選區(qū)激光熔化制備金剛石/鋁復(fù)合材料的缺陷研究
2020-07-03 07:54:04蘇振華曹康麗朱嘉琦
金剛石與磨料磨具工程 2020年3期
蘇振華, 劉 剛, 代 兵, 曹康麗, 朱嘉琦
(1. 哈爾濱工業(yè)大學(xué) 航天學(xué)院, 哈爾濱 150000) (2. 上海衛(wèi)星裝備研究所, 上海 200240)
相比傳統(tǒng)成型工藝,近年來,增材制造以其低周期、低成本的優(yōu)勢備受關(guān)注。其中,選區(qū)激光熔化(selective laser melting, SLM)技術(shù)是被最廣泛應(yīng)用的增材制造工藝之一。通常應(yīng)用于SLM的材料以合金為主,如不銹鋼[1]、鋁合金[2]、鈦合金[3]、鎳基合金[4]等。同時,金屬基復(fù)合材料的SLM工藝也引起了研究人員的廣泛關(guān)注。DADBAKHSH等[5]將Fe3O4粉末與鋁合金粉末混合,研究了金屬基復(fù)合材料在SLM成型過程中出現(xiàn)孔洞的成因。GHOSH等[6]利用SLM工藝制備了致密度較高的SiC/Al復(fù)合材料。然而,由于其較為特殊的成型工藝特點,目前制備高摻雜量的復(fù)合材料的致密度仍然有待提高。
SLM成型過程如下[7]:(a)在基板上鋪一層金屬粉末,利用激光按照預(yù)先設(shè)計的路徑掃描一次,被掃過的區(qū)域?qū)占す饽芰慷刍?b)當(dāng)該層路徑被掃描一次后則鋪設(shè)下一層粉末,重復(fù)掃描與鋪粉的步驟,直至獲得所需要的高度為止。成型過程中工藝參數(shù)的控制十分重要[1-3]。主要可以控制的工藝參數(shù)有:激光功率、激光光斑直徑、掃描速度、掃描間距、掃描方式、鋪粉層厚、基板溫度等。通過改變上述工藝參數(shù)可以有效控制粉床和熔池的溫度。為獲得高致密度復(fù)合材料,在SLM成型之后,通常可以采用等靜壓等后處理工藝。陳鵬等[8]采用冷等靜壓工藝,使激光燒結(jié)成型后的SiC材料致密度大幅度提升,從而獲得高致密度陶瓷材料。
金剛石/金屬復(fù)合材料結(jié)合了金剛石與金屬各自的優(yōu)點,因其優(yōu)異的物理性能被廣泛應(yīng)用于各類場景,如金剛石刀具[9]、熱沉[10]等。金剛石/鋁復(fù)合材料便是其中廣受關(guān)注的一類材料,通常被用于電氣設(shè)備的散熱,其較高的熱導(dǎo)率和較低的密度是普通金屬材料所無法企及的。目前,通過傳統(tǒng)工藝可以獲得高熱導(dǎo)率、高致密度的金剛石/鋁復(fù)合材料。傳統(tǒng)制備金剛石/鋁復(fù)合材料的工藝有:粉末冶金[11]、高壓熔滲法[12]等。然而,復(fù)合材料中金剛石的高摻雜量使其難以進行機械加工。因此,大尺寸和形狀復(fù)雜的零件的制備是限制其應(yīng)用的最主要原因。受到工藝條件的制約,依靠傳統(tǒng)工藝制備金剛石/鋁復(fù)合材料異構(gòu)件是難以實現(xiàn)的。因此,尋求不同以往的新工藝以突破形狀尺寸的制約成為共識。
