熱軋平整機組卷取機卷筒改造設計
2020-06-29 03:02:58楊豐產彭鐵輝羅志仁
重型機械 2020年4期
楊豐產,彭鐵輝,羅志仁
(泰爾重工股份有限公司,安徽 馬鞍山 243000)
0 前言
熱軋平整機組主要應用在熱軋帶鋼精整領域,對冷態帶鋼在張力及軋制力聯合作用下進行輕壓下,可改善鋼板板形和消除局部厚度超差,使鋼板具有良好的板形和較好的表面質量,對鋼板的機械性能也有一定的提高。隨著熱軋帶鋼強度的提高,特別是近年來高附加值鋼種,如薄帶鋼、多相鋼和超厚高強度鋼,包括抗拉強度達到1 080 MPa的管線鋼的發展,市場對卷取機卷筒的性能提出了更高要求,通常對于高強鋼的卷取張力要求達到300 kN以上。本文所述的卷筒結構是熱軋平整機組卷取機卷筒一種常用的結構,該結構卷筒已不能滿足實際生產中不斷變化的新鋼種的卷取要求,而重新制造卷筒成本較高,因此對現有卷筒進行改造設計很有必要。
1 現有卷筒結構及問題分析
1.1 卷筒簡介
某2250熱軋平整機組卷取機卷筒是帶機械鉗口的四斜楔式卷筒。如圖1所示,該卷筒的脹縮部分主要由主軸、軸向斜楔、徑向斜楔、拉桿、十字軸、扇形板、鉗口扇形板A、鉗口扇形板B和鉗口條組成。主軸的脹縮段有八個凹槽,其中四個凹槽安裝軸向斜楔和徑向斜楔,另四個凹槽安裝扇形板和鉗口扇形板。軸向斜楔在主軸的凹槽內可作軸向移動,徑向斜楔和扇形板(鉗口扇形板)兩端被擋住,只能作徑向移動。主軸上用于安裝鉗口扇形板的凹槽設置成圓柱形,可繞圓柱形凹槽中心轉動的鉗口扇形板A和鉗口扇形板B形成組成的鉗口,其中鉗口扇形板B上設置有鉗口條。
