天鋼聯(lián)合特鋼1 000 mm超厚料層燒結(jié)生產(chǎn)實踐
2020-07-03 07:04:58闞永海
山東冶金 2020年3期
闞永海
(天津天鋼聯(lián)合特鋼有限公司,天津301500)
1 前言
厚料層燒結(jié)技術是在鐵酸鈣固結(jié)理論和自動蓄熱作用基礎上發(fā)展起來的先進燒結(jié)技術[1-2]。隨著燒結(jié)料層厚度的提高,自蓄熱作用隨之增強,配碳量隨之降低;燒結(jié)礦的強度和成品率有所提升,從而提高燒結(jié)礦的質(zhì)量[3-5];燒結(jié)煙氣中的氮氧化物和硫氧化物的排放量下降,降低燒結(jié)煙氣脫硫脫硝負荷,節(jié)約生產(chǎn)成本[4-6]。厚料層燒結(jié)技術仍然是各大企業(yè)現(xiàn)在以及未來一段時間內(nèi)的主要發(fā)展方向[7]。
天鋼聯(lián)合特鋼自2011年投產(chǎn)以來,燒結(jié)機的布料厚度由最初的700 mm逐漸提升至800 mm;2013年經(jīng)過一系列的改造,成功將料層厚度提升至910 mm[8];2015年11月至今,經(jīng)過各項技術和設備的改造,將兩臺230 m2燒結(jié)機的布料厚度提升到了1 000 mm。通過天鋼聯(lián)合特鋼人員不斷提高工藝技術水平、加強管理、提高料溫、改善料層透氣性等措施,兩臺燒結(jié)機實現(xiàn)長時間保持1 000 mm的超厚料層燒結(jié)作業(yè),天鋼聯(lián)合特鋼的燒結(jié)生產(chǎn)指標不斷提高,獲得了較為顯著的經(jīng)濟和社會效益。
2 發(fā)展厚料層燒結(jié)的難點
1)隨著天鋼聯(lián)合特鋼燒結(jié)料層厚度的提高,料層的阻力會隨之增加,導致垂直燒結(jié)速度下降,甚至有可能會造成利用系數(shù)降低,使燒結(jié)礦的產(chǎn)量下降。2)燒結(jié)行業(yè)有著“風量就是產(chǎn)量”的說法。提高燒結(jié)料層厚度,料層阻力增大。天鋼聯(lián)合特鋼兩臺230 m2燒結(jié)機的主抽風機未進行改造,再加上漏風率較高,嚴重影響了燒結(jié)產(chǎn)量。3)燒結(jié)料層的提高會加劇“過濕效應”,過濕帶加厚,嚴重影響燒結(jié)過程的透氣性,造成燒結(jié)礦質(zhì)量下降等問題。
3 實現(xiàn)1 000 mm超厚料層燒結(jié)的措施
3.1 提高料層透氣性
3.1.1 原料粒度
天鋼聯(lián)合特鋼1 000 mm超厚料層燒結(jié)工藝,針對燒結(jié)原料粒度進行嚴格控制,盡量減少因原料粒度問題造成的波動。1 000 mm超厚料層燒結(jié)前后所采用的外礦粒度如表1、表2所示。分析看出,厚料層燒結(jié)后,為改善礦粉初始粒度組成,提高料層透氣性,增加了PB粉、埃米爾粉這樣粒度較大的礦粉,并且紐曼粉的粒度組成也進行了改善,>8 mm粒級的占比由11.90%提高到了19.30%,<1 mm粒級占比由41.80%降低至30.40%,改善了礦粉的初始粒度,確保料層厚度增加后還能保證較好的料層透氣性。
