Cu-Sn-Ti釬料與陶瓷結合劑體積比對金剛石節塊微觀結構和力學性能的影響*
2020-07-03 07:54:04趙鵬程閆薪霖孟祥龍柳炳恒
金剛石與磨料磨具工程 2020年3期
趙鵬程, 閆薪霖, 肖 冰, 孟祥龍, 柳炳恒
(南京航空航天大學 機電學院, 南京 210016)
陶瓷結合劑金剛石磨具具有加工效率高、不易堵塞、強度高和加工精度高等優點,被廣泛應用于半導體、結構陶瓷和硬質合金的精加工、半精加工中[1-2]。其性能受結合劑化學成分和比例的影響較大。
陶瓷結合劑包括傳統礦物結合劑、微晶玻璃結合劑和玻璃料結合劑[3]。傳統礦物結合劑含雜質較多,燒后存在一些難熔物,因而此類結合劑的強度不高[4];微晶玻璃結合劑的顆粒尺寸為1~2 μm,難以實現均勻晶化,還處于探索研究階段;玻璃料結合劑制備難度低,對金剛石潤濕性良好,現已廣泛應用于磨具制作中。常用玻璃料結合劑主要有鋁硅酸鹽、硼硅酸鹽和硼鋁硅酸鹽體系[5]。本試驗所研究的陶瓷結合劑均為玻璃料結合劑。
陶瓷結合劑自銳性好、排屑好,但是脆性大,易導致其強度降低,對金剛石把持力不高,影響工具的使用壽命。為滿足高效精密磨削要求,研發出性能優越的陶瓷結合劑已成為國內外眾多學者關注的焦點。各種添加物成為改善結合劑性能最直接的方法。Na2O、Li2O和BaO等氧化物被加入硼鋁硅酸鹽系陶瓷結合劑中[5-8],抑制結合劑中石英晶體的析出,可提高結合劑的抗彎強度。ZrO2、Y2O3能夠促進陶瓷結合劑的晶核形成,可有效提高結合劑的熱穩定性、結構致密性和機械性能[9-12]。Cu、Fe、Al與陶瓷結合劑結合可制得新型陶瓷-金屬結合劑,但金屬添加劑過多時會使結合劑樣塊發泡[13-14]。一些納米尺度的添加物如納米AlN、納米TiO2、納米ZrO2被引入到陶瓷結合劑中,可增強晶須,有效提高結合劑強度和耐磨性[15-17]。
