全自動包裝生產線在大氮肥裝置中的應用
2020-06-28 11:03:38富雅美
肥料與健康 2020年2期
富雅美
(重慶建峰化工股份有限公司 重慶 408601)
近年來,國家大力推進以智能化為引領的創新驅動發展戰略,鼓勵企業以高質量發展為主題,以供給側結構性改革為主線,聚焦普及數字化裝備,推動智能應用發展等重點任務,開展自動化、信息化升級,重點向高效、柔性、智能化方向發展,促進智能技術向傳統產業各領域環節滲透,并從產業政策上給予扶持。隨著機器人技術的不斷更新,人與新型機器人之間的交互式控制、機器人感應系統以及機器人視覺系統的完善,將滿足用戶更高、更廣泛的市場需求,專用機器人的裝備數量將大幅上升,進而逐漸占領包裝領域。包裝線自動化是重慶建峰化工股份有限公司3年轉型發展重點工作之一,順應新一輪產業變革趨勢,將人力從繁重惡劣的工作中解放出來,極大地提高了勞動生產率,有助于解決日益增長的人工成本與效率成本問題,推動公司質量變革、效率變革和動力變革,提高智能化水平和核心競爭力,實現企業轉型升級發展。2019年年初,重慶建峰化工股份有限公司新增1臺MF2018NT全自動包裝生產線,該全自動包裝線的運行是否正常,將直接影響產品的包裝量。
1 全自動包裝生產線的構成特點
如圖1所示,MF2018NT全自動包裝生產線由MF2001NT定量包裝秤、MF2018SD機器人全自動上袋裝置、縫包輸送系統等裝置組成。MF2018SD機器人全自動上袋裝置主要包括置袋庫、整送機構、取袋機構、開袋機構、套袋機構、推包機構、夾袋器、真空控制系統、氣路控制系統、人機界面等組成。
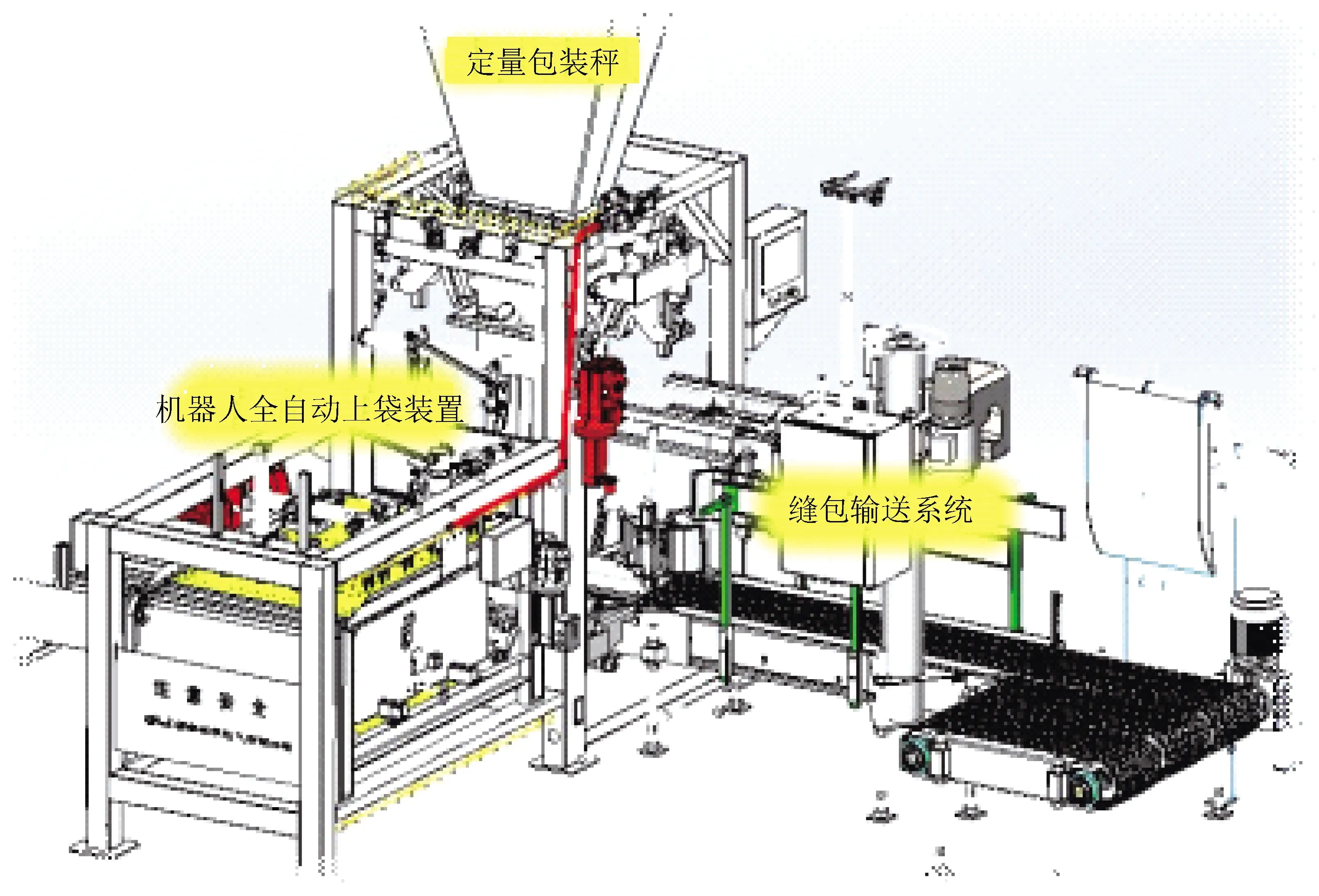
圖1 MF2018NT全自動包裝生產線設備組成
該全自動包裝生產線構成特點:①感應元件多,任何一個錯誤操作都可能造成突發停機;②轉動元件多、磨損大,容易造成螺栓等連接件松動而影響構件走位;③動力氣管、密封氣管容易疲勞損壞而造成泄漏,影響包裝線的穩定運行。
2 常見故障
MF2018NT全自動包裝生產線在運行過程中出現的故障主要包括:①縫包機急停時,經常會出現托袋桿撞桿現象;②取袋機構吸不上編織袋,編織袋容易卡在托袋桿處或在開袋口處出現重疊;③整送機構送袋異常;④開袋機構取袋異常(取袋時機械手兩邊脫袋、機械手取袋時出現一邊取不到編織袋);⑤縫包易堵包或折邊質量差;⑥夾袋器和推包機構異常;⑦在板帶機反轉時,變頻器頻繁出現跳閘和偷停現象;⑧料斗傾斜不下料。這些問題的出現,導致包裝人員不愿意使用全自動包裝生產線。
