鋼鋁混合后地板總成的自沖鉚連接性能研究
2020-07-03 06:27:38胡光山顧時茂賀麗麗張明珠
汽車工程學報 2020年3期
胡光山,顧時茂,賀麗麗,張明珠,程 云,張 毅
(1.眾泰汽車工程研究院,杭州 310018;2.浙江大學,杭州 310027)
隨著環境污染和能源危機的日益加劇,世界各國對汽車節能減排的要求越來越高。國務院發布的《節能與新能源汽車產業發展規劃(2012-2020)》要求乘用車的平均能耗由2015 年的6.9 L/100 km 降低至2020 年的5.0 L/100 km,這給各大汽車廠商帶來了嚴峻的挑戰,而輕量化是解決這一問題的有效途徑之一[1-2]。輕量化是在兼顧成本與性能的前提下,實現合適的材料用在合適的部位,充分發揮不同材料的特性,從而降低整車質量[3]。鋼鋁混合車身已經成為當前的發展趨勢,凱迪拉克CT6、奧迪Q7、寶馬7 系等均為鋼鋁混合車身,車身輕量化效果顯著[4]。然而鋼鋁材料的性能差異大,傳統的點焊技術無法實現車身的焊裝,因此,需要新型連接技術實現鋼鋁混合車身的連接[5]。
自沖鉚接(Self-Piercing Riveting,SPR)作為機械連接技術,連接過程沒有熱量輸入,綠色環保,且鉚點強度高于焊點,可實現異種材料的可靠連接,在鋼鋁車身中應用廣泛,如凱迪拉克車身有357 個鉚點,寶馬7 系車身有564 個鉚點,奧迪Q7 車身鉚點達到2 855 個[6-7]。眾泰汽車工程研究院自主設計研發的某款鋼鋁混合車型后地板總成,如圖1 所示,其中,后地板、后地板延伸板、后地板橫梁等均由不同型號的鋼板沖壓而成,后地板縱梁為鋁合金高壓鑄件,鋼鋁零部件之間采用SPR 連接。本文將對后地板總成中不同零部件間SPR 連接的可行性和可靠性進行研究,為多材料車身設計提供依據。

圖1 某鋼鋁混合車型后地板總成
1 試驗材料及試驗方法
試驗采用的鋼板試片和高壓鑄鋁試片均與相應零部件的制備工藝相同,試片長度為100 mm,寬度為40 mm,不同零部件的材料牌號及厚度見表1,力學性能見表2。鉚接試驗在HENROB 公司生產的自沖鉚接設備(設備型號:RE250032XXBB)上進行,其中,用于兩層板材搭接的鉚釘尺寸為3 mm×4 mm(鉚釘腿部外直徑×鉚釘長度),用于3 層板搭接的鉚釘尺寸為3 mm×6 mm,鉚釘不同鉚接組合及編號見表1。采用子午線剖面視覺法檢測對鉚點的釘頭高度(k)、殘余底厚(tmin)以及底層互鎖長度(a)進行分析,并分別以最優剖面所用的工藝參數制備相應的拉伸-剪切單搭接接頭。