隨著釬焊金剛石磨具的發展,結合劑與磨料的結合由機械包埋轉變為冶金結合。Ni-Cr釬料、Cu-Sn-Ti釬料對金剛石潤濕良好[18],可作為添加物引入到陶瓷結合劑中,實現對陶瓷結合劑的改性。本試驗以SiO2-Al2O3-B2O3-Li2O為基礎陶瓷結合劑,通過控制陶瓷結合劑與Cu-Sn-Ti釬料的體積比,分析金剛石節塊的微觀結構和力學性能,以期獲得一種新型的陶瓷-金屬結合劑。
1 試驗設計
1.1 試樣制備
試驗用基礎陶瓷結合劑原料組成如表1所示,金剛石為黃河旋風HWD30金剛石(粒度40/45)。
根據表1定量稱取原料,機械攪拌后放入熔煉爐中在1 400 ℃下熔煉,保溫1 h后水淬,獲得的玻璃料放入干燥箱烘干8 h,球磨過250目篩后得到基礎結合劑。 將基礎結合劑在50 MPa壓力下壓成5 mm×7 mm×40 mm 的樣條,通過計算得出基礎結合劑的壓實密度ρ基。用同樣方法得出Cu-Sn-Ti釬料的壓實密度ρ釬。利用分析天平稱取試驗體積下的基礎結合劑的質量M基與釬料的質量M釬。基礎結合劑和釬料的體積由式(1)、式(2)計算。
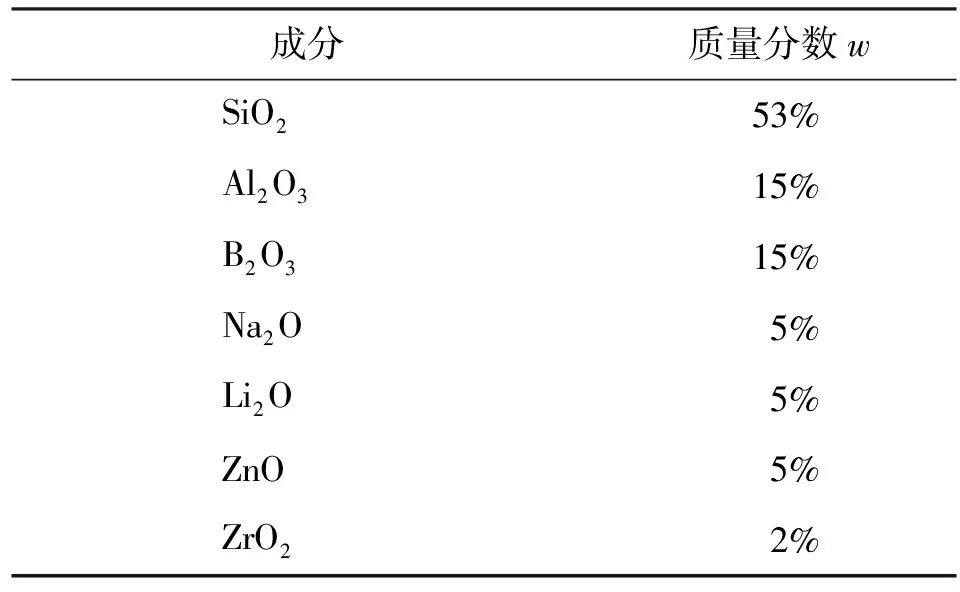
表1 基礎結合劑組成
M基=ρ基V基
(1)
M釬=ρ釬V釬
(2)
其中:V基和V釬是試驗分組中所要求的基礎結合劑與釬料的體積。
表2為陶瓷結合劑與Cu-Sn-Ti釬料不同體積比分組。根據表2制得陶瓷-金屬混合粉體A、B、C、D、E。