3 故障原因分析及處置措施
(1)托袋桿撞桿
原因分析:①急停時取袋吸頭在下,重新開啟設備時未及時將取袋吸頭抬起;②程序邏輯出現了問題。
處置措施:①當出現急停后,要求操作人員在開機前必須確認取袋吸頭位置,如取袋吸頭在下方,必須手動將其抬起;②要求設備制造企業對吸袋過程的程序進行修改,要求取袋吸頭在下方時,托桿不能運行,防止將托袋桿拉斷。程序修改后投入運行,未出現撞桿情況,托桿也無折斷現象。
(2)取袋機構吸不上編織袋
原因分析:①吸頭漏氣;②過濾器堵塞;③儀表負壓低;④提起過快。
處置措施:①當取袋機構吸不起編織袋時,先檢查3只吸頭是否漏氣(用手將3只吸頭堵住,若負壓在-70 kPa以上表明未漏氣,否則就可能存在漏氣問題),如果吸頭漏氣,則更換吸頭;②如果吸頭未漏氣,檢查3只過濾器是否堵塞,如果過濾器堵塞,就拆下3只過濾器并用氣管將過濾器吹干凈;③如果過濾器沒有堵塞,就需檢查吸袋探頭與取袋探頭的連接線是否完好,同時手動控制取袋氣缸升降并調節啟動調節閥,使之緩慢平穩升起(以解決吸取時上下2條編織袋因氣密或靜電而粘連的現象)。
(3)整送機構送袋異常
原因分析:①托袋桿折斷;②整袋過寬;③袋長設置不合適;④送袋過快。
處置措施:①暫停包裝,先檢查每根托袋桿是否在卡槽中,是否有損壞現象;②將1條編織袋放在袋庫正中間,搖動袋寬調整搖把,調整2根整袋桿的間距直至將編織袋剛好夾住;③根據編織袋的實際長度,在控制面板上重新設定袋長;④如調整后出現編織袋送過頭現象,就需對整送伺服運行速度和編織袋在托袋桿上的速度進行調整,一般整送伺服運行速度在1 500 mm/s左右,編織袋在托袋桿上的速度在200 mm/s左右;⑤由于送袋速度快,停止后有一定的慣性而前沖,為此將前沿半擋板改為全擋板。
(4)開袋機構取袋異常
原因分析:①編織袋有折角;②過濾器堵塞;③吸頭漏氣;④套袋極限磁力檢測開關位置設置不合理;⑤脫不了袋或撒料。
處置措施:①檢查編織袋是否有折角,如有將其挑出或處理平整;②檢查過濾器并對其進行清理;③檢查開袋系統的4只吸頭是否有破損,有破損則進行更換;④手動操作機械手打開后,調整套袋極限磁力檢測開關的位置,使檢測有效;⑤當編織袋有氣密或靜電大時,調節上開袋氣動調節閥,使得上開袋氣缸動作變慢,避免因開袋過快而導致取袋失敗的現象。
