條形槽微織構(gòu)對PCBN刀具切削性能的影響
2020-07-03 07:51:52朱楠
金剛石與磨料磨具工程 2020年3期
關(guān)鍵詞:有限元
朱 楠
(吉林電子信息職業(yè)技術(shù)學(xué)院 機械工程學(xué)院, 吉林 吉林 132021)
在刀具表面制備微米、亞微米尺度的微型織構(gòu)是切削加工領(lǐng)域新的研究方向和熱點。目前,在刀具表面制備的微織構(gòu)形式有蜂窩狀[1]、凹坑[1-2]、凸點[2]、同心圓[3]、條形槽[1-3]、圓弧[4]等。大量的研究表明:設(shè)計合理的刀具表面微織構(gòu)能夠降低其切削力和切削溫度、延緩刀具磨損[5-9]。于占江等[10]認(rèn)為刀具表面的微織構(gòu)在切削加工過程中具有良好的性能,體現(xiàn)在改善刀具磨損、切屑形態(tài)和已加工表面質(zhì)量3個方面。劉澤宇等[11]通過試驗表明:與無織構(gòu)刀具相比,微織構(gòu)能夠改善刀具表面的摩擦情況,使摩擦系數(shù)減小,刀具更加耐磨。馮秀亭等[12-13]等通過有限元仿真的方法,發(fā)現(xiàn)刀具表面微織構(gòu)的尺寸對其切削性能有很大的影響。在關(guān)于微織構(gòu)應(yīng)用的刀具材料研究中,大部分學(xué)者將微織構(gòu)應(yīng)用在硬質(zhì)合金材料刀具上[1-8,10-11,13]。也有學(xué)者研究了微織構(gòu)對陶瓷材料刀具[9,12]和PCBN[14-16]刀具的影響。
目前,關(guān)于PCBN刀具的微織構(gòu)研究相關(guān)文獻(xiàn)較少,本次微織構(gòu)試驗選用的刀具材料為PCBN,與文獻(xiàn)[14-16]的區(qū)別是微織構(gòu)的尺寸和類型不同。用有限元仿真分析PCBN微織構(gòu)對其切削力和已加工表面質(zhì)量的影響,同時設(shè)計切削試驗,驗證有限元結(jié)果的正確性。
1 有限元試驗設(shè)計
1.1 微織構(gòu)類型設(shè)計
文獻(xiàn)[10]表明硬質(zhì)合金刀具表面的槽型微織構(gòu)具有減磨的作用,為研究此類微織構(gòu)對PCBN材料刀具性能的影響,本次試驗設(shè)計的微織構(gòu)類型也是條形槽。根據(jù)文獻(xiàn)[17-18]提供的激光制備微織構(gòu)方法,本次試驗利用激光打標(biāo)機,在PCBN刀具前刀面制備條形槽微織構(gòu),該微織構(gòu)類型刀具與文獻(xiàn)[14]設(shè)計的微凹坑織構(gòu)PCBN刀具不同。本次設(shè)計的微織構(gòu)的寬度為40 μm,長度為500 μm,深度5 μm,間距200 μm,與主切削刃垂直。圖1是WYKO光學(xué)輪廓儀觀察的PCBN刀具前刀面條形槽微織構(gòu)實物圖片,與文獻(xiàn)[15-16]在PCBN刀具表面制備的槽型織構(gòu)尺寸、主切削刃方向不同。

圖1 條形槽微織構(gòu)PCBN刀具
1.2 PCBN刀具有限元建模
按照圖1設(shè)計的條形槽微織構(gòu)進(jìn)行PCBN刀具有限元建模,并利用TWS有限元仿真軟件進(jìn)行切削仿真試驗。首先利用CATIA軟件進(jìn)行刀具三維建模,然后導(dǎo)入TWS軟件中進(jìn)行網(wǎng)格劃分。刀具網(wǎng)格有限元模型均采用拉格朗日自適應(yīng)方法劃分網(wǎng)格,如圖2所示。圖2a是條形槽微織構(gòu)刀具網(wǎng)格模型,圖2b是無織構(gòu)刀具網(wǎng)格模型。有限元仿真中PCBN刀具材料的相關(guān)性能參數(shù)見表1[22]。