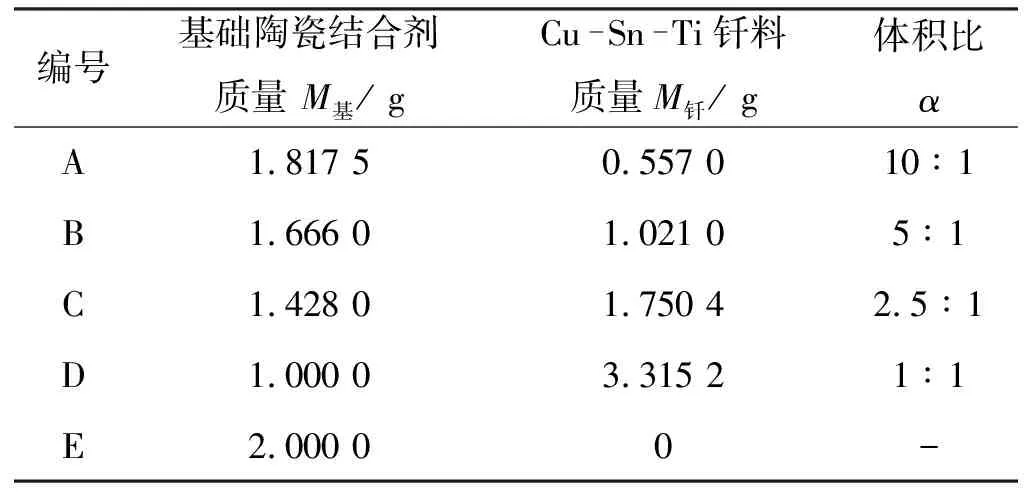
表2 陶瓷結合劑與Cu-Sn-Ti釬料體積比
將混合粉體和濃度50%的金剛石在混料機中混料8 h,混料轉速為200 r/min,即得到試驗用粉體。利用模具將A、B、C、D、E陶瓷-金屬混合粉體壓制成5 mm×7 mm×40 mm的樣條,每組5個,成型密度分別為1.696、1.919、2.270、3.082、1.428 g/cm3。將樣條置于真空釬焊爐中,分別在930 ℃和950 ℃下燒結,保溫15 min,隨爐冷卻,得到陶瓷-金屬結合劑金剛石節塊。
1.2 性能檢測與表征
坯體體積通過模壓后測量得到。采用阿基米德排水法測定金剛石節塊燒結后的體積,通過計算得出體積收縮率μ。
(1)
其中:V1為坯體體積;V2為燒結后節塊體積。
用光學顯微鏡(XSP-8CA)觀察陶瓷-金屬結合劑金剛石節塊宏觀形貌,用掃描電鏡(Hitachi S-3400N)觀察節塊的微觀形貌,用X射線衍射儀(D8Advance)分析節塊的物相組成,用SANS萬能試驗機測試節塊抗彎強度。
2 試驗結果與討論
2.1 收縮率隨體積比α的變化規律
圖1為收縮率隨陶瓷結合劑與Cu-Sn-Ti釬料體積比的變化規律。由圖1可知:隨著溫度升高,節塊的收縮率增大。隨著體積比α的減小,樣品的收縮率μ降低,表明Cu-Sn-Ti釬料的加入能夠降低節塊收縮率,從而有利于減少燒成后的裂紋數量。另外,Cu-Sn-Ti釬料的熔點約為930 ℃,基礎結合劑的耐火度為750 ℃,提高釬料含量即向基礎陶瓷結合劑中引入了更多的難熔物,有利于節塊整體耐火度的提高,使得陶瓷-金屬結合劑金剛石節塊在高溫下燒結后能夠更好地保持形狀。