近年來,備受關(guān)注的增材制造是思路之一:利用增材制造的特點,無需模具便可制造大尺寸的異構(gòu)件,十分契合目前制備金剛石/鋁復(fù)合材料的需求。TIAN等[13]基于SLM工藝成功制備金剛石摻雜的Ni718合金多孔骨架。YANG等[14]利用激光燒結(jié)工藝成功制備了金剛石/Ni-Cr基刀具,發(fā)現(xiàn)金剛石和金屬基體即使在無外部加壓條件下也能通過激光燒結(jié)獲得良好的界面結(jié)合。然而,目前利用SLM制備的金剛石/鋁復(fù)合材料仍存在許多不足之處,其主要問題是高孔隙率以及金剛石熱損傷問題。
為了改善金剛石與金屬基的界面結(jié)合力,同時在成型過程中保護金剛石避免受到激光直接作用而造成熱損傷,有必要在金剛石表面鍍覆過渡層[10]。金剛石表面鍍覆層通常為碳化物過渡層(TiC,WC等)、金屬過渡層(Ni,Cu,W等)以及碳化物與金屬復(fù)合鍍層。金剛石/鋁復(fù)合材料的傳統(tǒng)制備工藝(粉末冶金、高壓熔滲法等)都面臨著金剛石與基體的界面結(jié)合問題。界面結(jié)合較弱會導(dǎo)致復(fù)合材料在冷卻過程中會因基體和金剛石熱膨脹系數(shù)不同而產(chǎn)生界面開裂,最終損害了復(fù)合材料整體的力學(xué)性能與熱導(dǎo)率。由此,在金剛石和基體之間通常會引入過渡層,以改善界面結(jié)合力。引入過渡層的方法分別有:金剛石表面金屬化和基體金屬合金化。在此次試驗中,選擇金剛石表面金屬化,引入TiC鍍層。
以金剛石顆粒為原料,通過鹽浴鍍工藝在其表面鍍覆TiC過渡層;與AlSi10Mg粉末混合后,在不同的SLM工藝下成型。探究復(fù)合材料致密度與成型功率和掃描速度的關(guān)系,并對缺陷產(chǎn)生的過程與原因進行分析。
1 試驗材料與方法
目前國內(nèi)外對SLM制備金剛石/鋁復(fù)合材料的研究較少[15],尚處于起步階段。經(jīng)試驗室前期摸索制定了以下的實施方案。
1.1 試驗原料
粒徑的選擇對成型的結(jié)果存在一定影響:粒徑較小時,由于比表面積相對較大,最終會導(dǎo)致界面處存在過多復(fù)合材料,不利于材料致密化[16-17];而粒徑過大則不利于成型過程中鋪粉的均勻性[18]。綜合考慮,選用了粒徑150 μm左右的金剛石顆粒;含鋁材料選用了選區(qū)激光熔化常用的AlSi10Mg,粉末粒徑為23~75 μm。金剛石顆粒與含鋁材料按照體積比3∶7均勻混合,混合后的粉末如圖1a所示。
