滲碳淬火畸變的過程特性試驗研究
2020-06-28 13:33:20王全振張忠和王飛宇張忠信趙明旭
熱處理技術(shù)與裝備 2020年3期
關(guān)鍵詞:工藝
王全振,岳 猛,張忠和,王飛宇,張忠信,趙明旭,于 晃
(1.沈陽鼓風(fēng)機集團股份有限公司,遼寧 沈陽 110869; 2.沈陽創(chuàng)推科技有限公司,遼寧 沈陽 110141; 3.沈陽中金模具鋼有限公司,遼寧 沈陽 110141)
1 試驗材料及方法
1.1 試驗材料
對17CrNiMo6、18CrNiMo7-6、12Cr2Ni4滲碳鋼進行滲碳淬火畸變的過程特性試驗研究,三種試驗鋼的化學(xué)成分見表1。17CrNiMo6鋼符合德國標(biāo)準(zhǔn)“DIN 17210—1986表面硬化鋼交貨技術(shù)條件”,18CrNiMo7-6鋼符合歐洲標(biāo)準(zhǔn)“EN 10084—2008 滲碳鋼交貨技術(shù)條件”,12Cr2Ni4鋼符合國標(biāo)“GB/T 3077—1999合金結(jié)構(gòu)鋼”的規(guī)定,試驗材料均為精煉的鍛鋼,自由鍛造成型。

表1 試驗材料的化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
1.2 試驗方法
采用國際上通用的C形畸變試樣(見圖1)進行滲碳淬火畸變的過程特性試驗,在鍛件毛坯上的取樣方法,見圖2所示。C形畸變試樣的編號采用二位數(shù),第一位數(shù)代表材料(同表1中的編號一致),第二位代表各種材料C形畸變試樣的序號。
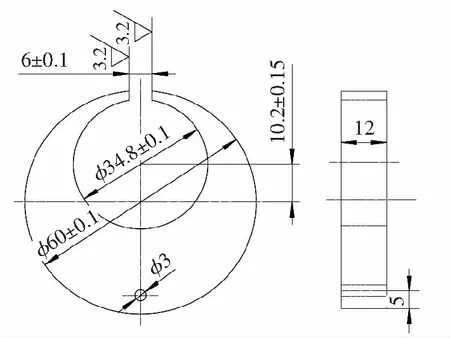
圖1 畸變試樣Fig.1 The deformation samples
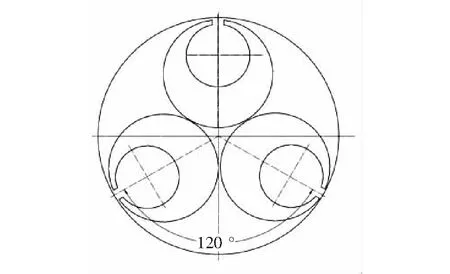
圖2 試樣切取圖Fig.2 The cutting schematic diagram of samples
滲碳淬火畸變的過程特性試驗一共進行了兩爐。第一爐選用了三種材料,進行不同預(yù)備熱處理方法及不同二次淬火溫度的試驗,熱處理工藝見表2;第二爐選用了兩種材料,其中,17CrNiMo6鋼采用相同的預(yù)備熱處理方法,而18CrNiMo7-6鋼采用不同的預(yù)備熱處理方法,進行滲碳后一次淬火、二次淬火的工藝對比試驗,熱處理工藝見表3。
畸變試樣的尺寸測量及畸變量的計算方法是:采用卡尺進行測量,測量方法見圖3,工藝試驗前先對C形試樣的開口處尺寸進行測量作為原始尺寸,滲碳、一次淬火后再次測量開口處尺寸作為該道工序后的尺寸,二次淬火后最終測量開口處尺寸作為二次淬火工序后的尺寸,即全部滲碳淬火工序的最終尺寸;每次測量開口尺寸,進行三次測量,然后取三次測量的平均值。滲碳、一次淬火、二次淬火工藝前后的尺寸之差就是該工序的畸變量,最終尺寸與原始尺寸之差為總畸變量。裝爐時試樣放置位置要比較接近,裝爐高度要保持一致,從而保證滲碳的氣氛環(huán)境和淬火的冷卻條件均勻一致。試驗研究過程參考了文獻[1-4]的研究成果。

圖3 尺寸測量示意圖Fig.3 The dimension measurement diagram
2 試驗過程及數(shù)據(jù)
2.1 第一爐試驗
對調(diào)質(zhì)、正回火預(yù)備熱處理的17CrNiMo6、18CrNiMo7-6、12Cr2Ni4滲碳鋼進行同爐滲碳淬火畸變的過程特性試驗。調(diào)質(zhì)預(yù)處理試樣的二次淬火溫度為820 ℃;正回火預(yù)處理試樣的二次淬火溫度為780 ℃。每道工序前后的尺寸差為該道工序的畸變量,全部工序完成后的尺寸同原始尺寸之差為總的畸變量。試驗后的畸變量結(jié)果,見表2。
2.2 第二爐試驗
對17CrNiMo6、18CrNiMo7-6試樣進行同爐滲碳淬火畸變的過程特性試驗,淬火溫度采用820 ℃,17CrNiMo6鋼的預(yù)處理均為正回火;18CrNiMo7-6鋼的預(yù)處理分別為調(diào)質(zhì)和正回火。試驗后的畸變量結(jié)果,見表3。