(5)縫包易堵包、折邊質量差和上封口未縫合
原因分析:①推包與折邊機沒有對齊;②折邊縫隙太小;③折邊機與縫包機速度不匹配;④編織袋太軟;⑤縫包機與折邊機高度調整不當。
處置措施:①調整折邊機的方向并與抱袋中心對齊;②調整折邊內板與外折邊片的間隙在3~4 mm;③調整折邊機和縫包輸送帶變頻器頻率,使之與縫包機速度匹配;④折邊機同步帶表面太光滑,編織袋在過折邊機時容易打滑,為此可在同步帶表面摳上齒形,防止打滑;⑤由于編織袋質量差,袋子較軟,導致抱袋松開后,編織袋在過折邊機時上封口容易耷拉下來而卡在折邊機中,故在折邊機進口處加裝1根帶彎度的鋼筋,在上封口耷拉前將編織袋擋住;⑥針對上封口未縫合的現象,調整縫包機與折邊機之間的高度,即縫包機往上調5 mm,使之頂距在15~25 mm之間。
(6)夾袋器和推包機構異常
原因分析:①夾袋器夾不住編織袋而發生溜邊;②抱袋扶袋桿高度不合適;③推包和夾袋器不在同一中心。
處置措施:①先調整夾袋器氣缸行程與平袋橡膠板的距離,然后調整扶袋桿的高度使之與編織袋相匹配,要求夾袋橡膠板下層不能碰觸尿素,再調整推包伺服夾袋位與夾袋器對中;②由于編織袋規格經常需要更換,在頻繁調整扶袋桿高度后造成螺絲滑絲,故將螺絲固定改為插銷固定。
(7)板帶機反轉時,變頻器頻繁出現跳閘和偷停現象
原因分析:①板帶機電動機過載;②板鏈卡澀。
處置措施:導致板帶機電動機過載的原因是板帶機皮帶過長,反轉時皮帶卡在鏈輪中,故將板帶機皮帶去除1扣。改造后運行正常,未出現變頻器跳閘的情況。
(8)料斗傾斜不下料
原因分析:①料斗中有料;②氣缸漏氣,導致動作不到位;③磁力檢測開關位置偏移。
處置措施:①先對系統進行初始化操作,若初始化后仍無法正常運行,可能是料斗中有料存在,此時應采用手動操作,將料斗中的料卸除后再進入自動操作模式;②若料斗中的料卸除后仍無法正常運行,應檢查氣缸是否漏氣,若漏氣則更換氣缸;③再檢查磁力檢測開關位置是否出現偏移,即磁力開關的燈是否點亮,若未點亮應重新固定檢測開關位置(有效檢測位置應在中間偏下3 mm),直至磁力開關的燈點亮為止。
4 改造效果
上述措施實施后,MF2018NT全自動包裝生產線故障率大幅降低,每條生產線的包裝能力從投運初期的1 000~2 000包/班大幅提高至4 000~5 000包/班,有效提高了包裝生產效率,減輕了操作人員的勞動強度,降低了人工成本。