(a)條形槽微織構(gòu)刀具網(wǎng)格模型Mesh model of strip-groove micro-texture tool(b)無織構(gòu)刀具網(wǎng)格模型Mesh model of non-texture tool圖2 刀具網(wǎng)格有限元模型Fig. 2 Finite element model of tool grid

表1 PCBN刀具材料性能參數(shù)
1.3 工件材料及仿真參數(shù)
PCBN刀具多用于切削淬硬鋼GCr15[19-21]。因此,本次試驗也選取淬硬鋼GCr15材料為工件。表2是GCr15材料機械力學(xué)性能參數(shù)[22]。本次有限元仿真分析選用Johnson-Cook本構(gòu)模型[23],見公式(1):
(1)


表2 GCr15材料機械力學(xué)性能參數(shù)
表3 GCr15 Johnson-Cook本構(gòu)模型參數(shù)
1.4 試驗方案
根據(jù)PCBN刀具切削淬硬鋼GCr15的相關(guān)文獻(xiàn)[14,21,24-26],設(shè)置刀具的切削前角為-6°,后角為6°,切削速度為65 m/min,進(jìn)給量為0.1 mm/r,背吃刀量為0.3 mm。按照設(shè)定的切削參數(shù)進(jìn)行仿真試驗和切削試驗,對比分析條形槽微織構(gòu)刀具與無織構(gòu)刀具產(chǎn)生的切削力、已加工表面質(zhì)量。
2 有限元仿真結(jié)果及分析
2.1 切削力有限元分析
圖3為條形槽微織構(gòu)與無織構(gòu)PCBN刀具切削淬硬鋼GCr15產(chǎn)生的主切削力對比情況。根據(jù)切削力分布情況可知條形槽微織構(gòu)對主切削力、切深力與進(jìn)給力的影響各不相同。觀察圖3a和3b可知:條形槽微織構(gòu)刀具產(chǎn)生的主切削力、切深力均小于無織構(gòu)刀具的,但是主切削力減小的幅度大于切深力的。因為在刀具的前刀面制備條形槽微織構(gòu)可以有效地減小刀具前刀面與工件切削層的接觸面積,使摩擦系數(shù)降低,導(dǎo)致前刀面與切屑之間的摩擦作用減弱,從而產(chǎn)生較小的切削力。對于進(jìn)給力,條形槽微織構(gòu)刀具與無織構(gòu)刀具產(chǎn)生的進(jìn)給力并無明顯差異,整體表現(xiàn)為條形槽微織構(gòu)對進(jìn)給力影響較弱(圖3c)。在切削初始階段,條形槽微織構(gòu)刀具產(chǎn)生的進(jìn)給力略大于無織構(gòu)刀具的。這是因為當(dāng)?shù)毒吲c工件表層接觸時,由于刀具前刀面存在微織構(gòu),出現(xiàn)切削不平穩(wěn)的現(xiàn)象。但是隨著切削不斷進(jìn)行,當(dāng)切削穩(wěn)定后,2種刀具產(chǎn)生的進(jìn)給力并無明顯的差異。
從圖3的有限元仿真結(jié)果還可以發(fā)現(xiàn)一個現(xiàn)象:條形槽微織構(gòu)刀具產(chǎn)生的切削力波動明顯大于無織構(gòu)刀具的。這是由于前刀面存在微織構(gòu),在切削過程中產(chǎn)生的切屑與刀具前刀面發(fā)生規(guī)律性微小碰撞,導(dǎo)致切削力存在一定的波動。
綜上,在刀具前刀面制備條形槽微織構(gòu)可有效降低切削力,其中對主切削力影響最顯著,其次是切深力,對進(jìn)給力影響較弱。


