒狀析出物明顯減少,從而使材料強度和硬度達到最低。
3)FV520(B)經兩次過時效處理后材料硬度最低,約為260 HBW,取代了原有固溶化+調整+一次過時效的三道工藝,可降低熱處理成本,縮短加工周期。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