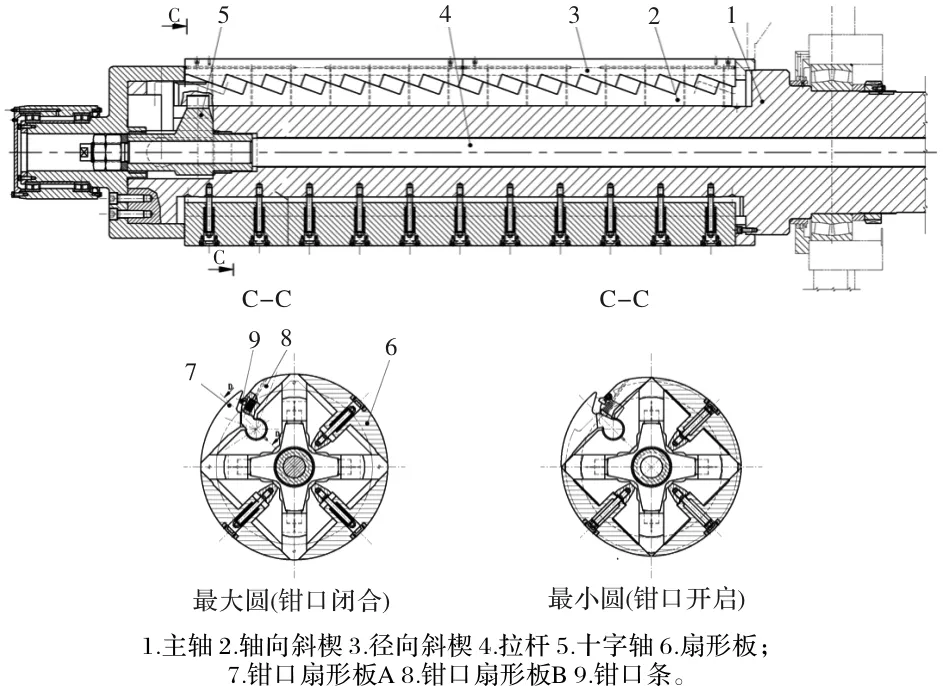
圖1 2250熱軋平整機組卷取機卷筒
當脹縮油缸通過拉桿和十字軸帶動軸向斜楔在主軸的凹槽內向右作軸向移動時,軸向斜楔上斜面推動徑向斜楔作徑向擴脹,徑向斜楔兩側斜面同時頂起扇形板作徑向擴脹(彈簧被壓縮),兩塊鉗口扇形板在徑向斜楔作用下沿圓柱形凹槽中心轉動,鉗口開口閉合,起到夾緊帶材作用。脹到最大時,徑向斜楔和扇形板的外圓面形成一個封閉的整圓。軸向斜楔向左移動時,扇形板內的壓縮彈簧使扇形板壓緊徑向斜楔向內收縮,卷筒縮小。同時,鉗口扇形板內的壓縮彈簧將鉗口扇形板A和鉗口扇形板B向兩側頂向壓塊,鉗口開啟,松開帶頭以便卸卷。
1.2 主要問題及分析
現有卷筒在使用中主要存在的問題主要有:卷取不同厚度規格帶鋼時需要經常更換鉗口條,操作維護不方便,影響生產效率;帶鋼帶頭易被鉗口卡主,導致卸卷困難;卷取高強度鋼時出現鉗口扇形板邊緣折斷現象,如圖2所示。卷取薄規格帶鋼時,鋼卷內圈1~2層有明顯壓痕,如圖3所示。

圖2 鉗口扇形板邊緣折斷

圖3 鋼卷內圈壓痕
為適應卷取不同厚度范圍的帶鋼,鉗口條設置為A、B、C三種不同規格。三種規格鉗口條分別適用卷取帶鋼的厚度范圍及鉗口處于閉合和開啟時的示意圖見表1。由表1可以看出,當卷筒脹大至最大圓時,鉗口扇形板A與鉗口條形成的鉗口開口最小,鉗口的兩個面相互平行;當卷筒縮小至最小圓時,鉗口扇形板A與鉗口條形成的鉗口開口最大,鉗口的兩個面形成一定角度(9.74°)。實際卷取的帶鋼厚度要比鉗口的最小開口大0.3~4.3 mm,對于一般厚度帶鋼,鉗口進行帶鋼夾緊時不能達到最小開口尺寸,也即意味著卷筒鉗口夾緊帶鋼后,卷筒不能脹大至理論最大圓直徑。當卷筒縮小至最小圓時,鉗口扇形板A翹起張開,最高點高出理論最小圓直徑較多。