表2 第一爐試驗的滲碳淬火工藝及變形量

表3 第二爐試驗的滲碳淬火工藝及變形量
3 試驗數(shù)據(jù)分析
3.1 第一爐的數(shù)據(jù)分析
從表2可以看出,三種滲碳淬火鋼采用不同預(yù)備熱處理方法和不同滲碳淬火工藝,工藝過程的畸變量都是各道工序畸變量的疊加,即滲碳淬火的畸變具有過程函數(shù)的特性。
二次淬火采用820 ℃加熱溫度的畸變量比780 ℃加熱溫度下的畸變量大,符合淬火溫度高畸變量大的規(guī)律。文獻[5]認(rèn)為正回火預(yù)處理試樣的畸變量比調(diào)質(zhì)預(yù)處理試樣的畸變量一般要大20%以上,而表2中采用調(diào)質(zhì)預(yù)處理試樣的畸變量比正回火預(yù)處理的要大。表中還發(fā)現(xiàn),820 ℃淬火的畸變量比780 ℃淬火的畸變量大的并不多,最大不超過10%。這說明淬火溫度對畸變的影響遠(yuǎn)大于預(yù)備熱處理。
對采用油冷卻的二次淬火的畸變量數(shù)據(jù)進行比較,發(fā)現(xiàn)降低17CrNiMo6鋼的淬火溫度,其畸變量反而增加了26%,這可能是因為預(yù)備熱處理對17CrNiMo6鋼的畸變量影響較大,占主導(dǎo)作用;降低18CrNiMo7-6鋼的淬火溫度,畸變量減小了13%;而12Cr2Ni4鋼的畸變量少了45.5%, 這可能是因為提高12Cr2Ni4鋼的淬火溫度,會使畸變量大幅增加。
對滲碳、一次淬火、二次淬火各道工序的畸變量數(shù)據(jù)進行分析,發(fā)現(xiàn)各道工序的畸變量結(jié)果并沒有特別明顯的規(guī)律。對17CrNiMo6、18CrNiMo7-6兩種材料的四個試樣的畸變試驗結(jié)果進行數(shù)據(jù)處理,發(fā)現(xiàn)滲碳工序的畸變量占總畸變量的37.6%,一次淬火占34.8%,二次淬火占27.6%。一直以來認(rèn)為畸變主要在淬火工序,這種想法確實值得商榷。
3.2 第二爐的數(shù)據(jù)分析
表3是17CrNiMo6、18CrNiMo7-6鋼的畸變量結(jié)果,二次淬火的溫度為820 ℃,分別進行滲碳+一次淬火和滲碳+二次淬火工藝(由于設(shè)備故障,滲碳工藝?yán)鋮s時,冷到800℃以后是斷電爐冷的)。
從表3的結(jié)果發(fā)現(xiàn),17CrNiMo6鋼二次淬火的畸變量比一次淬火的畸變量增大了23.6%,而18CrNiMo7-6鋼一次淬火的畸變量比二次淬火的畸變量降低了48.9%,這可能是預(yù)備熱處理和淬火方式疊加影響的結(jié)果。
比較18CrNiMo7-6鋼不同預(yù)處理方法對畸變量影響,發(fā)現(xiàn)該鋼一次淬火的畸變量比二次淬火降低了48.9%;而17CrNiMo6鋼由于預(yù)處理工藝相同,一次淬火的畸變量比二次淬火僅降低了19.1%。 兩種材料畸變量有較大差異,這主要是因為18CrNiMo7-6鋼的畸變量是預(yù)處理和淬火方式疊加的結(jié)果。因此,預(yù)備熱處理方式和淬火方式的疊加,對畸變量的影響效果更為顯著。
從表3的結(jié)果看,二次淬火工序的畸變量占的比例相當(dāng)大,特別是滲碳后一次淬火,淬火工序的畸變量占的比例更大,這可能是設(shè)備故障的問題。另外,需要強調(diào)的是滲碳工藝的畸變量雖小,但與第一爐結(jié)果相比,總的畸變量并沒有減小。
4 結(jié)論
1)滲碳淬火畸變的過程特性符合過程函數(shù)的特性,工藝過程的總畸變量是各道工序畸變量的累加,減少滲碳淬火工序可以大幅降低畸變量。結(jié)合預(yù)備熱處理方法,其降低畸變量的效果更好;
2)降低淬火溫度可以降低畸變量,而且淬火溫度對畸變的影響大于預(yù)備熱處理;對于二次淬火工序,17CrNiMo6鋼在不同的預(yù)備熱處理方法疊加時,反而出現(xiàn)了降低淬火溫度畸變量增大的現(xiàn)象,可能是因為預(yù)備熱處理的影響占主導(dǎo)地位;
3)選擇正確的熱處理工藝方法進行疊加,可以使?jié)B碳淬火畸變量的降低效果更為明顯。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