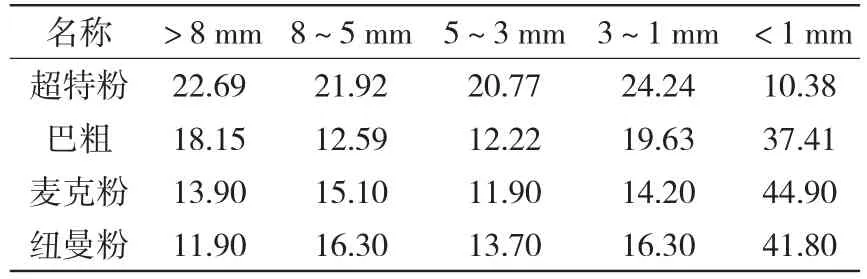
表1 實行1 000 mm料層燒結(jié)前礦粉粒度組成 %

表2 實行1 000 mm料層燒結(jié)后礦粉粒度組成 %
3.1.2 強化制粒
天鋼聯(lián)合特鋼1#燒結(jié)機二次混合機于2018年進行改造,筒體襯板采用了錐形逆流螺旋狀紋路,即螺旋方向與筒體轉(zhuǎn)動方向相反,更有利筒體中混合料的均勻分布,有效抑制粘料問題,使得制粒效果更好[9]。圓筒混合機筒體經(jīng)過改造后,提高了造球率,避免了積料現(xiàn)象的發(fā)生,延長了生石灰的消化時間。混合系統(tǒng)改造前后混合料中粒級組成比較如表3所示,改造后混合料>3 mm粒級從57%提升至59%,改善了混勻料的粒級分布,從而有效改善燒結(jié)料層的透氣性。

表3 混合系統(tǒng)改造前后混合料中粒級組成比較 %
3.2 降低漏風率
對天鋼聯(lián)合特鋼燒結(jié)機的漏風率因素進行排查,對造成燒結(jié)臺車漏風的主要原因進行分析,尋找對策,結(jié)果如表4所示。
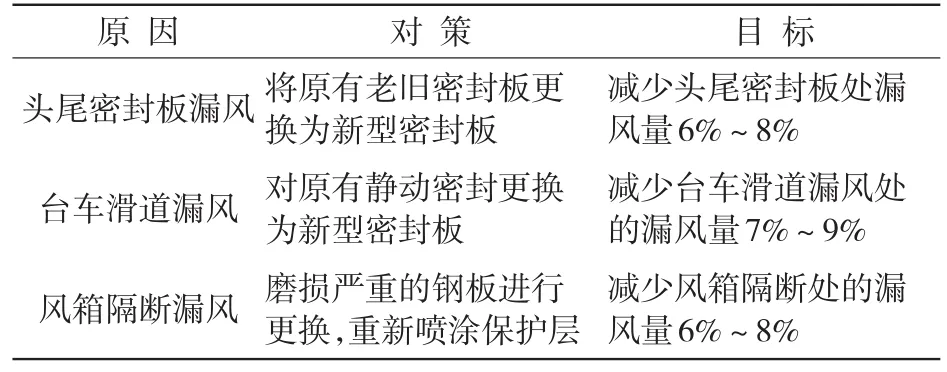
表4 燒結(jié)漏風主要原因及措施
通過改造,將燒結(jié)機漏風率由55%降低至34.68%,實現(xiàn)了燒結(jié)抽風過程“側(cè)封中通”的策略,降低臺車側(cè)壁擋板漏入無效風,讓有效風從臺車料面上方進入,為超厚1 000 mm料層燒結(jié)工藝打下了堅實的設備基礎。
3.3 高料溫技術
3.3.1 全活性生石灰熔劑結(jié)構(gòu)
天鋼聯(lián)合特鋼選擇100%高活性的生石灰作為鈣質(zhì)熔劑,高活性的生石灰反應性好、消化好,在消化過程中能夠釋放大量熱量,對混合料料溫的提高有著重要意義[10]。天鋼聯(lián)合特鋼所采用的生石灰包含外購生石灰與自產(chǎn)的生石灰。兩種生石灰化學成分如表5所示。燒結(jié)原燃料混合過程中,生石灰的加入有利于其料溫的提升,并且天鋼聯(lián)合特鋼加入的是高活性石灰,其CaO含量較高,放出的熱量也較多,所以全高活性生石灰配比對混合料料溫的提升作用是較為明顯的。
3.3.2 制粒過程全加溫
燒結(jié)混合料料溫的提升,需要從燒結(jié)混料開始。天鋼聯(lián)合特鋼在燒結(jié)一混裝置中加入熱水,進行混合預熱。一混熱水的熱量來源于燒結(jié)煙氣脫硝廢水預熱利用,不單獨產(chǎn)生熱水,經(jīng)濟環(huán)保,不用增加物耗和能耗。在燒結(jié)一混裝置和二混裝置之間通過燒結(jié)皮帶輸送燒結(jié)混合料。為了減少燒結(jié)混合料在燒結(jié)皮帶上的溫降,天鋼聯(lián)合特鋼實施在燒結(jié)皮帶上噴加熱水,以維持燒結(jié)混合料的料溫,盡量減少燒結(jié)混合料的溫降。