金剛石表面鍍覆有利于復(fù)合材料界面的結(jié)合。在此次試驗中,利用了鹽浴鍍覆工藝在金剛石表面鍍覆了一層TiC。鹽浴鍍覆工藝較為成熟,其基本原理為金剛石與鈦粉在700~1 200 ℃發(fā)生反應(yīng),在金剛石表面產(chǎn)生TiC。國內(nèi)有許多學(xué)者公開報道了試驗原理和具體工藝[19-20]。本試驗的具體流程如下:將金剛石、鈦粉、NaCl、KCl按照質(zhì)量比1.0∶1.0∶1.0∶1.2混合,在900 ℃下保溫1 h,便可獲得如圖1b所示的TiC鍍覆金剛石顆粒。

(a)選區(qū)激光熔化原料Raw material of SLM(b)TiC鍍覆的金剛石顆粒 TiC coated diamond圖1 SLM粉末形貌 Fig. 1 Morphology of SLM powder
1.2 復(fù)合材料的制備與表征
SLM工藝是利用激光提供能量熔化金屬粉末,在成型過程中希望金剛石顆粒可以保持原有形貌而不受到損傷。當(dāng)成型過程中激光能量較高時金剛石容易產(chǎn)生熱損傷,局部甚至全部石墨化,因此控制成型過程的參數(shù)極為重要。對于金剛石/鋁復(fù)合材料而言,溫度場的合理設(shè)計也是十分重要的,其將直接決定成型后的致密度及性能。通過各個參數(shù)之間的相互配合可以設(shè)計出合理的熔池溫度場分布以及升溫降溫速度。本次試驗選用的參數(shù)如下:掃描層厚60 μm、掃描速度150~450 mm/s、掃描功率150~250 W、掃描間距0.12 mm、層與層之間的掃描方向呈正交關(guān)系。在此次試驗中制備了10 mm×10 mm×6 mm的塊體。
該試驗中,通過掃描電子顯微鏡獲取塊體材料微觀形貌圖像;復(fù)合材料的致密度則根據(jù)排水法得到的實際密度與理論密度相比較而獲得。
2 試驗結(jié)果與討論
2.1 缺陷分析
成型后的復(fù)合材料如圖2所示,其表面均呈黑色、平整度較差。在成型過程中熔體流動嚴重受阻,產(chǎn)生了明顯的球化現(xiàn)象;且由于金剛石的添加,在成型過程中熔池受到金剛石的影響無法與下層基體相互焊合。表面能最低形成了球化現(xiàn)象,球化的區(qū)域在接下來的成型過程中不斷長大,最終導(dǎo)致表面粗糙不平。球化過程如圖3所示。
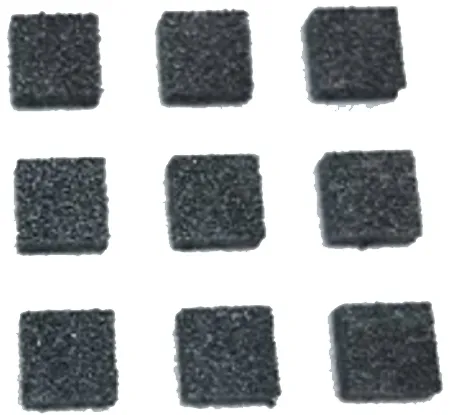
圖2 金剛石/鋁復(fù)合材料

圖3 SLM過程中的球化示意圖
利用排水法測得復(fù)合材料實際密度,與理論密度對比得到了材料的致密度。理論密度則忽略了金剛石在成型過程中的損失。圖4為不同激光功率和掃描速度下制備的金剛石/鋁復(fù)合材料的致密度。分析圖4曲線可知:當(dāng)激光功率較小而掃描速度較快時,復(fù)合材料致密度低;隨著激光功率提高與掃描速度減慢,復(fù)合材料致密度逐漸提高;當(dāng)激光功率進一步提高時,致密度變化趨于減緩;當(dāng)掃描速度為150 mm/s,激光功率為250 W時,致密度大幅度下降。