釘頭高度(k)影響接頭的平整性和腐蝕性能,殘余底厚(tmin)影響接頭的外觀、密封性能和腐蝕性能,底層互鎖長度(a)是接頭強度的重要指標,a值越大,接頭強度越高。采用TS E45.305 電子萬材料牌號 屈服強度Re/MPa 抗拉強度Rm/MPa 延伸率/%AlSi10Mg 145 206 15.7 DC04 158 294 43.4 HC340/590 369 638 25.5 HC220Y 241 406 36.5能試驗機對單搭接接頭進行拉伸-剪切試驗,拉伸速度為2 mm/min。為了防止拉伸過程中產生轉矩,加持部分加入相應厚度的墊片。

表1 某車型后地板總成的鉚接組合及編號

圖2 SPR 接頭子午線剖面特征參數
2 結果與討論
2.1 接頭成型質量分析
SPR 的連接原理是鉚釘在外力的作用下,壓入被連接板內部發生塑性變形,鉚釘與底層板材形成機械互鎖從而實現連接,因此通過外觀較難判定鉚接質量。在實際應用中,主要通過檢測鉚點子午線剖面的釘頭高度(k)、殘余底厚(tmin)以及底層互鎖長度(其中,左側互鎖長度為aL,右側互鎖長度為aR)來判定鉚接質量是否符合要求,其中a和tmin對鉚點強度影響較大[8]。
圖3 和表3 分別為A-H 組接頭的剖面組織以及關鍵特征值。由圖3 可知,所有接頭的鉚釘腿部未出現明顯的裂紋及不均勻變形等缺陷,鉚釘呈軸對稱,鉚釘與被鉚接材料之間未出現間隙。所有釘頭高度值k在-0.3 ~0.3 mm 之間,殘余厚度tmin值均大于0.1 mm,底層左右互鎖長度a值均大于0.1 mm,滿足企業標準(-0.3 ≤k≤0.3,tmin≥0.1,a≥0.1,mm)。表3 為不同接頭的k、tmin和a值的統計,由表可知,F 組接頭的a值顯著小于其它組接頭,該組接頭與其它組的區別在于底層材料不同,即當AlSi10Mg 高壓鑄鋁為接頭的底層材料,接頭的tmin和a值較大。這是因為T6 態AlSi10Mg 高壓鑄鋁的抗拉強度為206 MPa,屈服強度為145 MPa,遠低于HC340/590 高強度鋼,在鉚接過程中,上層強度較低的AlSi10Mg 使釘腿擴張變形較小,底層的HC340/590 高強度鋼使鉚釘腿刺入的阻力增加,從而減小接頭的互鎖長度。G 組的搭接組合與F 組相反,上層為HC340/590 高強度鋼,下層為AlSi10Mg 高壓鑄鋁,其殘余底厚約為F 組接頭的2 倍,底層互鎖長度超過F 組接頭的3 倍。A、B、C、D 和E 組接頭的k、tmin和a值均超過0.5 mm,遠大于F 組接頭。H 組為3 層搭接接頭,上兩層板厚為2.2 mm,大于其它接頭上層板厚度,其次,在頂層DC04 鋼板的作用下,中間層的HC340/590 高強度鋼被剪斷部分變形較小,降低底層板的互鎖長度,增加底層板的殘余厚度。因此,為了降低鉚接風險,提高鉚接質量,在多材料車身連接設計過程中,應優先將強度較低、塑性較好、厚度較大的材料作為接頭的底層,應減少或避免超過3 層材料的接頭設計。