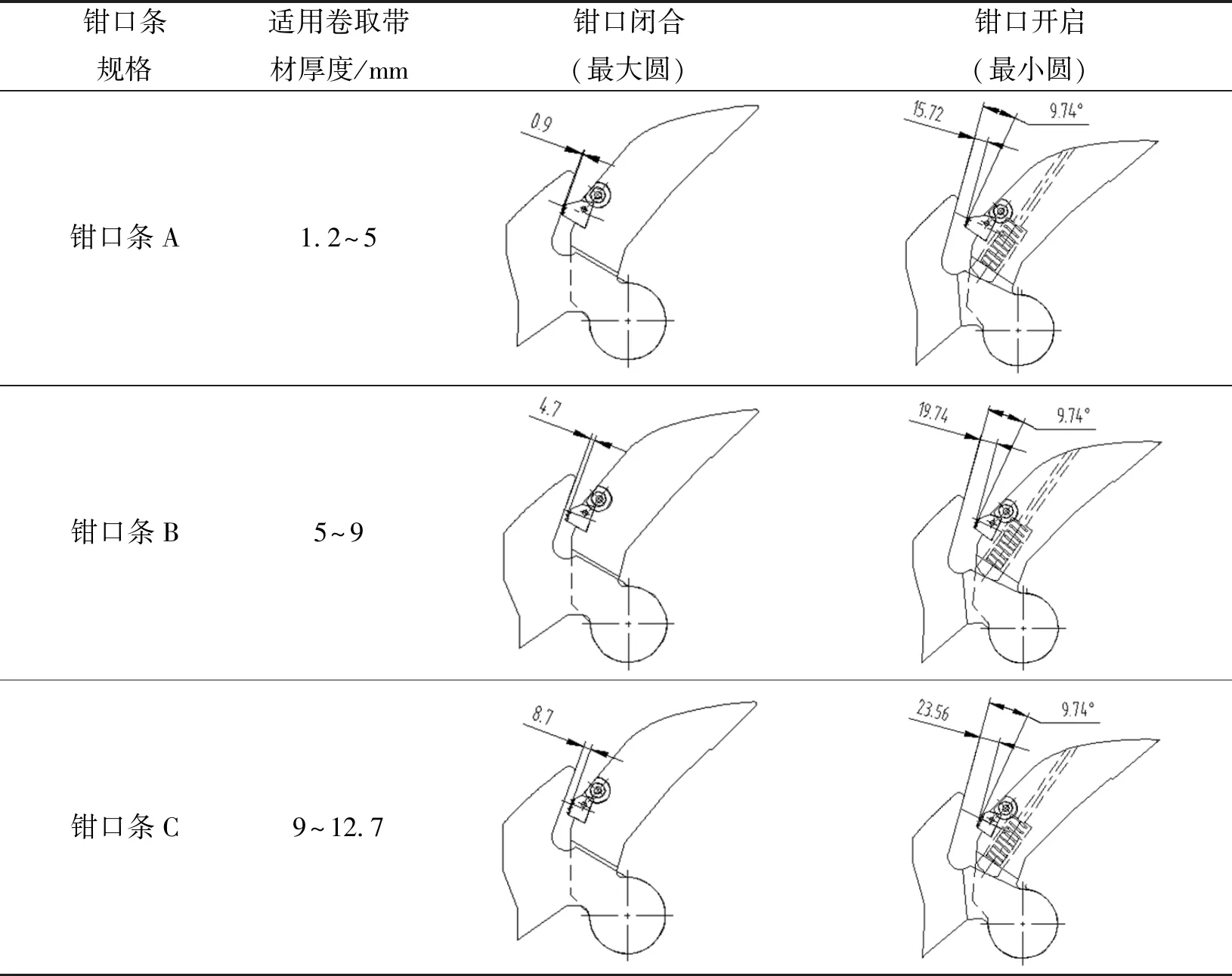
表1 三種規格鉗口條適用卷取帶鋼的厚度范圍及鉗口閉合/開啟示意
經分析發現該結構卷筒的鉗口特點為
(1)卷取不同厚度范圍帶鋼時,需要更換不同規格的鉗口條,操作維護不方便。
(2)對于一般厚度帶鋼,鉗口夾緊帶鋼時,卷筒不能脹大至設計的理論最大圓尺寸,且帶頭插入過深易使帶頭彎曲,導致卸卷困難。
(3)鉗口扇形板A高出理論最小圓直徑較多,且鉗口條與扇形板A形成的鉗口不平行,有一定的角度,夾緊帶鋼時,鉗口與帶鋼的接觸不均勻,易產生應力集中。
(4)兩鉗口扇形板之間跨距較大(101 mm),鋼板之間沒有支撐,如圖4所示,且帶鋼起始張力較大,在跨距兩端會產生明顯彎曲變形,導致鋼卷內層有明顯壓痕。
2 卷筒改造設計
2.1 鉗口改造
針對卷筒使用中的主要問題及卷筒鉗口的結構特點,對卷筒的鉗口部分進行設計改造,將原來的機械鉗口改造設計成液壓鉗口。改造設計的液壓鉗口如圖5所示,液壓鉗口主要由鉗口扇形板、固定板、固定鉗口板、活動鉗口板、復位彈簧和鉗口油缸組成。其工作原理為:當鉗口油缸進油時,活動鉗口板在鉗口油缸活塞桿帶動下被頂出,鉗口閉合,當鉗口油缸回油時,活動鉗口板在復位彈簧作用下被拉回,鉗口開啟。
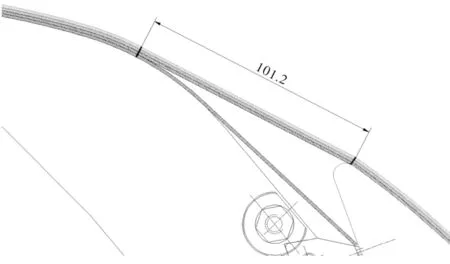