圖4 復(fù)合材料的致密度
在激光成型過程中,單位區(qū)域的能量輸入對致密度有較大影響[21]。在本試驗中可以認為粉床單位區(qū)域所吸收的能量與激光功率成正比,與掃描速度成反比。因此,以激光功率/掃描速度的值μ為橫坐標,以致密度φ為縱坐標,可以得到單位輸入能量與致密度的散點圖(圖5)。
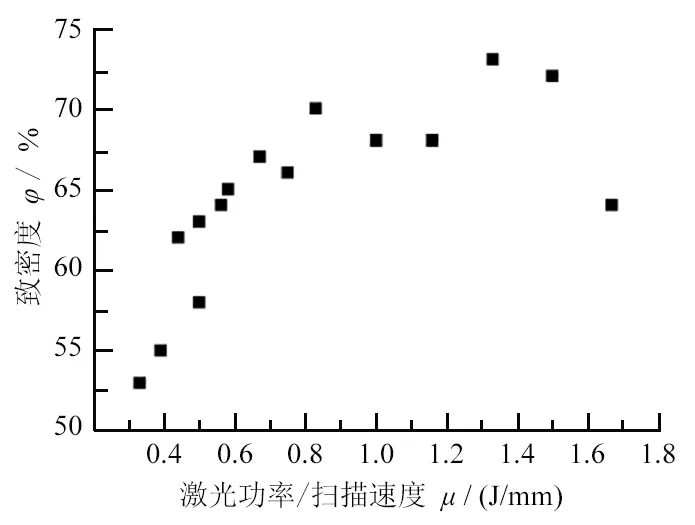
圖5 致密度與單位能量的關(guān)系
當(dāng)單位輸入能量小于0.8 J/mm時,致密度隨著單位輸入能量增加而逐步提升;在單位輸入能量處于0.8~1.5 J/mm時,致密度變化趨于平緩;而當(dāng)單位輸入能量高于1.5 J/mm時,致密度開始下降。其原因可歸結(jié)如下[22]:當(dāng)單位輸入能量較低時,熔體溫度較低,熔體黏滯力大,流動性較小,無法實現(xiàn)有效的致密化;隨著輸入單位能量的提高,材料溫度上升,熔體流動性提高,熔化區(qū)尺寸增加,促進了致密化的過程;而當(dāng)單位輸入能量過高時(在本試驗中大于1.5 J/mm),熔體內(nèi)溫度梯度較高,由表面張力驅(qū)動的熔體運動加劇,這反而不利于復(fù)合材料的致密化。
在復(fù)合材料內(nèi)部存在少量的局部燒蝕的金剛石,如圖6所示。此次試驗選用的TiC鍍層并沒有起到保護金剛石避免熱損傷的作用。本試驗采用的是1 064 nm激光,該波長為目前SLM設(shè)備普遍選用。鋁對1 064 nm激光的吸收率較低[23],而TiC對1 064 nm激光吸收率較高[24]。當(dāng)激光照射到金剛石時,由于其表面TiC鍍層存在,材料吸收了大量激光能量,金剛石溫度突然升高。因此,金剛石發(fā)生熱損傷而石墨化[25],形成了燒蝕坑,同時形成了復(fù)合材料的黑色表面。

圖6 金剛石熱損傷形貌
圖7為金剛石/鋁復(fù)合材料選區(qū)激光熔化制備過程中飛濺出的粉末。成型過程中,熔池可以達到2 000 ℃以上[22],熔池內(nèi)存在巨大的溫度梯度;馬蘭戈尼效應(yīng)使得熔液受較大的張力作用而飛濺出熔池。同時,金剛石顆粒也會依附于飛濺出的粉末顆粒表面,最終形成如圖7所示的殘渣形貌。從圖7中可以觀察到金剛石表面鍍層形貌保持良好,說明短時間存在的熔池并不會對金剛石產(chǎn)生熱損傷。金剛石與基體結(jié)合部位(圖7箭頭處)存在明顯間隙,缺少冶金結(jié)合,表明界面結(jié)合較差。
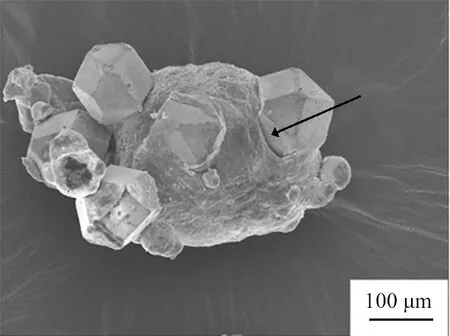
圖7 選區(qū)激光熔融過程中飛濺出的顆粒
圖8為激光功率400 W,掃描速度200 mm/s下的金剛石/鋁復(fù)合材料斷口的形貌。圖8中大部分金剛石僅僅依附在基體上,沒有很好地融入基體內(nèi)部,基體之間存在大量的孔隙,被金剛石相互隔離。圖9為金剛石與鋁基體的結(jié)合界面。從圖9可以看出:在成型過程中,金剛石表面與基體潤濕角明顯大于90°(圖9箭頭處),表明潤濕性較差。