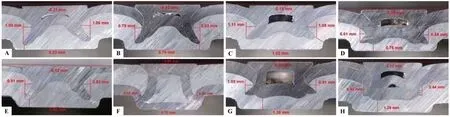
圖3 不同SPR 接頭的幾何形貌
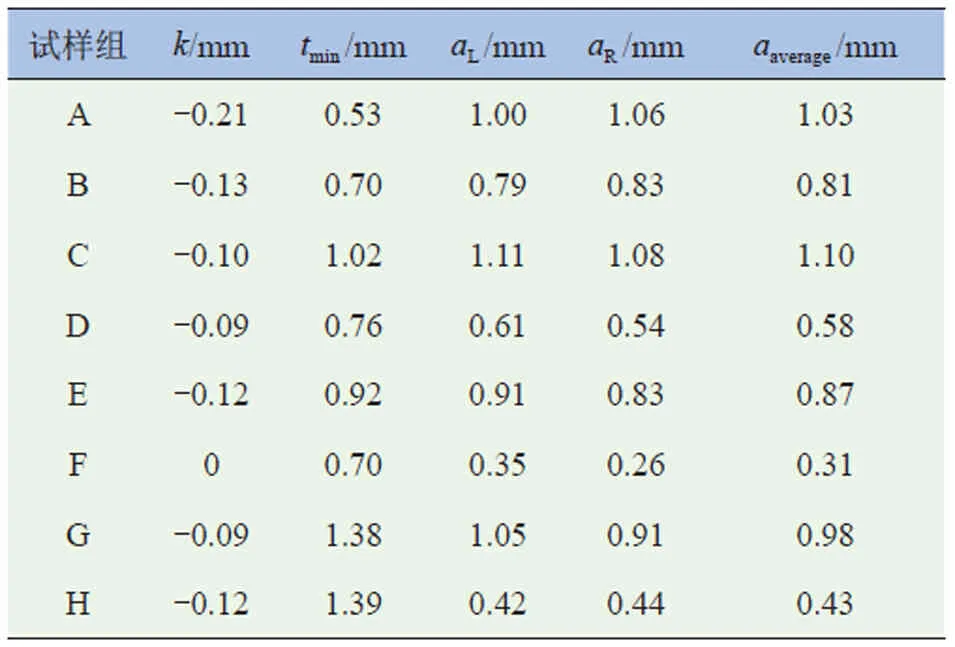
表3 不同SPR 接頭剖面的關鍵特征值
2.2 接頭力學性能分析
汽車車身接頭的剪切強度是評估車輛可靠性的重要指標[9]。圖4 為不同組SPR 接頭的剪切載荷-位移曲線。由圖可知,E 組接頭峰值剪切力的位移超過14 mm,遠大于其它組接頭,但E 組接頭的峰值剪切力低于10 kN,顯著小于其它組接頭,這表明E 組接頭的剪切變形方式與其它接頭不同。此外,H 組接頭為3 層板材鉚接組合,其峰值剪切力的位移最小。

圖4 不同組SPR 接頭的剪切載荷-位移曲線
對于自沖鉚接頭,峰值載荷時鉚點所吸收能量的多少對于車輛發生碰撞時維持車身剛度、保護乘員具有非常重要的影響[10]。圖5 為不同組SPR 接頭峰值剪切力以及對應的能量吸收值。其中,E 組接頭的峰值剪切力最小,為9 kN,C 組接頭的峰值剪切力最大,為21.5 kN,但是E 組接頭的能量吸收值為73 J,大于C 組接頭的68.5 J。此外,對于3 層板材組合的H 組接頭,其峰值剪切力高達19.1 kN,能量吸收值僅為21.2 J。以上表明,對于SPR 接頭,峰值剪切力與能量吸收之間不是簡單的線性關系,被鉚接材料的強度、底層互鎖長度等都對能量吸收產生影響。AlSi10Mg 高壓鑄鋁為底層材料的接頭具有較優良的綜合力學性能。

圖5 不同組SPR 接頭的拉伸-剪切峰值載荷和能量吸收值
2.3 接頭失效模式分析
自沖鉚接頭的失效模式主要包括鉚釘腿與下板分離、鉚釘頭與上板分離、被鉚接材料斷裂以及鉚釘斷裂等幾類,其中鉚釘斷裂屬于無效連接,不滿足企業標準。圖6 為不同組SPR 接頭的拉伸-剪切失效模式,所有接頭的失效模式均未出現鉚釘斷裂,因此都是有效鉚點。由圖可知,A 組與B 組接頭的失效模式為上層板與釘頭分離,C、D、F、G 和H組接頭的失效模式為鉚釘腿與下板分離,E 組接頭的失效模式為上層板斷裂。對于A 組和B 組接頭,在拉伸過程中,上板鉚接點承載的作用力超過板材的抗拉強度,上層板材發生變形撕裂,導致板材從鉚釘頭部分離。