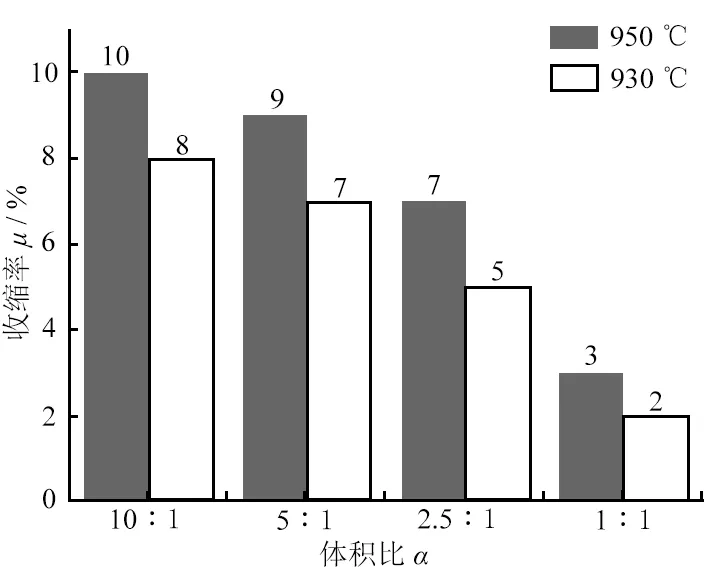
圖1 收縮率隨陶瓷結合劑與Cu-Sn-Ti釬料體積比
2.2 溫度和體積比對節塊形貌的影響
圖2為光學顯微鏡下不同溫度及體積比下燒結后的陶瓷-金屬結合劑金剛石節塊形貌。對比圖2a、圖2b可知溫度對節塊形貌的影響。由圖2a可看出:930 ℃時,Cu-Sn-Ti合金釬料沒有達到熔融狀態,以球團的形式存在于節塊中,球團之間是熔融的陶瓷結合劑,二者無法形成連接橋。釬料以摻雜物的形式存在于結合劑中,破壞了結合劑的均勻性。同時,結合劑中的陶瓷相存在發泡現象。由圖2b可看出:950 ℃時,Cu-Sn-Ti合金釬料達到了熔融狀態,有助于結合劑潤濕金剛石。
對比圖2b、圖2c、圖2d可知體積比對節塊形貌的影響。由圖2d可知:α=5∶1時,節塊中能夠觀察到有部分釬料未熔化,并出現明顯的孔洞。由圖2c可知:隨著釬料體積分數增大,α=2.5∶1時,未熔的釬料比例逐漸降低,已有釬料鋪展,可以連接成片,少量釬料仍以球團形式存在。這是因為當釬料含量較低時,節塊以陶瓷結合劑作為骨架,釬料不足以相互連接形成網絡,待自然冷卻后,未能相連的釬料又縮合為金屬球。由圖2b可知:α=1∶1時,釬料在陶瓷結合劑中完全鋪展,二者形成致密的交叉網絡。
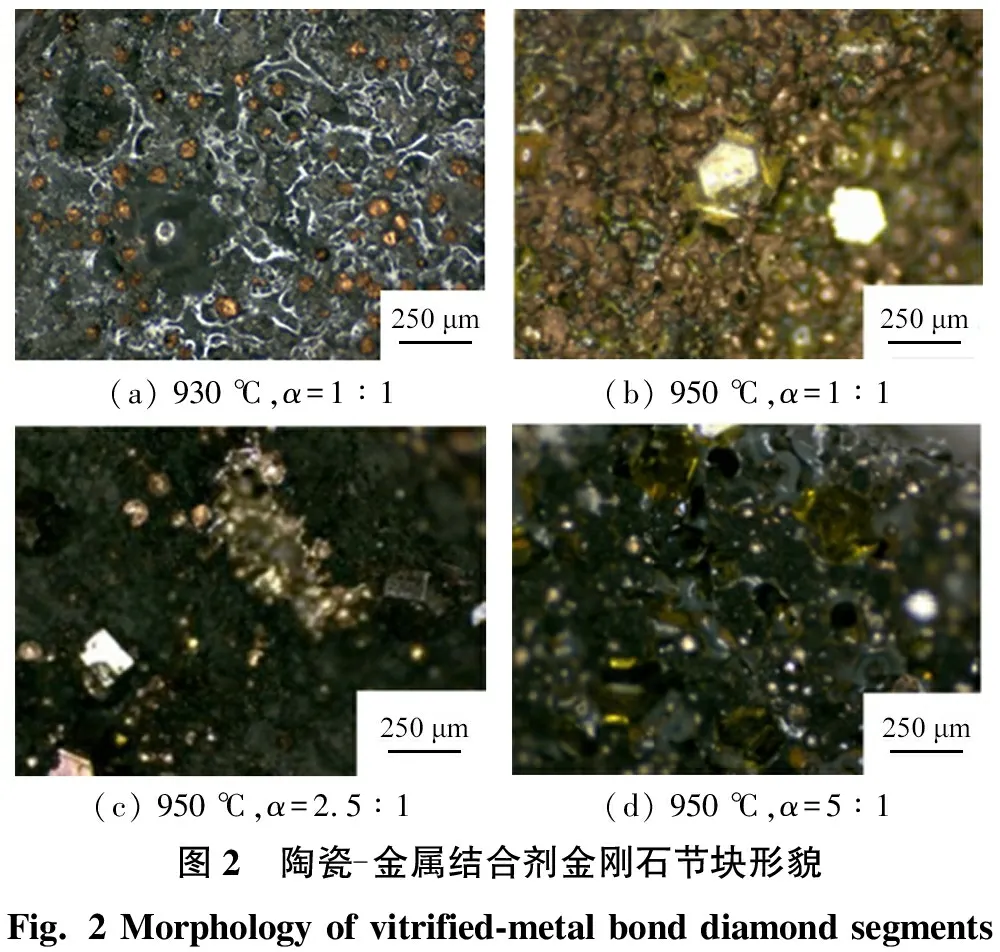
(a) 930 ℃,α=1∶1(b) 950 ℃,α=1∶1(c) 950 ℃,α=2.5∶1(d) 950 ℃,α=5∶1圖2 陶瓷-金屬結合劑金剛石節塊形貌Fig. 2 Morphology of vitrified-metal bond diamond segments