圖4 卷取帶鋼時鉗口處鋼板狀態示意圖
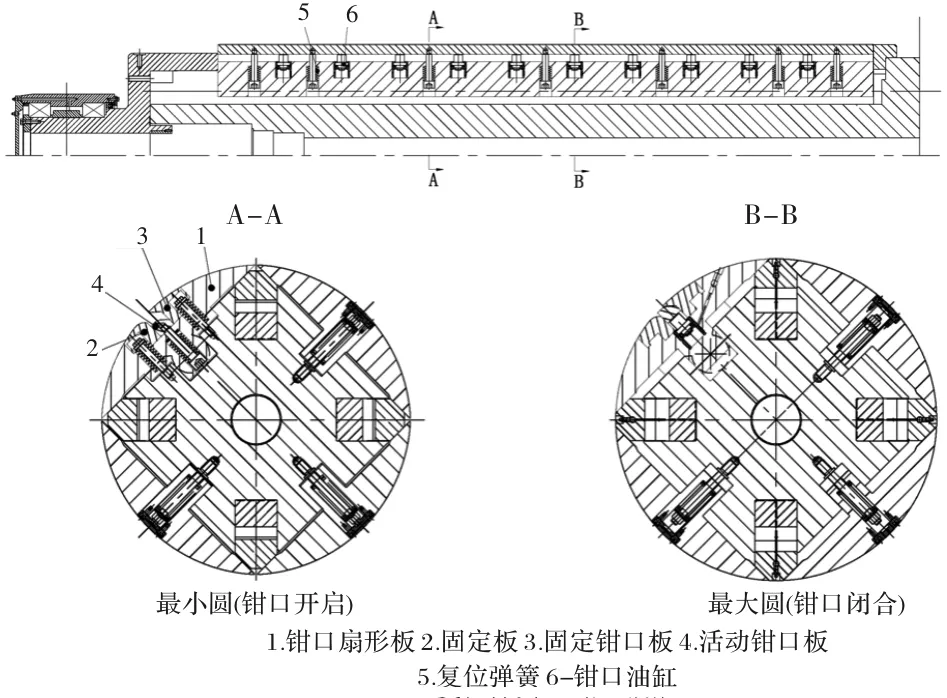
圖5 液壓鉗口
2.2 主軸改造
為利用原卷筒主軸,使其適應改造后液壓鉗口結構,對卷筒主軸結構進行改造設計,將主軸中原來安裝鉗口扇形板A和鉗口扇形板B的圓柱形槽改成矩形槽(圖5中A-A或B-B視圖),用于安裝新設計的鉗口扇形板。改造后主軸如圖6所示,從主軸尾部加工油孔,封堵主軸尾部油孔口,從兩端分別引出進油口和出油口,分別連接旋轉液壓缸和鉗口扇形板,用于給鉗口油缸供油。
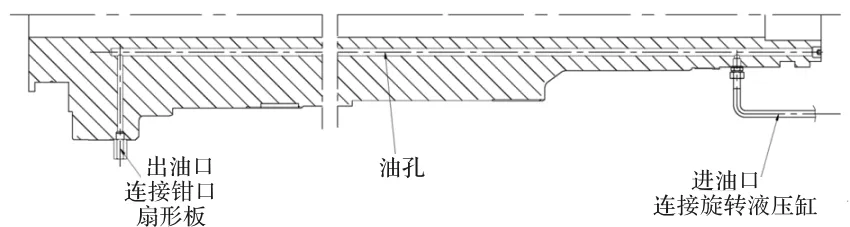
圖6 改造后主軸
2.3 鉗口油路設計
液壓鉗口可采用非獨立控制和獨立控制兩種方式。非獨立控制方式是將液壓鉗口的開合動作與卷筒的脹縮動作關聯起來,即卷筒脹大時,鉗口同步閉合,卷筒縮小時,鉗口同步開啟。為實現同步動作,只需將旋轉接頭接入脹縮缸有桿腔(進油時卷筒脹大)的油路同時,接入主軸尾端控制鉗口油缸的進油口,如圖7所示,脹縮缸有桿腔與鉗口油缸同時進油,即可實現卷筒脹大時,鉗口同步閉合。相反,脹縮缸有桿腔與鉗口油缸回油時,即可實現卷筒縮小和鉗口開啟。這種方式在技術改造時方便實現,只需對脹縮油缸油管接頭稍作改動即可實現,其缺點是鉗口動作不能獨立控制。獨立控制方式則需要更換旋轉接頭以及增加控制鉗口油缸工作的閥臺,其實現方式是在現有的旋轉接頭基礎上增加一路單獨控制鉗口油缸的油路,從旋轉接頭的出油口直接接入卷筒主軸控制鉗口油缸的進油口。這種方式一般需要更換新的旋轉接頭,并且在接入旋轉接頭進油口的前端設置相應的液壓控制閥臺,閥臺原理如圖8所示,可以實現對液壓鉗口進行獨立控制,不受卷筒脹縮的影響。