對于E 組接頭,峰值拉力為9 kN,上板DC04 的尺寸為100 mm×40 mm×0.7 mm,在峰值拉力作用下,上板最小的抗拉強度為9/(40×0.7)×1 000 MPa=321 MPa,明顯大于DC04 的抗拉強度,因此,接頭的失效模式為上層板斷裂。此外,由于DC04 具有優良的塑性,在拉伸過程中,接頭的位移明顯大于其它接頭,接頭的能量吸收值明顯增加,達到73 J。對于A、C 和G 組接頭,其底層板材均為3.0 mm 厚的AlSi10Mg 高壓鑄鋁,上層板材為HC340/590超高強度鋼,厚度分別為1.0 mm、1.2 mm 和1.5 mm,對于簡單的截面承受應力變形,假定其它條件不變,以材料發生塑性變形為失效模式,則材料承載的極限載荷σ與板材厚度t之間存在如下關系[11]:

式中:C 為常數。因此,隨著上層板材厚度的增加,其承載的極限載荷降低,則板材抵抗變形的能力增加,接頭的失效模式由釘頭與上板分離變為釘腿與下板分離。
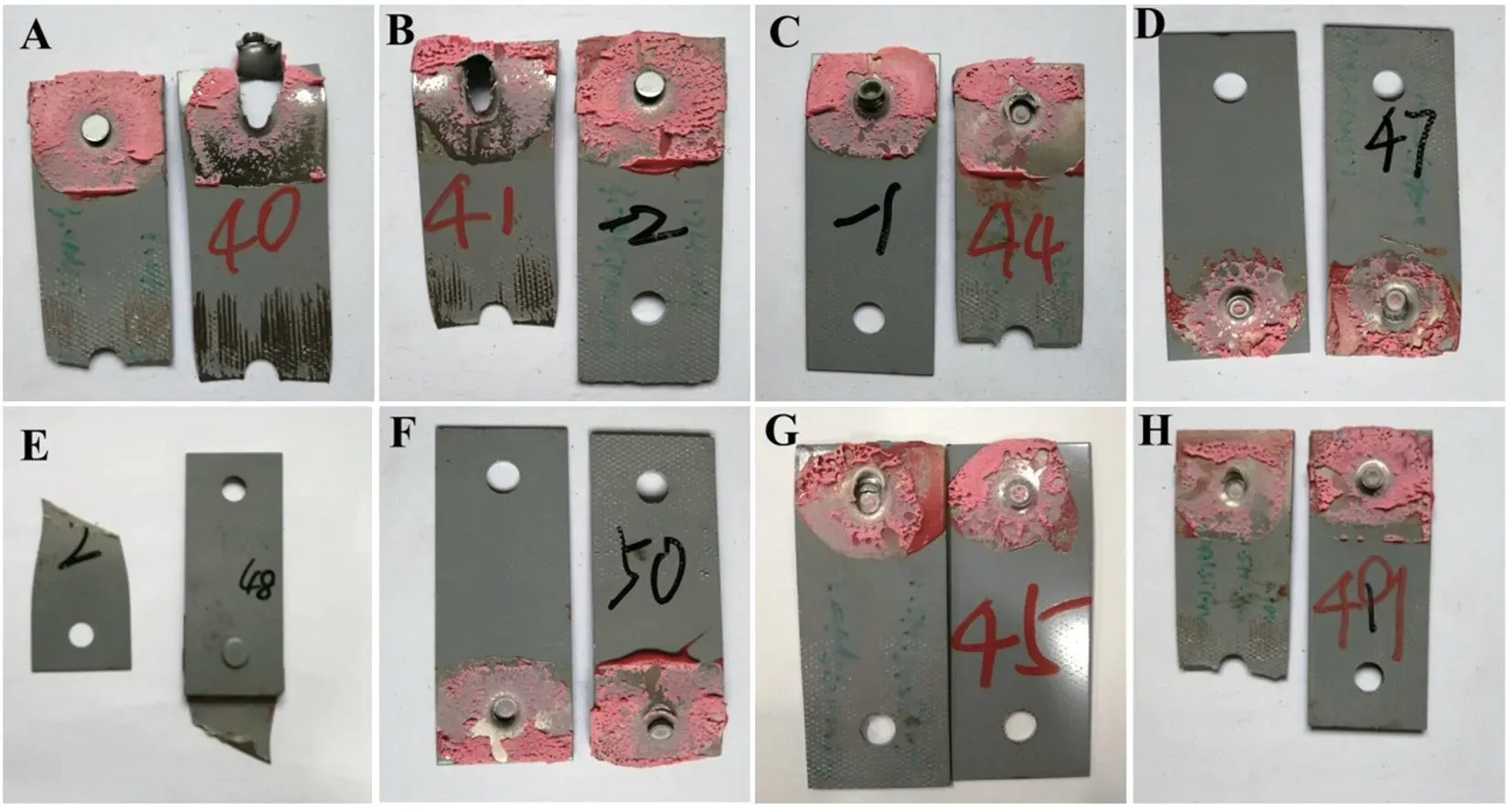
圖6 不同組SPR 接頭的拉伸-剪切失效模式
綜合上述分析,所有鋼鋁混合搭接接頭的子午線剖面特征、拉伸-剪切性能均滿足企業標準。因此,對于鋼鋁混合車型后地板總成的焊裝,采用SPR 技術可實現不同零部件之間的可靠連接。
3 結論
(1)通過鋼鋁混合自沖鉚接頭的子午線剖面分析,接頭的釘頭高度(k)、殘余底厚(tmin)以及底層互鎖長度(a)均滿足企業標準要求。當AlSi10Mg 高壓鑄鋁作為接頭的底層材料,接頭的tmin和a值較大,當HC340/590DP 為底層材料,接頭的tmin和a值較小。AlSi10Mg+ HC340/590DP 接頭的tmin和a值最小,tmin為0.7 mm,a為0.31 mm。
(2)接頭的峰值剪切力、被鉚接材料的強度、底層互鎖值和失效模式均對接頭的能量吸收產生影響。DC04+AlSi10Mg 接頭的峰值剪切力最小,僅為9 kN,能量吸收為73 J;HC340/590DP+AlSi10Mg 接頭的剪切載荷最大,達到21.5 kN,能量吸收為68.5 J。
(3)不同的搭接組合接頭具有不同的失效模式,HC340/590DP+AlSi10Mg 和HC220Y+ AlSi10Mg 接頭的失效模式為鉚釘與上板分離,DC04+AlSi10Mg接頭的失效模式為上層板材斷裂,其它接頭的失效模式均為鉚釘腿與下板分離。
(4)采用SPR 技術可實現鋼鋁混合車身后地板不同零部件的可靠連接。