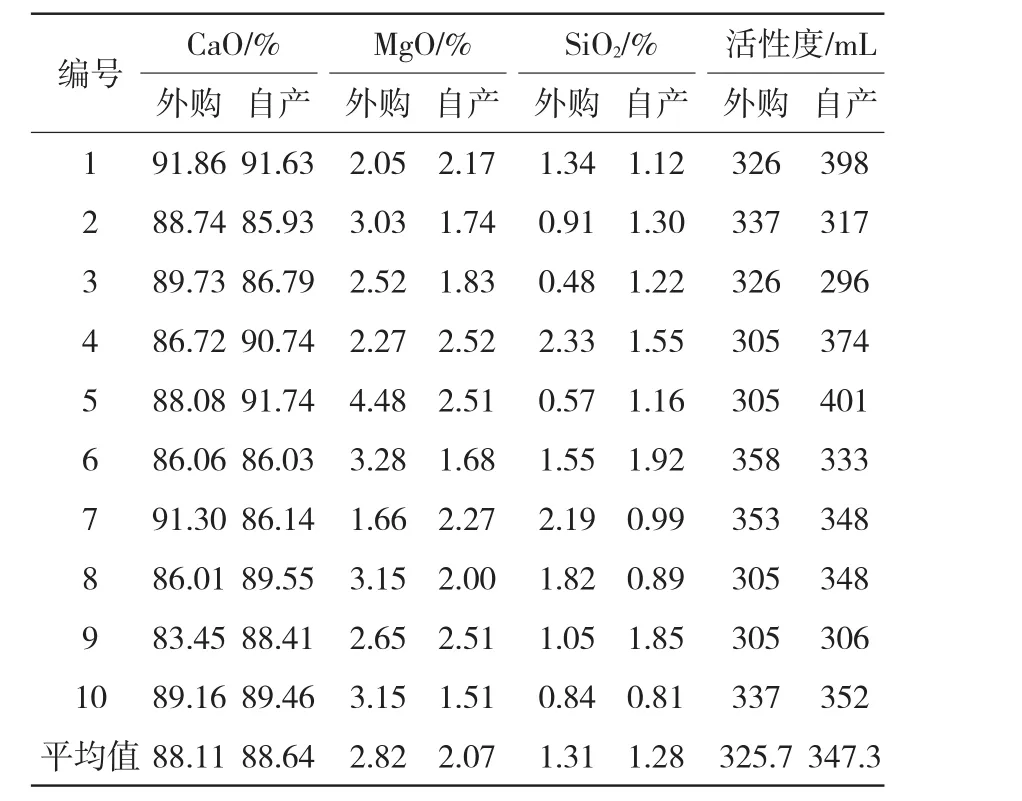
表5 天鋼聯(lián)合特鋼燒結(jié)所用生石灰化學成分
為了充分利用蒸汽,同時提高燒結(jié)混合料的料溫,天鋼聯(lián)合特鋼直接將外網(wǎng)管道的飽和蒸汽引入到燒結(jié)二混裝置中,使燒結(jié)混合料在二混滾筒的制粒過程中與蒸汽產(chǎn)生熱交換,在強化制粒的過程中進一步升高溫度。
通過制粒全過程加溫技術,天鋼聯(lián)合特鋼燒結(jié)廠把燒結(jié)混合料溫提高到了76~82℃,最高可達91℃,而普通燒結(jié)的露點溫度一般在65℃左右[11],有效消除了燒結(jié)料層中的過濕層帶來的不良影響。
4 厚料層燒結(jié)實施效果
4.1 冶金性能
天鋼聯(lián)合特鋼實施1 000 mm超厚料層燒結(jié)后的燒結(jié)礦,其低溫還原粉化試驗按照GB/T 13242—91檢驗方法進行檢測,不同燒結(jié)礦的低溫還原粉化檢測結(jié)果如表6所示。可以看出,實施1 000 mm超厚料層燒結(jié)后燒結(jié)礦的低溫還原粉化指數(shù)均>73.00%。一般而言,優(yōu)質(zhì)燒結(jié)礦的低溫還原粉化指數(shù)要求>72%,天鋼聯(lián)合特鋼實施1 000 mm超厚料層燒結(jié)后的燒結(jié)礦從低溫還原粉化指數(shù)角度分析均屬于優(yōu)質(zhì)燒結(jié)礦,平均達到74.60%。

表6 超厚料層燒結(jié)后燒結(jié)礦低溫還原粉化結(jié)果 %
4.2 生產(chǎn)指標
天鋼聯(lián)合特鋼實施1 000 mm超厚料層燒結(jié)后,其生產(chǎn)指標發(fā)生了較大改變,燒結(jié)的固體燃耗由改造前的53.08 kg/t降低至現(xiàn)在的41.85 kg/t;燒結(jié)外網(wǎng)電耗由26.72(kW·h)/t降低至19.24(kW·h)/t;利用系數(shù)也從改造前的1.38 t/(m2·h)增加到了1.87 t/(m2·h)。從數(shù)據(jù)可以看出,實施1 000 mm超厚料層燒結(jié)后,天鋼聯(lián)合特鋼的燒結(jié)礦產(chǎn)量有了大幅提高,燒結(jié)工序的能耗大幅降低。
5 結(jié)論
5.1 天鋼聯(lián)合特鋼通過改善料層透氣性、降低漏風率以及提高料溫等技術措施,成功在兩臺230 m2燒結(jié)機上實施了1 000 mm超厚料層燒結(jié),且經(jīng)過提高工藝技術水平,加強管理等措施,使得兩臺燒結(jié)機可長時間保持1 000 mm的超厚料層燒結(jié)作業(yè)。
5.2 天鋼聯(lián)合特鋼1 000 mm超厚料層燒結(jié)生產(chǎn)實踐表明,實施超厚料層燒結(jié),燒結(jié)礦產(chǎn)量可以得到較大提升,固體燃耗和外網(wǎng)電耗等能耗指標大幅降低,進一步降低了燒結(jié)工序的生產(chǎn)能耗,從而節(jié)約了生產(chǎn)成本。