圖3為950 ℃,α=2.5∶1和α=1∶1時燒結的金剛石節塊的SEM圖像。由圖3a可知:當釬料含量過低時,金剛石與釬料之間存在顆粒狀的陶瓷相,導致兩者無法接觸,熔融的釬料在自然冷卻后又縮為球團(與圖2分析結果一致)。金剛石、陶瓷結合劑、Cu-Sn-Ti釬料三者之間有明顯間隔,無法提高節塊的整體強度。由圖3b可知:隨著釬料含量增加,釬料與陶瓷結合劑結合更加均勻,對金剛石的包裹作用增強,說明陶瓷-金屬結合劑對金剛石表面的浸潤能力得到提高。
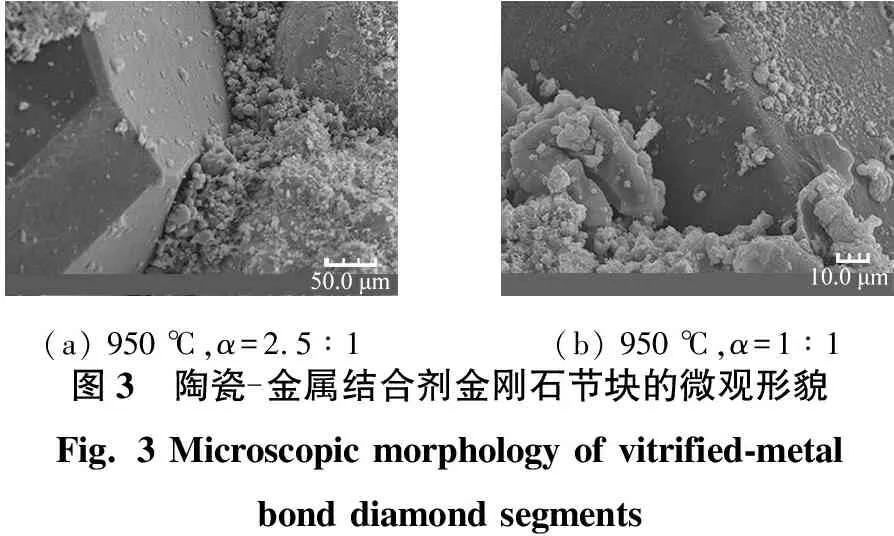
(a) 950 ℃,α=2.5∶1(b) 950 ℃,α=1∶1圖3 陶瓷-金屬結合劑金剛石節塊的微觀形貌Fig. 3 Microscopic morphology of vitrified-metal bond diamond segments
2.3 陶瓷-金屬結合劑金剛石節塊的物相分析
真空釬焊過程中,金剛石的C元素與Cu-Sn-Ti釬料中的Ti生成TiC[19]。在陶瓷相的參與下,為了驗證是否同樣有TiC和新相生成,燒結時將金剛石密排,周圍以陶瓷-金屬結合劑包覆,然后對燒結后的表層進行X射線衍射分析,結果如圖4所示。圖4中存在TiC, Ti3AlC2, Ti3SiC2的衍射峰,表明金剛石-釬料、釬料-陶瓷結合劑之間生成了碳化物,因此在陶瓷結合劑的參與下,Cu-Sn-Ti釬料仍能夠與金剛石發生冶金結合。
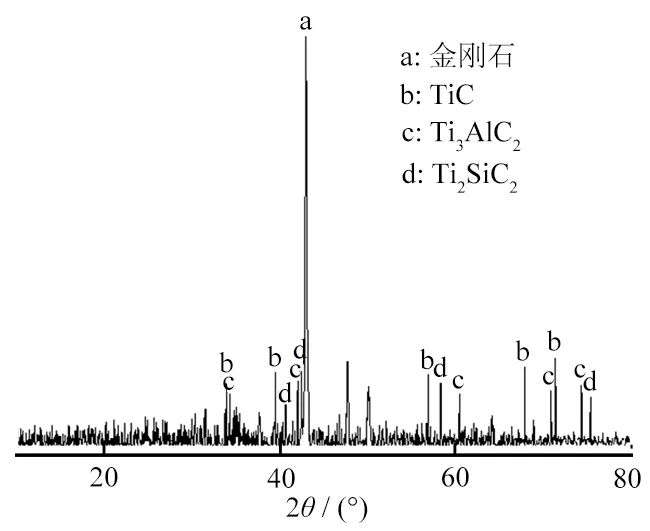