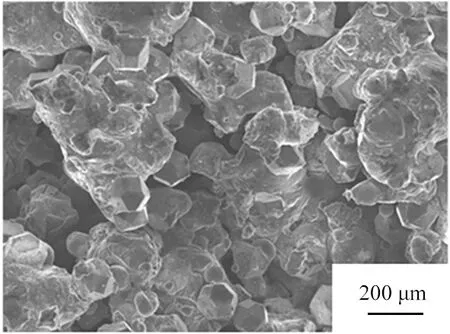
圖8 金剛石/鋁復(fù)合材料斷口形貌

圖9 金剛石與基體界面形貌
2.2 成型過程分析
結(jié)合選區(qū)激光熔化工藝成型特點和對缺陷形貌的分析,選區(qū)激光熔化工藝制備金剛石/鋁復(fù)合材料過程主要總結(jié)如下:
(1)當(dāng)含鋁材料直接受到激光照射時,其迅速升溫達到熔點并熔化,形成熔池。而當(dāng)金剛石顆粒直接受到激光照射時,金剛石受照射區(qū)域石墨化,形成石墨團簇并分散在熔池內(nèi),產(chǎn)生金剛石熱損傷,同時使材料表面呈黑色。
(2)在熔池形成之后,由于表面張力存在,熔液聚集在一起,而金剛石顆粒也因此受到作用力而相互靠攏,成型“柵欄”。金剛石與熔體的潤濕性較差,柵欄之間的孔隙無法被填充,因而形成了大量的孔洞。
圖10為復(fù)合材料內(nèi)部孔洞形成的過程。在激光下一層掃描的過程中,金剛石柵欄同樣阻止了熔池對孔洞的填充,最終導(dǎo)致了金剛石/鋁復(fù)合材料致密度低。金剛石/鋁復(fù)合材料同時存在孔隙率高以及金剛石熱損傷的問題。為提高材料性能應(yīng)從以下2方面著手:首先,選擇合適的過渡層材料以改善激光損傷和潤濕性問題;其次,考慮到材料激光成型過程,應(yīng)設(shè)計合適的溫度場,提高熔體的填充能力、減輕金剛石的熱損傷。
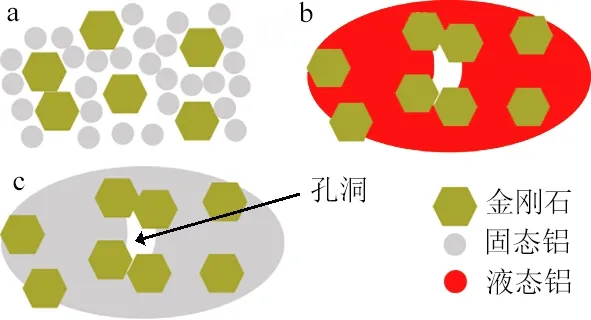
圖10 金剛石/鋁復(fù)合材料孔洞形成過程
3 試驗結(jié)論
此次試驗選用了TiC鍍覆金剛石與含鋁材料,按照體積比3∶7均勻混合,利用SLM工藝成功制備了金剛石/鋁復(fù)合材料,根據(jù)成型后復(fù)合材料的致密度、金剛石顆粒形貌、斷口特征以及飛濺而成的殘渣形貌,分析和總結(jié)了復(fù)合材料在選區(qū)激光熔化工藝中的形成過程與缺陷成因,得出如下結(jié)論:
(1)試驗成功制備了金剛石/鋁復(fù)合材料,但是仍然存在許多缺陷,其致密度受輸入能量的影響,隨著粉床接收的單位輸入能量的提高,復(fù)合材料致密度先增大后減小。
(2)金剛石/鋁復(fù)合材料孔隙率高的主要原因是:在SLM成型過程中,基體與金剛石顆粒無法得到充分潤濕,金剛石顆粒的存在阻礙了熔體的流動。
(3)金剛石顆粒熱損傷的主要原因是:在此次試驗中使用的激光為1 064 nm波長激光,TiC鍍層對1 064 nm波長激光吸收率較高,從而使得局部金剛石溫度突然升高形成石墨團簇,造成了金剛石的燒蝕。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