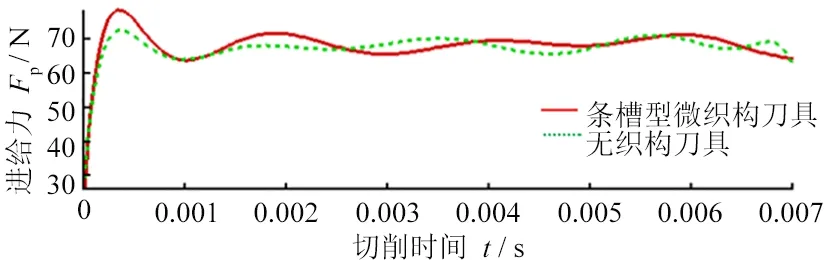
(a) 主切削力對比圖Comparison diagram of main cutting force(b)切深力對比圖Comparison diagram of cutting depth force(c) 進(jìn)給力對比圖Comparison diagram of feed force
2.2 已加工表面質(zhì)量有限元分析
在切削加工領(lǐng)域,研究表明已加工表面質(zhì)量與刀具切削性能之間存在著一定的關(guān)系[27],較好的刀具切削參數(shù)可以獲得較佳的已加工表面質(zhì)量。已加工表面質(zhì)量包括表面粗糙度、加工硬化和殘余應(yīng)力等[28-29]。在實際切削加工中,可以通過觀測工件的已加工表面粗糙度情況來判斷其表面質(zhì)量優(yōu)劣。對于加工硬化,可以通過工件已加工表面的米塞斯(Mises) 應(yīng)力和塑性應(yīng)變來分析其表面加工硬化情況[28-29]。Mises應(yīng)力和塑性應(yīng)變代表工件表面的彈塑性變形程度,其數(shù)值越大、分布越集中,表明工件表面加工硬化程度越嚴(yán)重,表面質(zhì)量越差[28-29]。
圖4為已加工表面質(zhì)量有限元分析結(jié)果。通過對比分析2種刀具切削的工件表面產(chǎn)生的Mises 應(yīng)力和塑性應(yīng)變發(fā)現(xiàn):條形槽微織構(gòu)刀具切削的工件表面最大Mises 應(yīng)力為9 179.88 MPa,最大塑性應(yīng)變是14.5。而無織構(gòu)刀具切削的工件表面最大Mises 應(yīng)力是25 645.80 MPa,是條形槽刀具切削工件的Mises應(yīng)力的2.79倍。無織構(gòu)刀具切削工件產(chǎn)生的最大塑性應(yīng)變是22.6,是條形槽微織構(gòu)刀具切削工件塑性應(yīng)變的1.56倍。由此可知:條形槽微織構(gòu)刀具切削產(chǎn)生的工件表面質(zhì)量明顯優(yōu)于無織構(gòu)刀具切削的工件表面質(zhì)量。


(a) 條形槽微織構(gòu)刀具切削的已加工表面Machined surface with strip-groove micro-texture tool(b)無織構(gòu)刀具切削的已加工表面The machined surface with non-texture tool
觀察圖4中已加工表面的Mises應(yīng)力分布情況,藍(lán)色部分是未加工表面,紅色、綠色和黃色部分是已加工表面,紅色部分代表較高的應(yīng)力值分布區(qū)域,藍(lán)色代表非高應(yīng)力分布區(qū)域。圖4b中顯示的無織構(gòu)刀具切削的工件已加工表面的紅色部分(高應(yīng)力值)明顯多于圖4a的紅色部分。這也說明無織構(gòu)刀具使工件表面產(chǎn)生較多的高應(yīng)力區(qū)。此外,塑性應(yīng)變也代表了工件表面材料發(fā)生了嚴(yán)重的形變,從而導(dǎo)致其表面質(zhì)量較差。相反地,條形槽微織構(gòu)刀具使工件產(chǎn)生的應(yīng)力較小,塑性應(yīng)變也較小,工件表面材料形變相對較小,形成的表面質(zhì)量較好。除了以上原因,還有2.1部分提到的:條形槽微織構(gòu)刀具產(chǎn)生的切削力較小,減小了刀具與工件表面的摩擦系數(shù),改善了刀具與工件表層材料的摩擦情況,因而其表面質(zhì)量較好。
3 微織構(gòu)刀具切削試驗
3.1 切削力試驗結(jié)果分析
微織構(gòu)刀具切削試驗在CA6140普通車床上進(jìn)行,并使用Kistler 2825A-02型壓電式三向測力儀系統(tǒng)測量切削過程中產(chǎn)生的切削力,并設(shè)置切削力采集頻率為1 000 Hz。將測力儀收集的切削力數(shù)據(jù)用MATLAB軟件進(jìn)行處理并繪制曲線,如圖5所示。