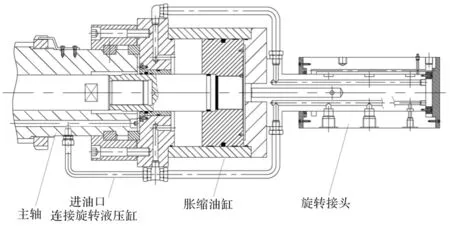
圖7 改造后鉗口油路
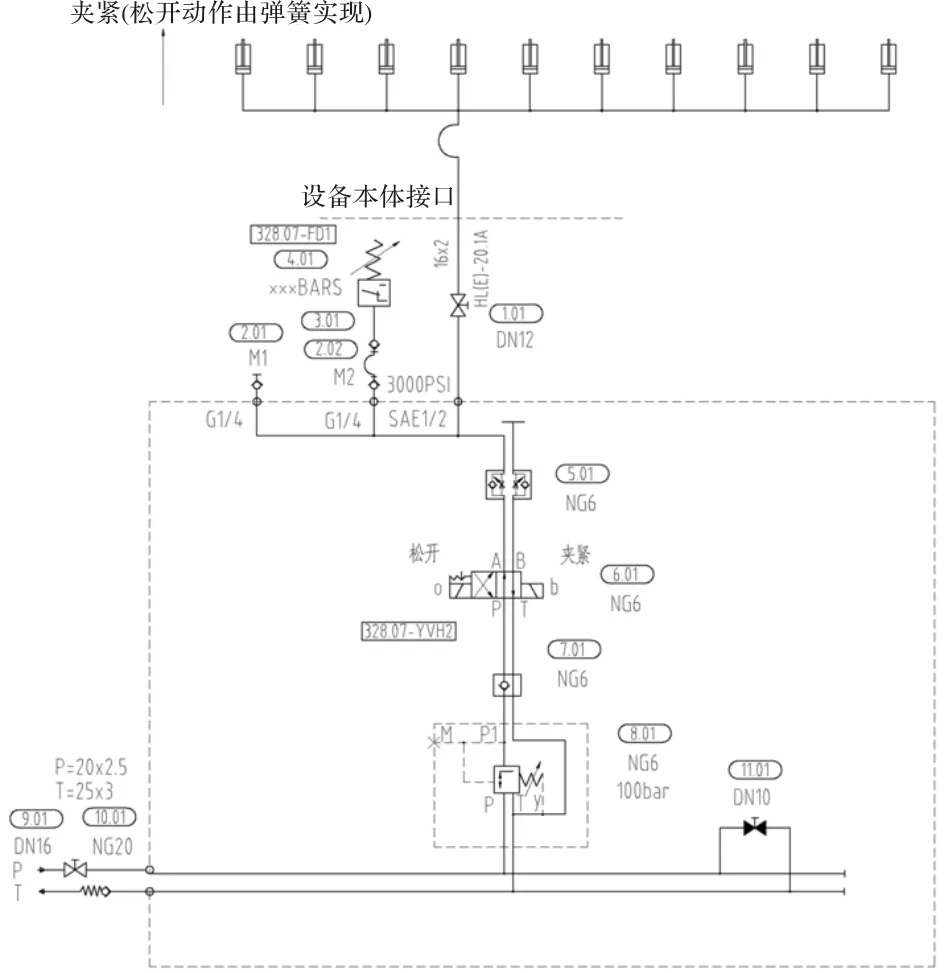
圖8 閥臺示意圖
3 鉗口夾緊力計算
3.1 帶鋼塑性彎曲所需最小鉗口夾緊力
鉗口的作用是在卷取帶鋼時夾緊帶頭,在卷取張力作用下使帶鋼緊緊卷繞到卷筒上。一般可認為,帶鋼在鉗口處產生塑性彎曲時所需的張力應小于鉗口的摩擦力。帶鋼產生塑性彎曲所需最小鉗口夾緊力按公式(1)計算[2]
(1)
式中,Q1為帶鋼塑性彎曲所需最小鉗口夾緊力,N;σ為帶材屈服極限,MPa;b為帶材寬度,mm;h為帶材厚度,mm;f為鉗口板與帶鋼的摩擦系數,鉗口板上設置成鋸齒形,此時取f=0.5~0.8;D為卷筒直徑, mm。
將帶鋼屈服強度σ=1 080 MPa,最大帶材寬度b=2 130 mm,摩擦系數f=0.6,卷筒直徑D=762 mm帶入式(1),求得幾種不同典型厚度帶鋼塑性彎曲所需最小鉗口夾緊力Q1見表2。
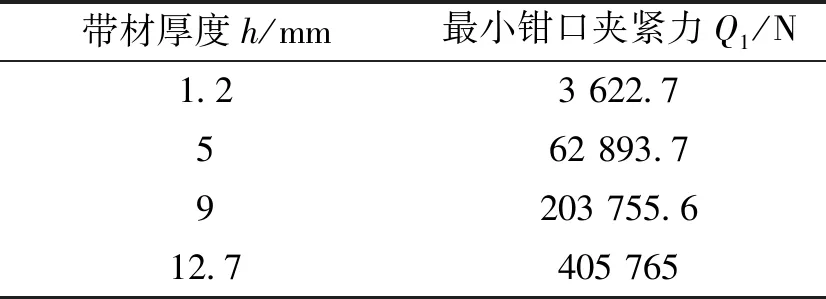
表2 典型厚度帶鋼塑性彎曲所需最小鉗口夾緊力
3.2 復位彈簧力計算
復位彈簧的作用是在鉗口油缸回油時將鉗口板拉回使鉗口開啟。設計時要求初始彈簧力要大于備壓狀態下鉗口缸的回油力,另外,壓縮范圍必須滿足鉗口油缸的最大行程。根據改造設計的液壓鉗口結構,鉗口最大開口為19 mm. 