圖4 陶瓷-金屬結合劑金剛石節塊的XRD圖譜
2.4 抗彎強度隨體積比α的變化規律
圖5是陶瓷-金屬結合劑金剛石節塊的抗彎強度隨體積比α的變化規律。
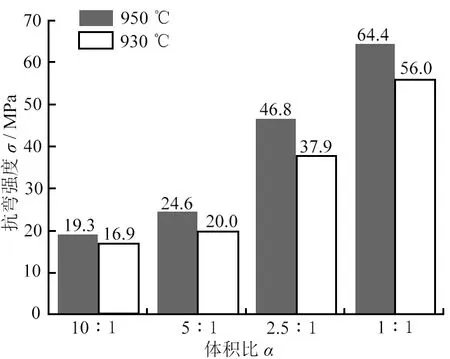
圖5 陶瓷-金屬結合劑金剛石節塊的抗彎強度
由圖5可知:燒結溫度升高有利于抗彎強度的提升,在950 ℃條件下,α=1∶1(樣品D)時,節塊抗彎強度達到64.4 MPa,相較于α=2.5∶1(樣品C)時的強度提高了37.6%。通過微觀結構和物相分析可知:界面處生成了鍵合強度較高的TiC,降低了金剛石與結合劑間的界面張力[20],提高了結合劑對金剛石表面的潤濕性。相比陶瓷結合劑對金剛石的機械包埋作用,添加釬料的陶瓷-金屬結合劑與金剛石之間的冶金結合能夠牢固地把持金剛石,使得金剛石磨粒裸露度達到50%~60%,可提高磨削效率[21]。
3 結論
研究在930 ℃和950 ℃下,陶瓷結合劑與Cu-Sn-Ti釬料體積比變化對陶瓷-金屬結合劑金剛石節塊微觀結構和力學性能的影響,得出結論如下:
(1)燒結溫度為950 ℃,陶瓷結合劑與Cu-Sn-Ti釬料體積比為1∶1時,陶瓷-金屬結合劑在金剛石表面存在浸潤現象。金剛石-釬料和釬料-陶瓷之間生成了TiC、Ti3AlC2和Ti3SiC2,使得結合劑與金剛石的機械包埋作用轉變為結合劑與金剛石的機械包埋和冶金結合共同作用。
(2)隨著Cu-Sn-Ti釬料體積的增大,金剛石節塊的抗彎強度明顯提高。當陶瓷結合劑與釬料體積比為1∶1時,在950 ℃條件下,節塊抗彎強度最大為64.4 MPa,較體積比為2.5∶1時的節塊抗彎強度提高了37.6%。