(a) 主切削力對比Comparison diagram of main cutting force(b)切深力對比圖Comparison diagram of cutting depth force(c) 進(jìn)給力對比圖Comparison diagram of feed force圖5 切削試驗的切削力對比圖
從圖5中可以發(fā)現(xiàn):條形槽微織構(gòu)刀具產(chǎn)生的主切削力、切深力明顯小于無織構(gòu)刀具的;條形槽微織構(gòu)對進(jìn)給力的影響很小。切削試驗表明:條形槽微織構(gòu)對主切削力和切深力的影響大于對進(jìn)給力的影響。切削試驗結(jié)果與有限元仿真結(jié)果基本一致。原因是:條形槽微織構(gòu)減小了刀具前刀面與工件表層材料的接觸面積,減小了刀具與工件之間的摩擦系數(shù),使摩擦力變小,從而產(chǎn)生較小的切削力。
3.2 已加工表面粗糙度結(jié)果分析
利用WYKO光學(xué)輪廓儀檢測條形槽微織構(gòu)刀具和無織構(gòu)刀具切削得到的工件表面質(zhì)量,該儀器可直接觀察工件表面形貌,測量工件表面粗糙度。圖6是2種刀具切削的工件在顯微觀察下的表面形貌。從圖6中可以發(fā)現(xiàn):圖6a中的條形槽微織構(gòu)刀具切削的工件表面光滑連續(xù),表面質(zhì)量較好,其粗糙度Ra=1.54 μm;圖6b中的無織構(gòu)刀具切削的工件表面較為粗糙,表面形成了斷斷續(xù)續(xù)的鱗次狀,形成的表面質(zhì)量較差,其粗糙度Ra=2.04 μm。切削試驗結(jié)果與有限元仿真結(jié)果一致,均表明條形槽微織構(gòu)具有降低工件表面粗糙度,改善已加工表面質(zhì)量的作用。


(a) 條形槽微織構(gòu)刀具切削已加工表面形貌Surface morphology of machined surface by strip-groove micro-texture tool(b)無織構(gòu)刀具切削已加工表面形貌Surface morphology of machined surface bynon-texture tool
4 結(jié)論
在PCBN刀具前刀面制備條形槽微織構(gòu),結(jié)合有限元仿真和切削試驗,通過對比分析切削力和已加工表面質(zhì)量,探討了條形槽微織構(gòu)對刀具性能的影響,得到了如下結(jié)論:
(1)條形槽微織構(gòu)刀具產(chǎn)生的主切削力、切深力均小于無織構(gòu)刀具的,微織構(gòu)對主切削力的影響最大,其次是切深力,對進(jìn)給力的影響最小,且有限元結(jié)果和切削試驗結(jié)果基本一致。
(2)有限元和切削試驗結(jié)果均表明條形槽微織構(gòu)可以改善工件已加工表面質(zhì)量,其表面粗糙度僅為1.54 μm。
(3)條形槽微織構(gòu)可以改善刀具的切削性能。切削試驗驗證了有限元仿真結(jié)果的有效性。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
數(shù)學(xué)物理學(xué)報(2022年4期)2022-08-22 04:09:28
減速頂與調(diào)速技術(shù)(2020年4期)2020-11-22 07:20:26
上海節(jié)能(2020年3期)2020-04-13 13:16:16
石油化工建設(shè)(2019年6期)2020-01-16 08:03:42
天津醫(yī)科大學(xué)學(xué)報(2019年6期)2019-08-13 07:04:32
鍛壓裝備與制造技術(shù)(2016年3期)2016-06-05 09:36:08
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