鉗口油缸數量n1=10,復位彈簧數量n2=7,鉗口油缸工作壓力p=14 MPa,系統備壓p0=0.4 MPa,鉗口油缸直徑d=43 mm,鉗口油缸效率η=0.9,鉗口夾緊面與水平面的夾角β=40°。復位彈簧及其壓力-變形示意如圖9所示。計算每一個復位彈簧的壓縮量、彈簧壓縮力與鉗口開口大小的關系見表3。
圖9 復位彈簧及其壓力與變形的關系
表3 復位彈簧的壓縮量、彈簧壓縮力與鉗口開口大小的關系
3.2 鉗口夾緊力
鉗口夾緊力由鉗口油缸及復位彈簧共同作用,其大小按公式(2)計算[2]
(2)
式中,Q為鉗口夾緊力,N;n1為鉗口油缸數量;n2為復位彈簧數量;p為鉗口油缸工作壓力,MPa;d為鉗口油缸直徑,mm;η為鉗口油缸效率;A為復位彈簧壓縮力,N;β為鉗口夾緊面與水平面的夾角。
將鉗口的相關參數及表2中的彈簧壓縮力代入公式(2),計算鉗口在不同開口量時的夾緊力見表4。
表4 鉗口不同開口量時的夾緊力
對比表2和表4的結果可知,在卷取幾種不同典型厚度帶鋼時,鉗口夾緊力均大于帶鋼塑性彎曲所需最小鉗口夾緊力,鉗口摩擦系數按0.6計算,可滿足最大卷取張力達324 kN以上,滿足設計要求。
4 結語
通過分析原卷筒的結構特點及使用中存在的問題,對卷筒進行改造設計。改造后的卷筒利用原卷筒的主體結構,將原來的機械鉗口改造設計成液壓鉗口,液壓鉗口的夾緊力可以滿足厚規格高強鋼的大張力卷取。在卷取不同厚度規格的帶鋼時,無需更換鉗口,大大提高工作效率,鉗口的受力不均、應力集中、薄帶鋼卷內層壓痕以及卸卷困難等問題也得到解決,卷筒的工作可靠性方面得到了明顯改善。
